

以下是:廣西省桂林市焊管-本地廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 齊全 用途 走水 管道 立柱 材質 Q235B Q345B 16mn 長度 6-12米 加工 按圖紙加工 范圍 焊管-本地供應范圍覆蓋廣西省、桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 秀峰區、疊彩區、七星區、雁山區、陽朔縣、臨桂區、靈川縣、全州縣、永福縣、灌陽縣、資源縣、平樂縣、荔浦市等區域。 【永發】以匠心打造多元場景產品,涵蓋平樂熱鍍鋅槽鋼24小時下單發貨、全州熱鍍鋅槽鋼制造廠家、北海熱鍍鋅槽鋼多家倉庫發貨、防城港熱鍍鋅槽鋼擁有核心技術優勢、百色熱鍍鋅槽鋼專注生產N年、來賓熱鍍鋅槽鋼好貨直銷、貴港熱鍍鋅槽鋼貨源充足、欽州熱鍍鋅槽鋼買的是放心、南寧熱鍍鋅槽鋼量大從優等。焊管-本地廠家,永發鋼鐵貿易(桂林市分公司)為您提供焊管-本地廠家產品案例,聯系人:祖經理,電話:【0527-88266222】、【17768165506】。 廣西壯族自治區,桂林市 2022年,桂林市實現地區生產總值2435.75億元。按可比價計算,比上年增長2.5%。
想要了解焊管-本地廠家產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。以下是:廣西桂林焊管-本地廠家的圖文介紹
直縫管一般采用高頻焊接,高頻焊接是一種感應焊(或壓力接觸焊),它無需焊縫填充料,無焊接飛濺,焊接熱影響區窄,焊接成型美觀,焊接機械性能良好等優點,因此在鋼管的生產中受到廣泛的應用。根據電磁感應原理和交流電荷在導體中的趨膚效應、鄰近效應和渦流熱效應,使焊縫邊緣的鋼材局部加熱到熔融狀態,經滾輪的擠壓,使對接焊縫實現晶間接合,從而達到焊縫焊接之目的,冷卻后形成一條牢固的直縫焊縫。
廣西桂林永發鋼鐵貿易有限公司先后引進了美國、德國、日本、澳大利亞等的先進技術和工藝,建立了先進的 熱鍍鋅槽鋼生產線和現代化檢測廠地,并成立了 熱鍍鋅槽鋼研究團隊。 公司以科學的管理方法,精益求精的制造工藝,勇于創新的制造理念迅速壯大成為中國 熱鍍鋅槽鋼生產和出口廠地。
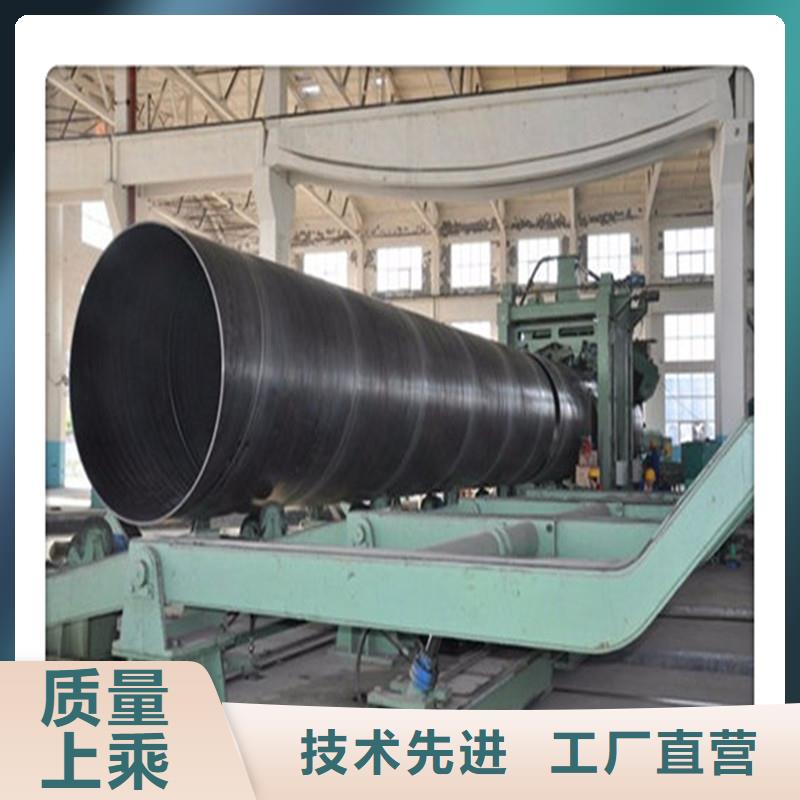
焊管-本地廠家
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。
直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經過簡單拋光,拉絲就可以了。
補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。
焊管工藝流程
原材料開卷-平整-端部剪切及焊接-活套-成形-焊接-內外焊珠去除-預校正-感應熱處理-定徑及校直-渦流檢測-切斷-水壓檢查-酸洗-終檢查(嚴格把關)-包裝-出貨。
根據GB/T3091-2015《低壓流體輸送用焊接鋼管》標準的規定,鋼管表面質量應光滑,不允許有折疊、裂縫、分層、搭焊等缺陷存在。鋼管表面允許有不超過壁厚負偏差的劃道、刮傷、焊縫錯位、燒傷和結疤等輕微缺陷存在。允許焊縫處壁厚增厚和內縫焊筋存在。
直縫管應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。鋼管應能承受一定的內壓力,必要時進行2.5Mpa壓力試驗,保持一分鐘無滲漏。允許用渦流探傷的方法代替水壓試驗。
渦流探傷按GB/T7735-2004《鋼管渦流探傷檢驗方法》標準執行。渦流探傷方法是將探頭固定在機架上,探傷與焊縫保持3~5mm距離,靠鋼管的快速運動對焊縫進行的掃查,探傷信號經渦流探傷儀的自動處理和自動分選,達到探傷的目的。探傷后的焊管用飛鋸按規定長度切斷,經翻轉架下線。鋼管兩端應平頭倒角,打印標記,成品管用六角形捆扎包裝后出廠。
今年在廣西省桂林市購買焊管-本地廠家有了新選擇,永發鋼鐵貿易(桂林市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的焊管-本地廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:祖經理-【17768165506】,地址:西青鋼材市場。











