

以下是:湛江市徐聞縣焊管優(yōu)惠幅度大的產(chǎn)品參數(shù)
產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 范圍 焊管優(yōu)惠幅度大供應(yīng)范圍覆蓋廣東省、湛江市、徐聞縣、赤坎區(qū)、霞山區(qū)、坡頭區(qū)、麻章區(qū)、遂溪縣、廉江市、雷州市、吳川市等區(qū)域。 【天鑫達(dá)】為客戶(hù)提供多樣化產(chǎn)品,包括坡頭H型鋼廠家專(zhuān)業(yè)廠家、霞山H型鋼廠家24小時(shí)下單發(fā)貨、廉江H型鋼廠家卓越品質(zhì)保障、赤坎H型鋼廠家出貨快等,適配多元場(chǎng)景需求。焊管優(yōu)惠幅度大,天鑫達(dá)特鋼有限責(zé)任公司(湛江市徐聞縣分公司)gbcj5286-6為您提供焊管優(yōu)惠幅度大,供應(yīng)服務(wù)范圍覆蓋廣東省、湛江市、徐聞縣、赤坎區(qū)、霞山區(qū)、坡頭區(qū)、麻章區(qū)、遂溪縣、廉江市、雷州市、吳川市,聯(lián)系人:楊經(jīng)理。 廣東省,湛江市,徐聞縣 徐聞縣,隸屬?gòu)V東省湛江市,位于中國(guó)大陸南端,南臨瓊州海峽,與海南島隔海相望,東濱南海,西瀕北部灣,北與雷州市接壤。介于東經(jīng)109°52′至110°35′,北緯20°13′至20°43′之間,土地總面積1979.6平方公里。徐聞縣屬熱帶季風(fēng)氣候,日照充足,太陽(yáng)輻射能豐富。截至2018年,徐聞縣下轄1個(gè)街道、12個(gè)鎮(zhèn)、2個(gè)鄉(xiāng),另設(shè)有4個(gè)農(nóng)場(chǎng)、1個(gè)國(guó)企。是廣東省直管縣財(cái)政改革試點(diǎn)。
準(zhǔn)備好領(lǐng)略焊管優(yōu)惠幅度大產(chǎn)品的風(fēng)采了嗎?我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個(gè)細(xì)節(jié),從外觀到內(nèi)在,從功能到性能,讓您了解它的獨(dú)特之處。
以下是:焊管優(yōu)惠幅度大的圖文介紹
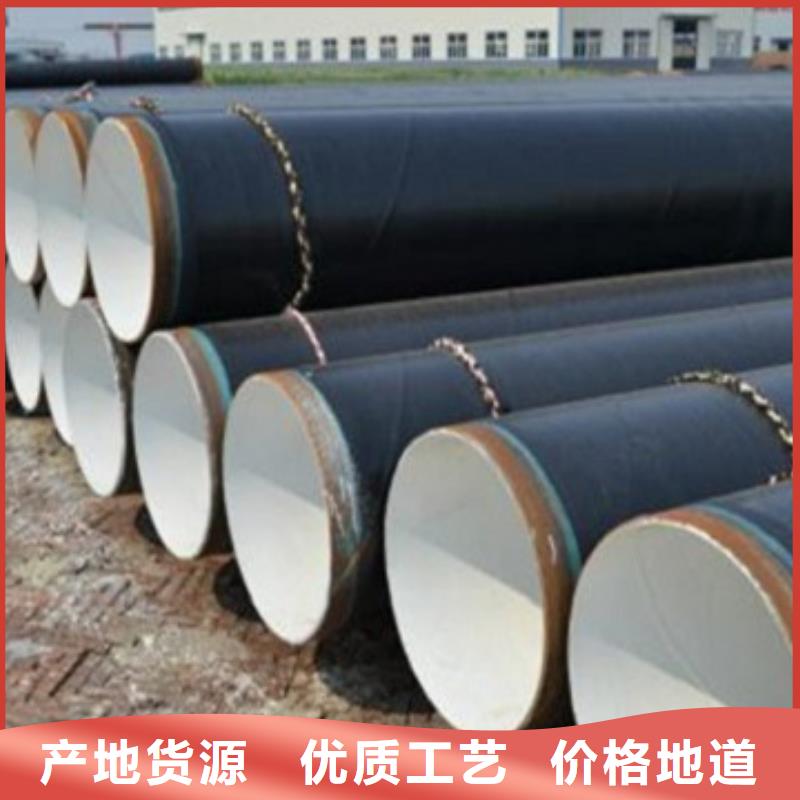
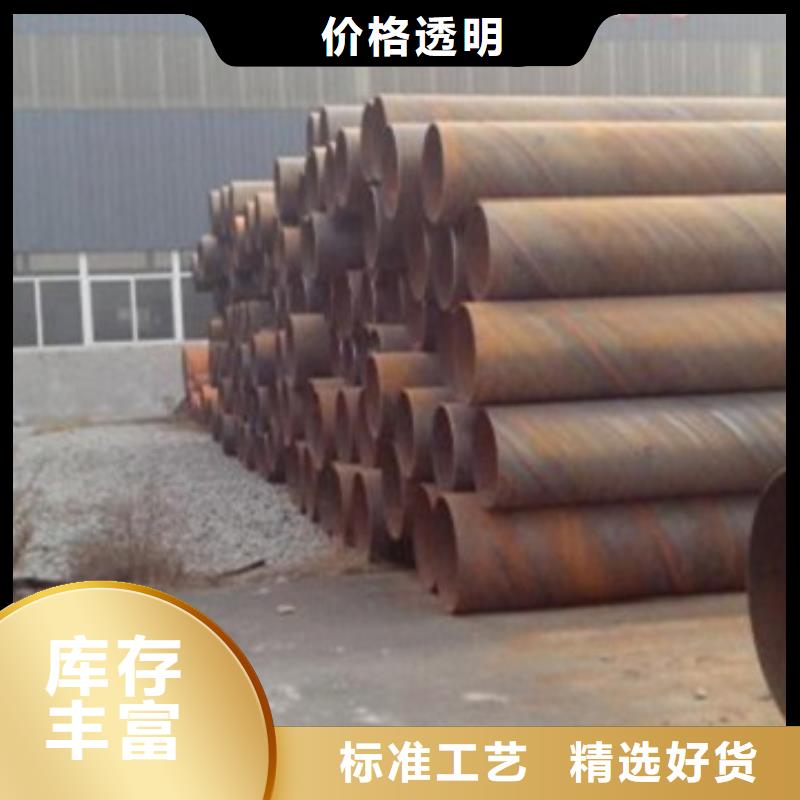
大口徑直縫焊管主要生產(chǎn)流程說(shuō)明:
1. 板探:用來(lái)制造大口徑埋弧焊直縫鋼管的鋼板進(jìn)入生產(chǎn)線后,首先進(jìn)行全板超聲波檢驗(yàn);
2. 銑邊:通過(guò)銑邊機(jī)對(duì)鋼板兩邊緣進(jìn)行雙面銑削,使之達(dá)到要求的板寬、板邊平行度和坡口形狀;
3. 預(yù)彎邊:利用預(yù)彎?rùn)C(jī)進(jìn)行板邊預(yù)彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機(jī)上首先將預(yù)彎后的鋼板的一半經(jīng)過(guò)多次步進(jìn)沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,后形成開(kāi)口的"O"形
