


以下是:昭通市彝良縣電解拋光設備廠家-高品質的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 電解拋光設備-高品質供應范圍覆蓋云南省、昭通市、彝良縣、昭陽區、魯甸縣、巧家縣、大關縣、永善縣、綏江縣、鎮雄縣、威信縣、水富市等區域。 【前海燈鼎】為您提供綏江電解拋光設備自有生產工廠、昭陽電解拋光設備閃電發貨、魯甸電解拋光設備大品牌值得信賴、水富電解拋光設備工廠自營等多元產品與服務。電解拋光設備廠家-高品質,前海燈鼎實業(昭通市彝良縣分公司)qhdd708-6為您提供電解拋光設備廠家-高品質,供應服務范圍覆蓋云南省、昭通市、彝良縣、昭陽區、魯甸縣、巧家縣、大關縣、永善縣、綏江縣、鎮雄縣、威信縣、水富市,聯系人:楚先生,電話:【0527-88266222】、【17768165506】。 云南省,昭通市,彝良縣 2022年,彝良縣地區生產總值1220920萬元,比上年增長7.2%。其中:產業增加值325651萬元,第二產業增加值398160萬元。第三產業增加值497109萬元,增長2.3%。
為了讓您更地了解我們的電解拋光設備廠家-高品質,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發現更多細節和優勢。
以下是:昭通彝良電解拋光設備廠家-高品質的圖文介紹
電解拋光看似簡單,一個槽一臺整流器裝上藥水就可以電解了。但真正要想做好電解拋光,其中還是有許多需要注意的細節,燈鼎公司根據多年的經驗總結以下幾點,希望對各位想從事由化學拋光的朋友提供幫助:
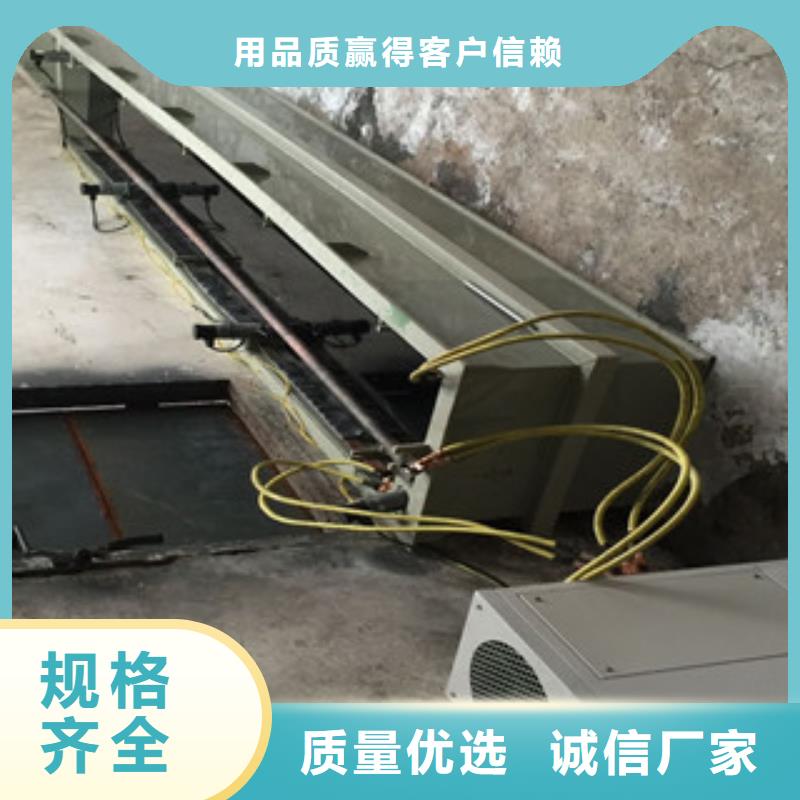
一、 電解槽的設計:電解槽常見的是長的兩邊做為負極,陰極材料一般采用不溶性的金屬如:鉛板、鉛條、不銹鋼板、鈦板都可以。做為陰極的鉛板一般寬約20~30公分,每隔10~15公分掛一塊,陰極接整流器的負極電源。陽極為工作極,用來連通掛具做產品的電解。陽極即為一根銅桿固定在電解槽中間即可,一頭接整流器的正極電源。電解槽的大小一般要根據所需的產能來設計,但要注意的是底部離掛且至少要留15公分以上的距離,液面一般要完全浸泡被電解工件并至少高出10公分。上掛后的工件兩邊各距陰極25公分左右為宜。如:上掛后的掛具總尺寸為高60公分,寬30公分,槽的尺寸高應為1米,寬90公分為宜。電解槽宜采用優質耐高溫的PP塑膠類材料焊接而成,超出1立方以上還應該進行外圍槽鋼加固。
昭通彝良前海燈鼎實業有限公司是一家專業從事 電解拋光設備的企業。本公司擁有先進的 電解拋光設備生產設備;專業的技術人員和嚴格的質量標準、周到及時的售后團隊。公司主要產品: 電解拋光設備。公司始終貫徹實施“市場導向、科技領先、以人為本、科學管理、優質服務”的經營管理方針和企業文化理念。我們將真誠、真心為您服務,提供優質的設計、制作、運輸、安裝、售后一條龍服務。 昭通彝良前海燈鼎實業有限公司是您優質的選擇,我們愿以優異的產品質量,良好的服務與您共創輝煌的明天。
