
以下是:河源市紫金縣酸洗鈍化-熱線開通中的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 品牌 天津無縫鋼管 鳳寶 包頭 臨沂 產(chǎn)地 山東 天津 包頭 規(guī)格 18-329mm 用途 流體管道 鋼結(jié)構(gòu) 長度 7m-12m 范圍 酸洗鈍化-熱線開通中供應(yīng)范圍覆蓋廣東省、河源市、紫金縣、源城區(qū)、龍川縣、連平縣、東源縣等區(qū)域。 【匯鑫源】業(yè)務(wù)覆蓋多領(lǐng)域場景,主營源城球墨鑄鐵管專業(yè)信賴廠家、東源球墨鑄鐵管一站式供應(yīng)、連平球墨鑄鐵管源頭廠家來圖定制、龍川球墨鑄鐵管制造廠家等產(chǎn)品服務(wù)。酸洗鈍化-熱線開通中,匯鑫源管業(yè)(河源市紫金縣分公司)專業(yè)從事酸洗鈍化-熱線開通中,聯(lián)系人:李經(jīng)理,電話:【18865258058】、【13863570611】,以下是酸洗鈍化-熱線開通中的詳細(xì)頁面。 廣東省,河源市,紫金縣 紫金縣,廣東省河源市轄縣,位于廣東省東中部、河源市東南部、東江中游東岸、韓江上游,是韓江的發(fā)源地。總面積3635.13平方千米,地處亞熱帶季風(fēng)氣候區(qū)。2020年,設(shè)16個鎮(zhèn)、270個村(居)委會。縣政府駐紫城鎮(zhèn)。根據(jù)2020年第七次人口普查數(shù)據(jù),紫金縣常住人口為46.91萬人。是廣東省直管縣財政改革試點(diǎn)。
想要深入了解酸洗鈍化-熱線開通中產(chǎn)品的獨(dú)特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設(shè)計理念的誕生到精湛工藝的呈現(xiàn),讓您感受產(chǎn)品的魅力與品質(zhì)。以下是:酸洗鈍化-熱線開通中的圖文介紹
河源紫金匯鑫源管業(yè)有限公司生產(chǎn)各種 球墨鑄鐵管,我司技術(shù)實(shí)力雄厚、企業(yè)內(nèi)部管理嚴(yán)密、生產(chǎn)效率高;本公司生產(chǎn)的 球墨鑄鐵管品種多,規(guī)格齊全,產(chǎn)品先進(jìn)性、可靠性、穩(wěn)定性已達(dá)到國際先進(jìn)技術(shù)水平;產(chǎn)品以精良的質(zhì)量、低廉的價格、美觀的造型和完善的售后服務(wù)贏得了用戶的信賴和好評;產(chǎn)品暢銷全國各地。
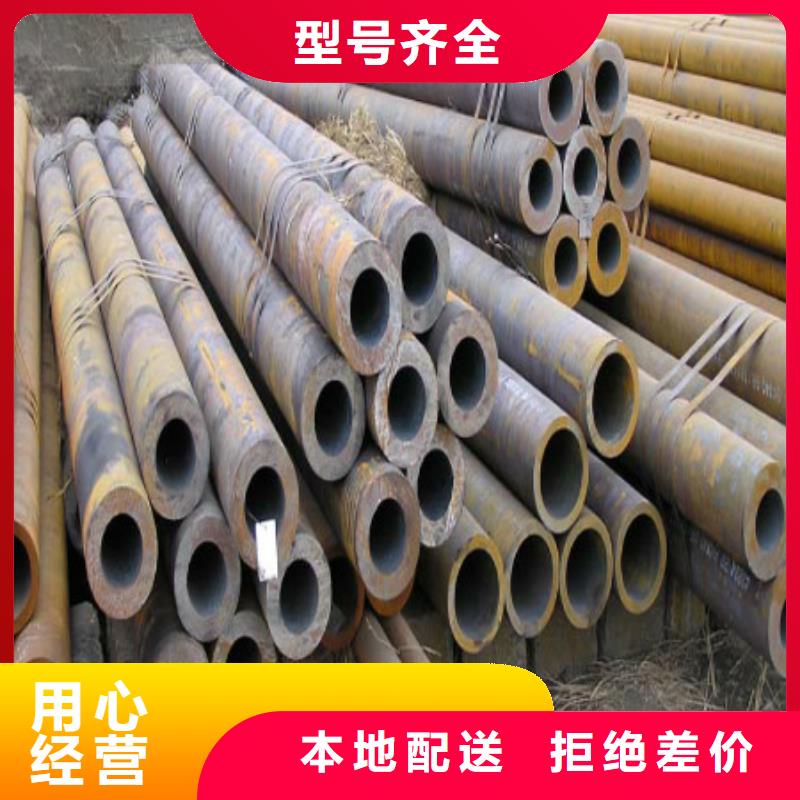
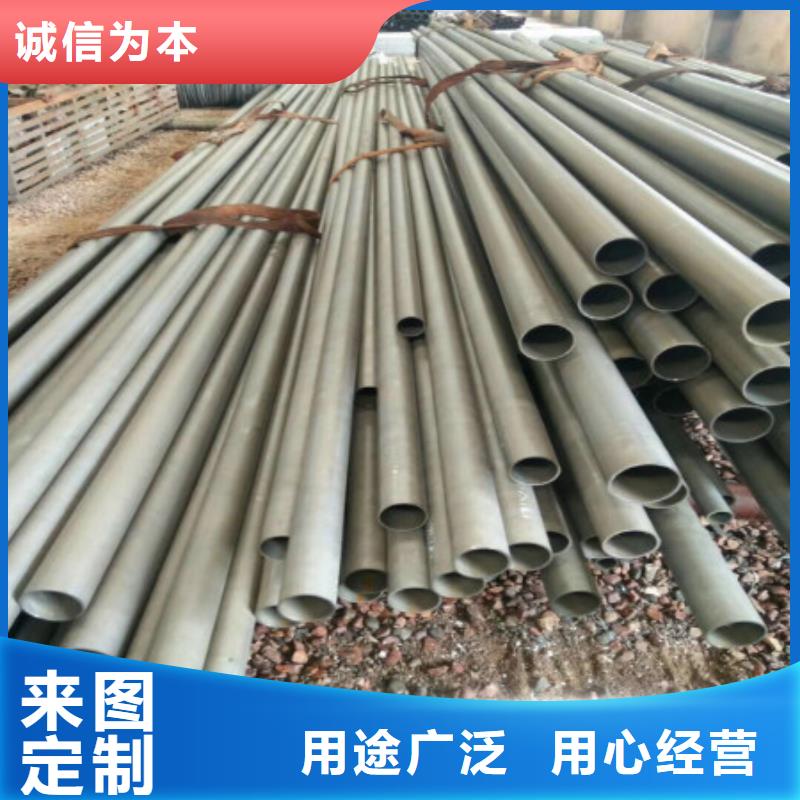
