


以下是:貴州省貴陽市焊管、焊管廠家直銷-價格實惠的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管、焊管直銷-供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 南明區、云巖區、花溪區、烏當區、小河區、開陽縣、息烽縣、修文縣、清鎮市等區域。 【天鑫達】業務覆蓋多領域場景,主營烏當H型鋼廠家好品質售后無憂、清鎮H型鋼廠家專業供貨品質管控、安順H型鋼廠家品質卓越、六盤水H型鋼廠家廠家十分靠譜、黔南H型鋼廠家現貨滿足大量采購、黔西南H型鋼廠家質量不佳盡管來找我、遵義H型鋼廠家大庫存無缺貨危機等產品服務。焊管、焊管廠家直銷-價格實惠,天鑫達特鋼有限責任公司(貴陽市分公司)為您提供焊管、焊管廠家直銷-價格實惠的資訊,聯系人:楊經理,電話:【18853178958】、【18853178958】。 貴州省,貴陽市 貴陽原為邊疆民族地區,春秋戰國至漢初,貴陽地區屬古夜郎。漢代設牂牁郡,貴陽為牂牁郡治所,明代設貴陽府。民國三年(1914年),改設貴陽縣,四年(1915),民國三十年(1941年)撤銷貴陽縣,以貴陽城區及近郊設立貴陽市。境內有山地、河流、峽谷、湖泊、巖溶、洞穴、瀑布、原始森林、人文、古城樓閣等32種旅游景點。
精心打磨的產品視頻已準備就緒,它將帶您深入焊管、焊管廠家直銷-價格實惠的魅力世界,讓您重新發現產品的無限可能。
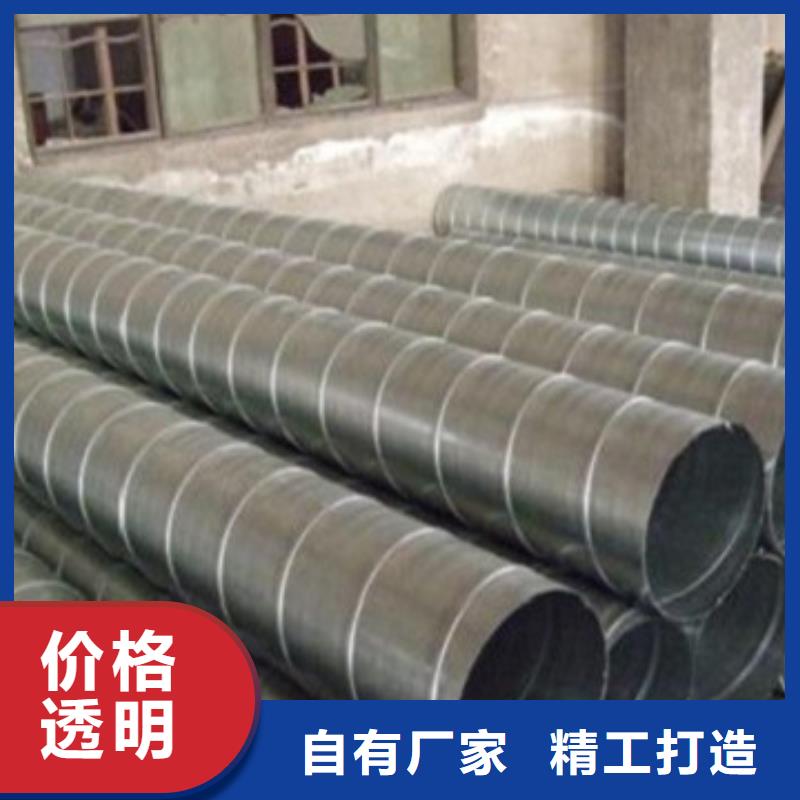
以下是:貴州貴陽焊管、焊管廠家直銷-價格實惠的圖文介紹
1除銹等級
對于薄壁焊管常用的環氧類、乙烯類、酚醛類等防腐涂料的施工工藝,一般要求薄壁焊管表面達到近白級(Sa2.5)。實踐證明,采用這種除銹等級幾乎可以除掉所有的氧化皮、銹和其他污物,錨紋深度達到40~100μm,充分滿足防腐層與薄壁焊管的附著力要求,而噴(拋)射除銹工藝可用較低的運行費用和穩定可靠的質量達到近白級(Sa2.5)技術條件。
4.2噴(拋)射磨料
為了達到理想的除銹效果,應根據薄壁焊管表面的硬度、原始銹蝕程度、要求的表面粗糙度、涂層類型等來選擇磨料,對于單層環氧、二層或三層聚乙烯涂層,采用鋼砂和鋼丸的混合磨料更易達到理想的除銹效果。鋼丸有強化鋼表面的作用,而鋼砂則有刻蝕鋼表面的作用。鋼砂和鋼丸的混合磨料(通常鋼丸的硬度為40~50 HRC,鋼砂的硬度為50~60 HRC可用于各種鋼表面,即使是用在C級和D級銹蝕的鋼表面上,除銹效果也很好。
4.3磨料的粒徑及配比
為獲得較好的均勻清潔度和粗糙度分布,磨料的粒徑及配比設計相當重要。粗糙度太大易造成防腐層在錨紋尖峰處變薄;同時由于錨紋太深,在防腐過程中防腐層易形成氣泡,嚴重影響防腐層的性能。
貴州貴陽山東天鑫達特鋼有限責任公司是貴州貴陽較大的生產、加工、銷售 H型鋼廠家為-體的綜合性企業。 公司專業生產各種規格、材質 H型鋼廠家,同時可根據客戶圖紙要求加工各種規格 H型鋼廠家,可為客戶來料加工。
生產工藝流程主要取決于產品品種,從原料到成品需要經過一系列工序,完成這些工藝過程需要相應的各種機械設備和焊接、電氣控制、檢測裝置,這些設備和裝置按照不同的工藝流程要求有多種合理布置,高頻焊管典型流程:縱剪―開卷―帶鋼矯平―頭尾剪切―帶鋼對焊―活套儲料―成型―焊接―毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗―探傷檢測―打印和涂層―成品。
質量影響編輯
高頻焊管生產中操作對焊接質量的影響
1 輸入熱量?
因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:
N = Ep·Ip
式中 N——輸出功率,kW;
??Ep——屏壓,kV;
??Ip——屏流,A〔1〕?。
當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。
當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。
感應器及阻抗器的放置位置
5.1感應器的放置位置
?感應器的放置位置(距擠壓輥中心線的距離)對焊接質量影響很大。距擠壓輥中心線較遠時,有效加熱時間長,熱影響區寬,使焊縫強度降低;反之邊緣加熱不足,也使焊縫強度降低。感應器應與管同心放置,其前端與擠壓輥中心線距離大約等于或小于管徑(小管是1.5倍的管徑)為狀態。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但對焊接速度有很大影響,而且對焊接質量也有影響。如圖2所示[2]。
6 管坯的幾何尺寸及形狀要求6.1焊管坯的幾何尺寸
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。
選購焊管、焊管廠家直銷-價格實惠來貴州省貴陽市找天鑫達特鋼有限責任公司(貴陽市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:楊經理-【18853178958】,地址:[鋼材市場]。