5. 預(yù)焊:使成型后的直縫焊鋼管合縫并采用氣體保護(hù)焊(MAG)進(jìn)行連續(xù)焊接;
6. 內(nèi)焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內(nèi)側(cè)進(jìn)行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側(cè)進(jìn)行焊接;
8. 超聲波檢驗(yàn)Ⅰ:對(duì)直縫焊鋼管內(nèi)外焊縫及焊縫兩側(cè)母材進(jìn)行的檢查;
9. X射線檢查Ⅰ:對(duì)內(nèi)外焊縫進(jìn)行的X射線工業(yè)電視檢查,采用圖象處理系統(tǒng)以保證探傷的靈敏度;
10. 擴(kuò)徑:對(duì)埋弧焊直縫鋼管全長(zhǎng)進(jìn)行擴(kuò)徑以提高鋼管的尺寸精度,并改善鋼管內(nèi)應(yīng)力的分布狀態(tài);
11. 水壓試驗(yàn):在水壓試驗(yàn)機(jī)上對(duì)擴(kuò)徑后的鋼管進(jìn)行逐根檢驗(yàn)以保證鋼管達(dá)到標(biāo)準(zhǔn)要求的試驗(yàn)壓力,該機(jī)具有自動(dòng)記錄和儲(chǔ)存功能;
12. 倒棱:將檢驗(yàn)合格后的鋼管進(jìn)行管端加工,達(dá)到要求的管端坡口尺寸;
13. 超聲波檢驗(yàn)Ⅱ:再次逐根進(jìn)行超聲波檢驗(yàn)以檢查直縫焊鋼管在擴(kuò)徑、水壓后可能產(chǎn)生的缺陷;
14. X射線檢查Ⅱ:對(duì)擴(kuò)徑和水壓試驗(yàn)后的鋼管進(jìn)行X射線工業(yè)電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗(yàn):進(jìn)行此項(xiàng)檢查以發(fā)現(xiàn)管端缺陷;
用實(shí)際行動(dòng),努力打造公司的形象與信譽(yù)。湛江徐聞山東天鑫達(dá)特鋼有限責(zé)任公司本著先贏得信譽(yù),其次再贏得市場(chǎng)的前提下,在競(jìng)爭(zhēng)激烈的市場(chǎng)中,占有了一席之地,在 H型鋼廠家行業(yè)中也樹(shù)立了很好的口碑。 企業(yè)的發(fā)展離不開(kāi)科技,離不開(kāi)人才,更離不開(kāi)用戶(hù)。我們?cè)竿珖?guó)各地客戶(hù),建立穩(wěn)固、平等、互利的業(yè)務(wù)關(guān)系,讓我們共同發(fā)展繁榮,為 H型鋼廠家事業(yè)做出更大的貢獻(xiàn)。
焊接強(qiáng)度和穩(wěn)定性區(qū)別
1.1 拉脫力試驗(yàn): 大于200MPa 或者鋼管部分撕裂
