


以下是:安徽省阜陽市電解拋光設備訂制的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 電解拋光設備訂制供應范圍覆蓋安徽省、合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市 潁州區、潁東區、潁泉區、臨泉縣、太和縣、阜南縣、潁上縣、界首市等區域。 【前海燈鼎】業務覆蓋多元場景,提供以下產品和服務:界首電解拋光設備全新升級品質保障、潁泉電解拋光設備現貨采購、安慶電解拋光設備專業供貨品質管控、馬鞍山電解拋光設備品質優選、亳州電解拋光設備把實惠留給您、黃山電解拋光設備擁有核心技術優勢、合肥電解拋光設備專注生產N年等。電解拋光設備訂制_前海燈鼎實業(阜陽市分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯系人:楚先生,寶安區沙井鎮。 安徽省,阜陽市 “阜陽”二字來自于東漢時期境內的阜陽侯國,已有1900多年歷史。阜陽擁有長三角和中原城市群“雙橋頭堡”的區位優勢,戰略交匯疊加,被確定為長三角一體化和中部地區高質量發展區域重點城市、淮河生態經濟帶和中原城市群區域性中心城市。2023年,被評為三線城市,阜陽的代表文化是淮河文化,是甘羅、管仲、鮑叔牙、呂蒙、劉福通的故里,晏殊、歐陽修、蘇軾曾在此為官。潁州西湖歷史上曾與杭州西湖齊名,潁上縣八里河風景區為5A級風景區、阜陽生態園和迪溝生態旅游風景區均為4A級風景區。阜陽剪紙、潁上花鼓燈、界首彩陶、阜南柳編等列入非物質文化遺產名錄,阜南縣出土的商代青銅器龍虎尊被列為中國十大國寶青銅器之一。
我們的電解拋光設備訂制視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:安徽阜陽電解拋光設備訂制的圖文介紹安徽阜陽前海燈鼎實業有限公司始終堅持“創新務實,追求卓越,誠信守約,用戶至上;以質量求生存,以科技求發展”的經營理念。秉承“員工與企業共成長,企業與合作伙伴共同發展”的指導思想。以科學的管理為基礎,以的人才為支撐,以不斷創新的激情為動力,以打造的“安徽阜陽前海燈鼎實業有限公司”品牌為己任,企業形象,創造出更好的 電解拋光設備產品。
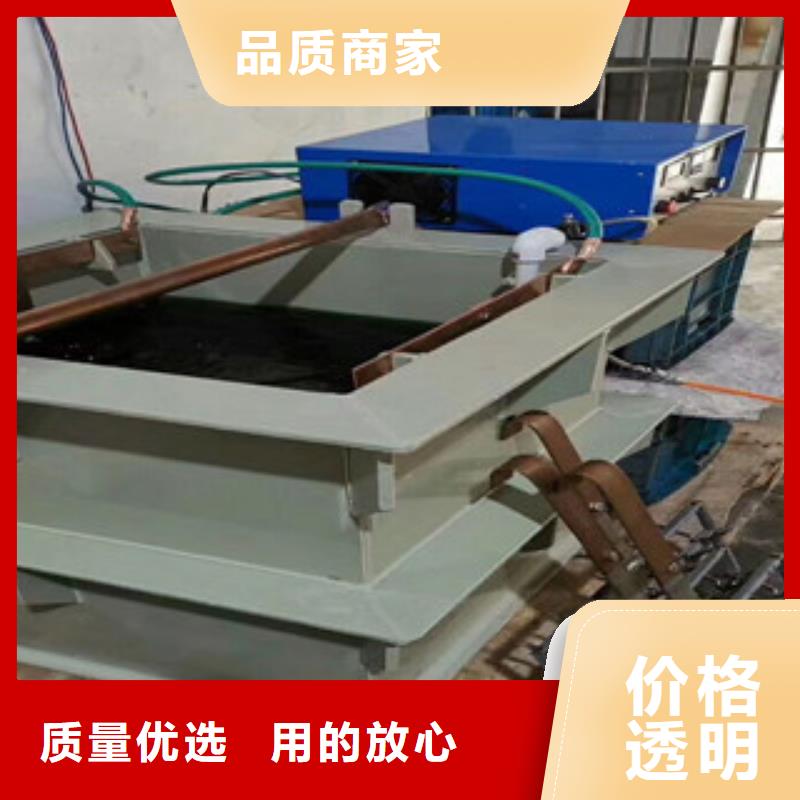
下面介紹下一般客戶需要電解槽的規格以及承載多少電解液:
機器型號
電解槽長(mm) 電解槽寬(mm) 電解槽高(mm) 電解液含量(kg) 100A12V 300 300 400 60 200A12V 400 400 400 100 300A12V 500 500 600 250 500A12V 800 600 800 650 1000A12V 1000 650 800 1000 2000A12V 1500 700 800 1500 3000A12V 2000 750 800 2000 4000A12V 3000 750 1000 3800 5000A12V 4500 800 1200 7300 6000A12V 5000 1000 1300 11000 8000A12V 6000 1200 1500 18000 10000A12V 8000 1500 2000 40000 上面是常用電解拋光槽規格,電解液質量等于電解槽容積乘以電解拋光液密度1.7!
