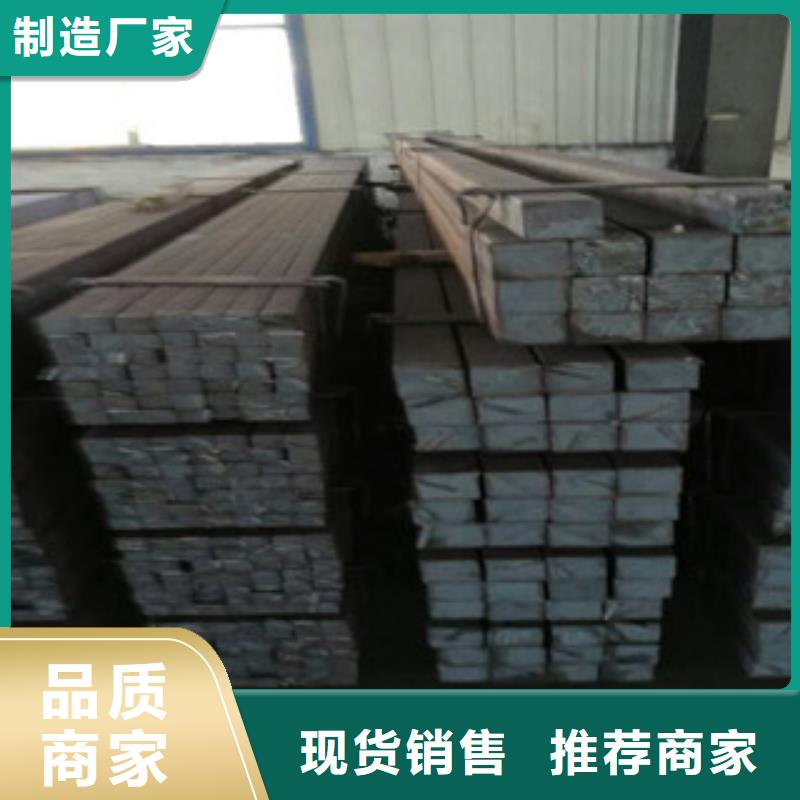

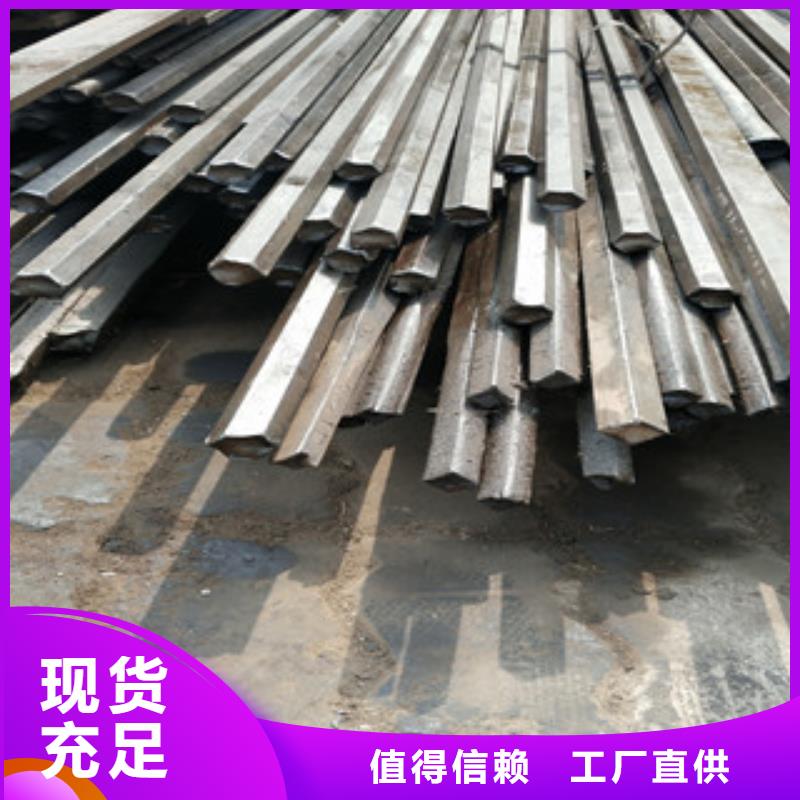

以下是:河南省南陽市生產方鋼的廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 6mm-200mm 熱軋 冷拔方鋼,熱軋方鋼 產地 唐鋼,天鐵 是否配送到廠 含稅到廠價格 范圍 生產方鋼的供應范圍覆蓋河南省、鄭州市、開封市、洛陽市、焦作市、新鄉市、平頂山市、鶴壁市、安陽市、濮陽市、許昌市、三門峽市、南陽市、漯河市、信陽市、周口市、駐馬店市、商丘市 宛城區、臥龍區、南召縣、方城縣、西峽縣、鎮平縣、內鄉縣、淅川縣、社旗縣、唐河縣、新野縣、桐柏縣、鄧州市等區域。 【聚鑫美特】為您提供淅川60si2mn圓鋼經驗豐富質量放心、臥龍60si2mn圓鋼價格實惠工廠直供、鄭州60si2mn圓鋼好品質售后無憂、鶴壁60si2mn圓鋼質量三包、商丘60si2mn圓鋼銷售的是誠信、許昌60si2mn圓鋼細節之處更加用心、平頂山60si2mn圓鋼用心服務等多元產品與服務。在河南省南陽市采買生產方鋼的廠家到聚鑫美特金屬材料銷售(南陽市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李欣-【17768165506】。 河南省,南陽市 南陽市歷史文化厚重,是楚漢文化的重要發祥地。三顧茅廬、羊續懸魚、盤古神話、牛郎織女等典故或傳說皆發源于此。是“中國月季之鄉”、“世界艾鄉”、“中國玉雕之鄉”。
想要了解生產方鋼的廠家產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:河南南陽生產方鋼的廠家的圖文介紹
在我們現在的生活中使用q345c圓鋼的地方越來越多,為了讓消費者在不同類型的q345c圓鋼中選擇到質量符合標準的產品,下面就由專業人員來為我們詳細的說明一下。 生產q345c圓鋼時必須要用到q345c圓鋼,為了讓q345c圓鋼具有更好的防腐蝕性能,通常要對它進行烤漆操作,這樣既可以避免鋅層與空氣直接接觸,又可以增加光澤和表面的著色性。在生產前要先了解q345c圓鋼的用途,生產不同用途的q345c圓鋼要選用合適的基板和涂料,進行烤漆操作時也要選擇恰當的烤漆方法,這樣生產出的產品才能更加符合實際的要求。在生產過程中必不可少的操作就是要對鍍鋅板表面進行脫脂和清洗處理,然后要利用相關的化學反應使其表面生成復合氧化物。 通過上面的介紹大家了解了產品的生產過程,在選用q345c圓鋼時大家也有了參照的依據,那就是基板和涂料兩個方面,大家要根據自己的需要選擇出合適的產品。 我公司主營Q345C圓鋼價格
河南南陽聚鑫美特金屬材料銷售有限公司位于天津醫藥醫療工業園,主要經營 60si2mn圓鋼,本公司集設計研發、生產、銷售、售后服務、技術支持為一體,引進歐洲先進生產設備,致力于為客戶提供好的產品和專業的服務。 目前公司生產的產品已經越來越受到海內外市場的歡迎,被歐洲、美洲、澳洲以及中國眾多項目認可和采用!
