


以下是:銅川市王益區供應批發合金鋼管-保量的產品參數【鋼拓】以匠心打造多元場景產品,涵蓋耀州合金鋼管支持貨到付清、宜君合金鋼管種類齊全、印臺合金鋼管庫存豐富等。供應批發合金鋼管-保量,鋼拓鋼鐵(銅川市王益區分公司)為您提供供應批發合金鋼管-保量產品案例,聯系人:李經理,電話:【15166584447】、【15166584447】。 陜西省,銅川市,王益區 2021年,王益區實現生產總值103.26億元,居民人均可支配收入達到36427元。
精心打磨的產品視頻已準備就緒,它將帶您深入供應批發合金鋼管-保量的魅力世界,讓您重新發現產品的無限可能。
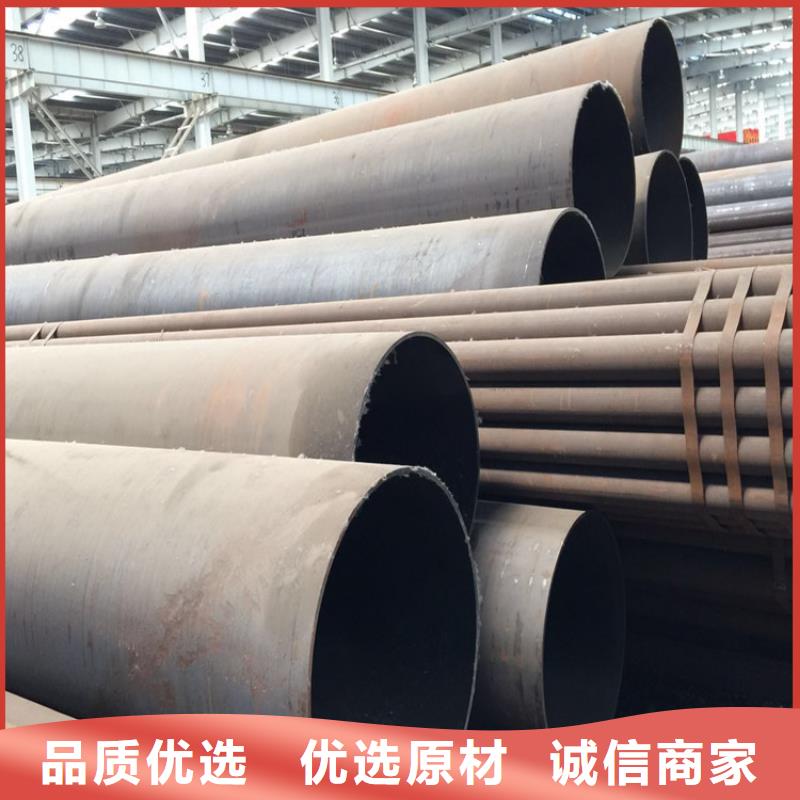
以下是:銅川王益供應批發合金鋼管-保量的圖文介紹
1.化學成分分析:化學分析法、儀器分析法(紅外C—S儀、直讀光譜儀、zcP等)。①紅外C—S儀:分析鐵合金,煉鋼原材料,鋼鐵中的C、S元素。②直讀光譜儀:塊狀試樣中的C、Si、Mn、P、S、Cr、Mo、Ni、Cn、A1、W、V、Ti、B、Nb、As、Sn、Sb、Pb、Bi③N—0儀:氣體含量分析N、O2.鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出點、小點。③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。3.鋼管表面質量檢查:①人工肉眼檢查:照明條件、標準、經驗、標識、鋼管轉動。②無損探傷檢查:a. 超聲波探傷UT:對于各種材質均勻的材料表面及內部裂紋缺陷比較敏感。標準:GB/T 5777-1996 級別:C5級b. 渦流探傷ET:(電磁感應)主要對點狀(孔洞形)缺陷敏感。 標準:GB/T 7735-2004級別:B級c. 磁粉MT和漏磁探傷:磁力探傷,適用于鐵磁性材料的表面和近表面缺陷的檢測。標準:GB/T 12606-1999 級別: C4級d. 電磁超聲波探傷:不需要耦合介質,可以應用于高溫高速,粗燥的鋼管表面探傷。e. 滲透探傷:熒光、著色、檢測鋼管表面缺陷。4.鋼管理化性能檢驗:①拉伸試驗:測應力和變形,判定材料的強度(YS、TS)和塑性指標(A、Z)縱向,橫向試樣 管段、弧型、圓形試樣(¢10、¢12.5)小口徑、薄壁 大口徑、厚壁 定標距。備注:試樣斷后伸長率與試樣尺寸有關 GB/T 1760②沖擊試驗:CVN、缺口C型、V型、功J 值J/cm2標準試樣10×10×55(mm) 非標試樣5×10×55(mm)③硬度試驗:布氏硬度HB、洛氏硬度HRC、維氏硬度HV等④液壓試驗:試驗壓力、穩壓時間、 p=2Sδ/D
銅川王益鋼拓鋼鐵有限公司以先進的生產設備,齊全的檢測手段,雄厚的技術力量,科學的管理方法,生產高質量的 合金鋼管產品。生產的各種系列 合金鋼管產品通過有關檢測機構的檢測。