1.2焊縫寬度: 大于翅片厚度 即焊著率>99%1.3焊接強(qiáng)度穩(wěn)定性: 每班首件做焊接試樣 達(dá)到2.1 或者2.2的要求
1.4 焊縫抗彎曲試驗(yàn): 翅片左右彎曲20度 向左向右彎曲兩次 焊縫無(wú)裂紋
1.5 錘擊試驗(yàn): 平行于鋼管敲擊翅片上部 直到翅片脫落 翅片本身不得斷裂
1.6 如果試驗(yàn)失敗 必須啟用退火功能
熱影響區(qū)區(qū)別
用顯微鏡配合微硬度計(jì)測(cè)量
鋼管熱影響區(qū)深度小于0.5mm
產(chǎn)品尺寸精度區(qū)別
3.1 翅片段全長(zhǎng) -1mm ~ +1mm 分段運(yùn)動(dòng)精度 -0.5mm ~ +0.5mm
3.2 片距 -0.2mm ~ +0.2mm
3.3 翅片和鋼管垂直度 -1度 ~ +1度
3.4 同組對(duì)焊翅片平面度 -0.2mm ~ +0.2mm翅片本身厚度公差引起的高度差除外
3.5 同組對(duì)焊翅片高度差 -0.2mm ~ +0.2mm 翅片本身尺寸公差引起的高度差除外
3.6 雙管中心距離公差 -0.5mm ~ +0.5mm
3.7在同樣鋼管材料, 同樣片距和片數(shù)條件下, 不同小口徑焊管焊接后長(zhǎng)度變化一致
焊接速度區(qū)別
基管外徑25~51 翅片厚度2mm 每對(duì)焊接時(shí)間小于3秒 (不包括上下料時(shí)間和退火時(shí)間)H型薄壁焊管省煤器技術(shù)原理 H型薄壁焊管,亦稱(chēng)H型肋片管,也有稱(chēng)蝶片管的,它是把兩片中間有圓弧的鋼片對(duì)稱(chēng)地與光管焊接在一起形成鰭片(肋片或蝶片),正面形狀頗像字母“H”,故稱(chēng)為H型薄壁焊管。 H型薄壁焊管的兩個(gè)鰭片為矩形,近似正方形,其邊長(zhǎng)約為光管的2倍。屬擴(kuò)展的受熱面。 H型薄壁焊管采用閃光電阻焊工藝方法,其焊接后焊縫熔合率高,焊縫抗拉強(qiáng)度大,具有良好的熱傳導(dǎo)性能。 H型薄壁焊管還可制造成雙管的“雙H”型薄壁焊管,其結(jié)構(gòu)的剛性好,可以應(yīng)用于管排較長(zhǎng)的場(chǎng)合。結(jié)構(gòu)形式:基本形式為“H”型及雙“H”型 。
隨著我國(guó)經(jīng)濟(jì)的持續(xù)發(fā)展,大力發(fā)展能源行業(yè),長(zhǎng)輸油氣管線是能源保障的重要方式,在輸油(氣)管線防腐施工過(guò)程中,薄壁焊管表面處理是決定管線防腐使用壽命的關(guān)鍵因素之一,它是防腐層與薄壁焊管能否牢固結(jié)合的前提。經(jīng)研究機(jī)構(gòu)驗(yàn)證,防腐層的壽命除取決于涂層種類(lèi)、涂覆質(zhì)量和施工環(huán)境等因素外,薄壁焊管的表面處理對(duì)防腐層壽命的影響約占50%,因此,應(yīng)嚴(yán)格按照防腐層規(guī)范對(duì)薄壁焊管表面的要求,不斷探索和總結(jié),不斷改進(jìn)薄壁焊管表面處理方法。
焊接壓力?