公司經(jīng)營理念:“同樣得產(chǎn)品比質(zhì)量、同樣得價格比質(zhì)量、同樣得價格比服務(wù)、同樣得服務(wù)比榮譽(yù)。專業(yè)酸洗鈍化、磷化、造化各種鋼管,對鋼管酸洗加工、防銹處理。經(jīng)過長期不懈的努力,工藝不段改進(jìn),技術(shù)日漸提高,產(chǎn)品質(zhì)量可靠。熱誠歡迎廣大客戶來人、來電咨詢。 鋼工件表面鈍化處理的方法是在常溫下,將配制好的鈍化液,用毛刷刷到鋼工件需要鈍化處理的部分,按鋼工件需要在通風(fēng)條件下存放時間來控制存入或取出。使鋼工件表面生成一層有氧化鐵組成的鈍化膜,因?yàn)檠趸瘜佑幸欢ǖ暮穸龋褪逛摴ぜ砻娉蔀殇摗趸F復(fù)合材料,用來降低鋼工件在運(yùn)動或受熱擠壓時的溫升;緩解鋼工件的熱疲勞性粘結(jié)、剝落。 酸洗純化處理可按以下步驟進(jìn)行: 去油→酸洗→冷水沖洗→鈍化→冷水沖洗→吹干。
山東聊城匯鑫源管業(yè)有限公司酸洗廠家,對各種管道用無縫鋼管進(jìn)行加工處理。為了應(yīng)對市場需求,防止無縫鋼管生銹,我們首先要保證無縫鋼管的表面和環(huán)境是干凈的,不然很容易被腐蝕,產(chǎn)生化學(xué)反應(yīng)的。除銹的時候,我們也可以采用酸洗的方法來去銹,一般很多工人都是用化學(xué)的原理和運(yùn)用電解的方式來除銹。但是要是用化學(xué)反應(yīng)來祛除鐵銹的話,那么工人們在清洗之前,要先穿戴到保護(hù)用品,避免身體受化學(xué)元素影響受傷。但是現(xiàn)在很多地方都不贊成用化學(xué)酸來清洗無縫鋼管嗎,因?yàn)殡m然化學(xué)酸洗的去銹效果很好,但是化學(xué)酸也會對環(huán)境造成影響的,甚至是影響土壤質(zhì)量。匯鑫源還要有計劃的處理酸洗后的污水治理。 空氣吹掃——清水預(yù)洗——脫脂清洗——水沖洗——酸洗除銹——鈍化預(yù)膜—空氣吹掃————驗(yàn)收封口 1、吹掃沖洗 2、脫脂清洗 3、酸洗除銹 4、水沖洗 5、鈍化 酸洗鈍化液簡介: 酸洗鈍化液:適用于碳鋼,無縫鋼、黑色金屬(鑄件、鍛件、鈑金件等)酸洗鈍化處理。可廣泛用于機(jī)械制造業(yè)、石油化工業(yè)、交通運(yùn)輸業(yè)、冶金、電力、紡織印染業(yè)、出版印刷業(yè)以及、礦山、發(fā)電廠、船舶工業(yè)、機(jī)械等行業(yè)。點(diǎn)擊查看匯鑫源管業(yè)(河源市紫金縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
酸洗鈍化-熱線開通中_匯鑫源管業(yè)(河源市紫金縣分公司),固定電話:【13863570611】,移動電話:【18865258058】,聯(lián)系人:李經(jīng)理,開發(fā)區(qū)遼河路東首。