二、整流器大小的選擇:整流器一般以槽體體積大小為參考選擇,一般為槽體積(立方米)X1300A=整流器大小。如2立方米的槽,標配2500或3000A整流器為宜。
三、降溫設施:連續式電解或高負荷電解的一定要考慮做好降溫設施,一般采用耐酸的塑膠類管(日豐焊接用包鋁管)布在槽的一側(緊貼槽壁,再掛陰極)。降溫時可以采用冷水循環方式。因為加溫相對易解決,可以采用石英電熱管,但在作業過程中溫度會隨電解放熱而不斷升溫。溫度宜控制在50~70變為宜。過高的溫度對品質和藥劑壽命都會產生不良影響。
四、藥劑過濾:想要長期穩定的做好品質,過濾很重要。可以減少藥劑在電解過程中溶解的雜質,有助于提高電流效率和品質。防止產生沉積。如:保溫杯電解過程中溶解了噴砂的砂粒,如果不過濾則會對光潔度和一致性產生影響,過濾后即可恢復正常。過濾可以采用酸堿過濾泵解決。
五、電解藥劑的選擇:電解拋光液的選擇非常重要、決定了品質的等級。一般市面上老配方鉻酸型藥劑對操作環境有影響,鉻酸的揮發不但刺激皮膚和強烈的刺睥味道。主要還是使用壽命不長,使用溫度高,易失效,且電解一段時間后表面成啞白色,沒有不銹鋼的正常光潔。這方面燈鼎表面處理技術開發有限公司有多款環保無鉻的電解拋光液可供選擇。燈鼎專業的技術人員會根據您的個性化需求配制合適的藥劑。
電解拋光加工定義 電解拋光機配合電解液、電解槽、電解電源、鉛板、加熱管等,對不銹鋼、銅、鋁等金屬進行拋光處理,從而美化金屬表面,使金屬表面達到鏡面效果。電解拋光主要應用于不銹鋼制品的自行車配件、門窗、五金配件、復合管、醫療器械、水處理設備等領域,特別是對于一些異形件,機械拋光無法操作的工件,有很好的取代作用。在工業生產中,電解拋光是應用很廣的拋光工藝,經過不斷的發展,電解拋光工藝也日趨成熟,無論是在亮度,還是應用領域上,都達到了前所未有的程度。電解拋光的工序:化學去油→水洗→酸洗→水洗→化學拋光→水洗→電解拋光→水洗→鈍化→水洗→烘干→檢驗。
· 初次使用本品者請詳讀物質數據MSDS說明,無經驗者在我司專業技術人員指引下使用,小批量試作合格再批生產;
· 本品為原液使用,使用前請勿往本品加水稀釋;根據工件加工狀況先去油脫脂,沖水確保表面干凈建議簡單酸洗(可使用2%~10%的硫酸溶液或者2%鹽酸+3%硝酸溶液),可視情省略。清水(不可用污水或自然水)沖洗,沖凈工件表面酸洗液。 加熱電解液至60-70度(不銹鋼),70~80度(不銹鐵),把鉛板掛在陰極,需電解拋光的工件用適宜的掛具固定在陽極且保持工件與陰極相對,然后調整電壓在6~10伏左右,拋光0.5~5分鐘取出工件,完成電解拋光工藝。電解拋光液初次使用宜選用較大的電壓和電流.以使溶液達到佳狀態.至電解液出現微綠色,表明已有一定量的鎳、鉻離子溶入電解液中,拋光效果為佳.
在昭通市彝良縣采購電解拋光設備廠家-高品質請認準前海燈鼎實業(昭通市彝良縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋云南省 昭通市 昭陽區、魯甸縣、巧家縣、大關縣、永善縣、綏江縣、鎮雄縣、彝良縣、威信縣、水富市,讓您購買到更加實惠、更加可靠的產品。(聯系人:楚先生-【17768165506】)。