焊接壓力是焊接工藝的主要參數(shù)之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結(jié)晶而產(chǎn)生焊接。焊接壓力的大小影響著焊縫的強(qiáng)度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物和金屬氧化物因壓力小不易排出,焊縫強(qiáng)度降低,受力后易開(kāi)裂;壓力過(guò)大時(shí),達(dá)到焊接溫度的金屬大部分被擠出,不但降低焊縫強(qiáng)度,而且產(chǎn)生內(nèi)外毛刺過(guò)大或搭焊等缺陷。因此應(yīng)根據(jù)不同的品種規(guī)格在實(shí)際中求得與之相適應(yīng)的焊接壓力。根據(jù)實(shí)踐經(jīng)驗(yàn)單位焊接壓力一般為20~40MPa。?
由于管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動(dòng),都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過(guò)調(diào)整擠壓輥之間的距離進(jìn)行控制,也可以用擠壓輥前后管筒周差來(lái)控制。
3 焊接速度?
焊接速度也是焊接工藝主要參數(shù)之一,它與加熱制度、焊縫變形速度以及相互結(jié)晶速度有關(guān)。在高頻焊管時(shí),焊接質(zhì)量隨焊接速度的加快而提高。這是因?yàn)榧訜釙r(shí)間的縮短使邊緣加熱區(qū)寬度變窄,縮短了形成金屬氧化物的時(shí)間,如果焊接速度降低時(shí),不僅加熱區(qū)變寬,而且熔化區(qū)寬度隨輸入熱量的變化而變化,形成內(nèi)毛刺較大。在低速焊時(shí),輸入熱量少使焊接困難,若不符合規(guī)定值時(shí)易產(chǎn)生缺陷。?
因此在高頻焊管時(shí),應(yīng)在機(jī)組的機(jī)械設(shè)備和焊接裝置所允許的速度下,根據(jù)不同規(guī)格品種選擇合適的焊速。
4 開(kāi)口角?
開(kāi)口角是指擠壓輥前管坯兩邊緣的夾角,開(kāi)口角的大小與燒化過(guò)程的穩(wěn)定性有關(guān),對(duì)焊接質(zhì)量的影響很大。?
減小開(kāi)口角時(shí),邊緣之間的距離也減小,從而使鄰近效應(yīng)加強(qiáng),在其它條件相同的情況下便可增大邊緣的加熱溫度,從而提高焊接速度。開(kāi)口角如果過(guò)小時(shí),將使會(huì)合點(diǎn)到擠壓輥中心線的距離加長(zhǎng),從而導(dǎo)致邊緣并非在溫度下受到擠壓,這樣便使焊接質(zhì)量降低,功率消耗增加。?
實(shí)際生產(chǎn)經(jīng)驗(yàn)表明,可移動(dòng)導(dǎo)向輥的縱向位置來(lái)調(diào)整開(kāi)口角大小,通常在2~6°之間變化。在導(dǎo)向輥不能縱向調(diào)整的情況下,可用導(dǎo)向環(huán)厚度或壓下封閉孔型來(lái)調(diào)整開(kāi)口角的大小。
點(diǎn)擊查看天鑫達(dá)特鋼有限責(zé)任公司(湛江市徐聞縣分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在湛江市徐聞縣采買(mǎi)焊管優(yōu)惠幅度大到天鑫達(dá)特鋼有限責(zé)任公司(湛江市徐聞縣分公司),無(wú)論您是個(gè)人用戶(hù)還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷(xiāo),歡迎有需要的客戶(hù)來(lái)電。供應(yīng)服務(wù)范圍覆蓋廣東省 湛江市 赤坎區(qū)、霞山區(qū)、坡頭區(qū)、麻章區(qū)、遂溪縣、徐聞縣、廉江市、雷州市、吳川市,聯(lián)系人:楊經(jīng)理。


惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")
惠幅度大")