公司由一批在 合金鋼管行業從業十幾年的工程師、技術人員、生產員工、質量檢測的技術隊伍組成,并有一支高素質、富含經驗的行業管理和銷售團隊。
高壓鍋爐鋼管除銹的基本方法:
(1)清洗:利用溶劑、乳劑清洗高壓鍋爐鋼管表面,以達到去除油、油脂、灰塵、潤滑劑和類似的有機物,但它不能去除高壓鍋爐鋼管表面的銹、氧化皮、焊藥等,因此在防腐生產中只作為輔助手段。
(2)工具除銹:主要使用鋼絲刷等工具對高壓鍋爐鋼管表面進行打磨,可以去除松動或翹起的氧化皮、鐵銹、焊渣等。手動工具除銹能達到Sa2級,動力工具除銹可達到Sa3級,若高壓鍋爐鋼管表面附著牢固的氧化鐵皮,工具除銹效果不理想,達不到防腐施工要求的錨紋深度
(3)酸洗:一般用化學和電解兩種方法做酸洗處理,管道防腐只采用化學酸洗,可以去除氧化皮、鐵銹、舊涂層,有時可用其作為噴砂除銹后的再處理。化學清洗雖然能使表面達到一定的清潔度和粗糙度,但其錨紋淺,而且易對環境造成污染。
(4)噴(拋)射除銹:噴(拋)射除銹是通過大功率電機帶動噴(拋)射葉片高速旋轉,使鋼砂、鋼丸、鐵絲段、礦物質等磨料在離心力作用下對鋼管表面進行噴(拋)射處理,不僅可以徹底鐵銹、氧化物和污物,而且高壓鍋爐鋼管在磨料猛烈沖擊和磨擦力的作用下,還能達到所需要的均勻粗糙度。
噴(拋)射除銹后,不僅可以擴大管子表面的物理吸附作用,而且可以增強防腐層與管子表面的機械黏附作用。因此,噴(拋)射除銹是管道防腐的理想除銹方式。一般而言,噴丸(砂)除銹主要用于高壓鍋爐鋼管內表面處理,拋丸(砂)除銹主要用于管子外表面處理。采用噴(拋)射除銹應注意幾個問題。
隨著當前我國經濟的發展,長輸油氣管線是能源保障的重要方式,在輸油(氣)管線防腐施工過程中,高壓鍋爐鋼管的表面除銹也導致了他們使用的壽命因素。確保了防腐層的質量,在同樣設備的基礎上,大大提高工藝水平,降低生產成本。
真空退火優質彈簧鋼、工具鋼、精密鋼管的絲材,不銹鋼制品及鈦合金材,作光亮退火均可采用真空處理。退火溫度愈低,則要求真空度愈高。為防止鉻的蒸發及加速熱傳導,一般采用載氣加熱(保溫)法,并注意對不銹鋼和鈦合金不宜用氮而應采用氬氣。
過程
真空淬火真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山\畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
選購供應批發合金鋼管-保量來銅川市王益區找鋼拓鋼鐵(銅川市王益區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-【15166584447】,地址:[經濟開發區]。