生產方鋼的廠家
skh51圓鋼表面損傷的處理方法 skh51圓鋼在制作過程中,會在表面出現銹斑,焊接時會有焊接飛濺現象。因此在使用中的skh51圓鋼表面會出現劃痕。遇到這些情況應該怎么辦呢?怎么能妥善處理這些問題呢? 銹斑: 制作前或制作skh51圓鋼過程中有時會看到skh51圓鋼產品或設備上生銹,這說明表面受到嚴重污染。設備投入使用前必須把銹掉,徹底清理過的表面應通過鐵試驗和/或水試驗進行檢驗。 焊接飛濺: 焊接飛濺與焊接工藝有很大關系。TIG(惰性氣體保護鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時如果焊接參數使用不當會造成大量飛濺。出現這種情況時,必須調整參數。如果要解決焊接飛濺的問題,焊接前應在接頭的每-邊涂上防濺劑,這樣可以飛濺物的附著力。焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕微損傷。 劃痕:為了防止工藝潤滑劑或生成物和/或污物積留,必須對skh51圓鋼劃痕和其它粗糙表面進行機械清理。skh51圓鋼的制造過程必須精細,-些細小的問題能避免就避免,這樣才能保證產品的質量。
我公司是華北地區一家銷售中厚板、合金鋼板、高強板、耐磨板、橋梁板、16Mn鋼板、40Cr鋼板、65Mn鋼板、Q345C鋼板、38CrMoAl鋼板、09CuPCrNi考登管等鋼板的企業,在天津和華北同行中有較高的譽,產品廣泛應用于石油、化工、紡織、煤礦支架、鍋爐儀表、裝飾、建筑、液壓、醫療、 電熱 工機械等行業。 公司銷售的鋼板材質:Q195鋼板、Q235鋼板、10#鋼板、20#鋼板、35#鋼板、45#鋼板、60#鋼板、16Mn鋼板、45Mn鋼板、50Mn鋼板、65Mn鋼板、60si2mn鋼板、Q345A鋼板、Q345B鋼板、Q345C鋼板、Q345D鋼板、Q345E鋼板、20Cr鋼板、35Cr鋼板、40Cr鋼板、27SiMn鋼板、15CrMo鋼板、20CrMo鋼板、35CrMo鋼板、42CrMo鋼板、45CrMo鋼板、20CrMnMo鋼板、20CrNiMo鋼板、38CrMoAl鋼板、12Cr1MoV鋼板、20CrMnSi鋼板、20G鋼板等。 我公司始終與顧客建立起了長期合作和互利關系。公司堅持質量立廠,推行質量管理,產品從合同簽訂、售后服務全過程實施嚴格的控制,產品性能符合標準要求,為顧客提供滿意的產品和服務。
今年在河南省南陽市購買生產方鋼的廠家有了新選擇,聚鑫美特金屬材料銷售(南陽市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的生產方鋼的廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:李欣-【17768165506】,地址:天津醫藥醫療工業園。