不銹鋼電解拋光的工藝流程:機械拋光--化學拋光--清洗--腐蝕--清洗--化學拋光--清洗--電解拋光--熱水回收--清洗--鈍化--清洗--開水燙干--老化--檢驗--包裝。對于拋光要求高的,按此流程較好。對于拋光要求低者,可以省去化學拋光或機械拋光。1電解液加熱:加熱溫度到60°加熱管斷電,攪拌均勻后開始電解拋光。斷電后加熱管不要馬上拿出來,否則會燒掉加熱管。也不要連續長時間加熱,容易燒掉加熱管。2、工件除油:如工件表面有油污,需先進行除油處理,確保工件表面上無殘留油污。3、水洗:清洗工件表面上的除油劑。4、工件除焊斑:如工件表面上有焊斑,需先進行除焊斑處理。5、水洗:清洗工件上的酸洗膏。6、晾干:可自然風干,確保工件上無殘留的水;7、電解拋光:需要電解拋光機和一個電解槽以及導電銅材進行連接,加熱電解液至60度左右,把鉛板固定在陰極,需電解拋光的工件掛在陽極,然后調整電壓在8-12伏,拋2-8分鐘取出工件。完成電解拋光。8、水洗:清洗工件上的電解液9、堿水洗:內盛5%堿性溶液,中和工件上的電解液。堿性溶液可以使用純堿。10、再次水洗:需要水洗槽,內盛普通清水。11、高壓水槍沖洗:徹底清洗工件上的電解液,確保工件上無殘留的電解液。12、晾干:可自然風干,也可采用吹風設備吹干,整個電解工藝完成。
· 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產;
· 本品為原液使用,使用前請勿往本品加水稀釋;根據工件加工狀況先去油脫脂,沖水確保表面干凈建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳.
各種影響電解拋光質量的原因:1 磷酸是形成電解拋光粘液膜的主要成分之一。磷酸含量過高時,槽液黏度很高,電阻較大,需要在較高電壓下才能拋光,且整平速度較慢。磷酸含量過低時,難以形成黏液膜,即鈍化傾向小于活化傾向,導致零件的不均勻腐蝕。2 硫酸的影響:硫酸對不銹鋼有較強的腐蝕作用。硫酸的含量過高時,拋光表面容易出現過腐蝕的均勻的密集的麻點;硫酸含量過低時,鈍化傾向小于活化傾向,不均勻的腐蝕更為嚴重。3 電流的影響:電解拋光通常在高電流密度下進行。在低電流密度時,金屬處于活化狀態,被拋光的表面發生侵蝕,此時化學溶解強于電化學拋光溶解,因此所得拋光表面的粗糙度差。
當電流的密度超過了正常的拋光范圍時,會有氧氣猛烈的析出,表面發生過熱和腐蝕,造成劇烈的不規格的溶解。同時增大了電能的消耗,降低了電流的效率。高陽極的電流密度,有時還會導致陽極的迅速溶解,使近陽極的溶解產物濃度提高,電阻增大。4 溫度的影響:降低溫度會使電解液的黏度提高,陽極溶解產物從金屬表面向本體電解液的擴散更加困難。提高溫度可使拋光的過程加速,電流的效率提高,從而改善了產品的粗糙度和光亮度。溫度過高會使溶解的金屬的濃度不斷升高,同時,高溫度容易形成氣流,把電解液與金屬表面擠開,反而降低了金屬的溶解速度。因為高溫時電解液的黏度相應降低了,從而加速了溶解產物的擴散,這樣的又導致溶解速度的加速,影響了產品的表面的光亮度。5 拋光時間的影響:延長拋光時間,超過了達到一定的表面光亮度所需的時間上限,不僅不能進一步提高表面的光亮度,反而會降低表面的光亮度。
在安徽省阜陽市采購電解拋光設備訂制請認準前海燈鼎實業(阜陽市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:楚先生-【17768165506】)。











