
以下是:H型鋼暢銷全省的產(chǎn)品參數(shù)H型鋼暢銷全省,天鑫達(dá)特鋼有限責(zé)任公司(自貢分公司)為您提供H型鋼暢銷全省產(chǎn)品案例,聯(lián)系人:蘇經(jīng)理,電話:0527-88266888、18762195566,QQ:253172345,發(fā)貨地:明湖西路800號(hào)銀座好望角1102室。 四川省,自貢市 自貢市,別稱千年鹽都、南國(guó)燈城,四川省轄地級(jí)市,中等城市,川南區(qū)域中心城市,成渝經(jīng)濟(jì)圈南部中心城市,地處成渝地區(qū)雙城經(jīng)濟(jì)圈建設(shè)南翼、川南城市群中心。位于四川盆地南部;東鄰隆昌市、瀘縣,南界瀘州市、宜賓市,西與犍為縣、井研縣毗鄰,北靠仁壽縣、威遠(yuǎn)縣、內(nèi)江市;地勢(shì)西北部高、東南部低;屬亞熱帶季風(fēng)性濕潤(rùn)氣候;全市幅員面積4381平方千米。截至2022年底,全市轄4個(gè)區(qū)、2個(gè)縣。截至2022年末,全市常住人口245.2萬(wàn)人。
我們的H型鋼暢銷全省視頻現(xiàn)已上線,產(chǎn)品魅力難擋,視頻揭曉全貌,速來圍觀!
以下是:H型鋼暢銷全省的圖文介紹
四川自貢山東天鑫達(dá)特鋼有限責(zé)任公司主營(yíng) 水下堵漏,可根據(jù)客戶要求尺寸定做。我們的經(jīng)營(yíng)方針是:以質(zhì)量求生存,以產(chǎn)品求發(fā)展,以信譽(yù)保合作,以服務(wù)贏客戶。及時(shí)滿足用戶的需求,是我們公司偉大的愿望。長(zhǎng)期以來,公司員工以優(yōu)質(zhì)的服務(wù),取悅于用戶,以誠(chéng)信的言行取信于用戶,得到了用戶們的一致好評(píng)。我們期待著與您更加愉快的合作!公司的發(fā)展,離不開社會(huì)各界的大力支持,在各界的支持下,我們正昂首闊步邁向未來!云途,將繼往開來,創(chuàng)造出更加美好、燦爛的明天! 本公司對(duì)產(chǎn)品質(zhì)量和各項(xiàng)服務(wù)恪守合同承諾,并愿與新老客戶精誠(chéng)合作,共創(chuàng)未來。
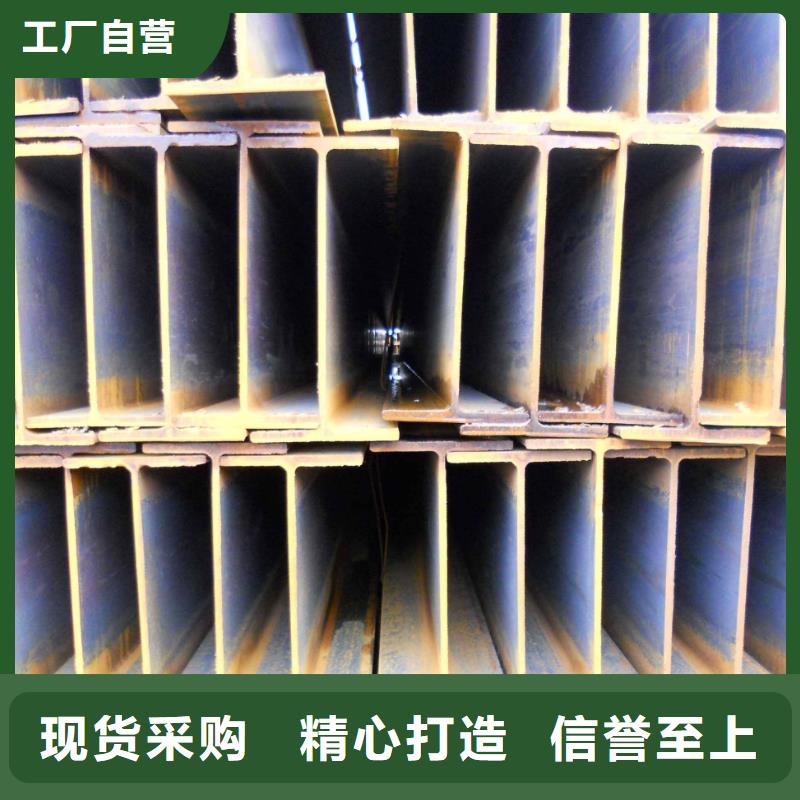
H型鋼組立合格后吊入龍門式自動(dòng)埋弧焊接機(jī)上進(jìn)行焊接。焊接前應(yīng)焊縫區(qū)域存 在的鐵銹、毛刺、氧化物、油污等雜質(zhì)。首先在兩端加裝與構(gòu)件材質(zhì)相同的引弧板和熄弧板,焊縫引出長(zhǎng)度不應(yīng)小于50。再用陶瓷電加熱器將焊縫兩側(cè)100mm范圍內(nèi)進(jìn)行預(yù)熱,預(yù)熱溫度為80到120°C,加熱過程中用紅外線測(cè)溫儀進(jìn)行測(cè)量,防止加熱溫度過高,待加熱至規(guī)定溫度后即可進(jìn)行焊接。焊接方法采用門式埋弧焊進(jìn)行自動(dòng)焊接。
如果板厚小于40mm,則每道焊縫一次焊滿,然后進(jìn)行相應(yīng)的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉(zhuǎn)動(dòng),來減少焊接變形。進(jìn)行埋弧焊焊接時(shí),焊腳高度應(yīng)滿足設(shè)計(jì)圖紙要求,焊接過程中應(yīng)觀察焊絲的位置,及時(shí)調(diào)整,避免焊絲跑偏。
焊接過程中如發(fā)生斷弧,接頭部位焊縫應(yīng)打磨出不小于1:4的過渡坡才能繼續(xù)施焊。焊接完成后,除去焊縫表面熔渣及兩側(cè)飛濺物,用氣割割除引弧板和引出板,將割口修磨平整,嚴(yán)禁用錘擊落。
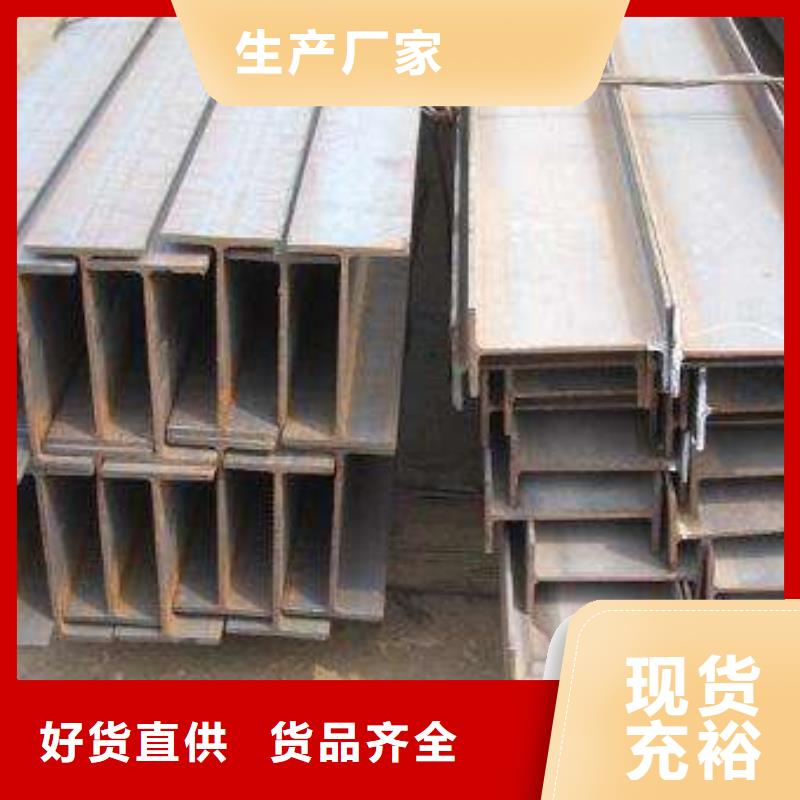
焊接H型鋼矯正焊接H型鋼焊接完成后應(yīng)進(jìn)行校正,校正分機(jī)械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機(jī)進(jìn)行機(jī)械矯正,矯正后的鋼材表面不應(yīng)有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm.彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現(xiàn)象。
焊接H鋼梁可以通過把腹板下料成所需要的弧形來完成弧形大梁的制作,鋼管桁架可以通把冷彎或者熱彎下下弦管來完成弧形大梁的制作。H型鋼彎曲機(jī)設(shè)備主要由主機(jī)、液壓站、電控柜三大部分組成。由電動(dòng)油泵輸出的高壓油,經(jīng)高壓油管送入工作油缸或馬達(dá)內(nèi)、高壓油推勸工作油缸或馬達(dá)內(nèi)柱塞,產(chǎn)生推力和扭矩,通過模具部件彎曲型材。
底座可直接臥式安裝,使得整個(gè)傳動(dòng)系統(tǒng)緊湊。二級(jí)減速為斜齒圓柱齒輪傳動(dòng),同時(shí)具備上述特點(diǎn),分滿足生產(chǎn)要求。充 冷彎型鋼在行走時(shí)主要受到輔助系統(tǒng)門式托架的滾動(dòng)摩擦阻力和冷彎滾輪的摩擦阻力。
通過分析,這兩種力都比較小,主要是受到冷彎滾輪通過型鋼傳遞過來的擠壓力。經(jīng)分析得知,驅(qū)動(dòng)主動(dòng)滾輪轉(zhuǎn)動(dòng)的力矩并不是很大,以驅(qū)動(dòng)電機(jī)功率一般較所小, W即可滿足要求。H型鋼彎曲機(jī)使用須知。
生產(chǎn)方法H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續(xù)式焊接機(jī)組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規(guī)格受限制等缺點(diǎn)。因此,H型鋼以軋制方法生產(chǎn)為主。在現(xiàn)代化的軋鋼生產(chǎn)中,使用軋機(jī)軋制H型鋼。H型鋼的腹板在上下水平輥之間進(jìn)行軋制,翼緣則在水平輥側(cè)面和立輥之間同時(shí)軋制成形。由于僅用軋機(jī)尚不能對(duì)翼緣邊端施以壓下,這樣就需要在機(jī)架后設(shè)置軋邊端機(jī),俗稱軋邊機(jī),以便對(duì)翼緣邊端給予壓下并控制翼緣寬度。在實(shí)際軋制操作中,把這兩座機(jī)架作為一組,使軋件往復(fù)通過若干次(圖2a),或者是令軋件通過由幾架機(jī)座和一兩架軋邊端機(jī)座組成的連軋機(jī)組,每道次施加一定的壓下量,將坯料軋成所需規(guī)格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,由于水平輥側(cè)面與軋件之間有滑動(dòng),軋輥的磨損比較大。為了保證重車后的軋輥能恢復(fù)原來的形狀,應(yīng)使粗軋機(jī)組上下水平輥的側(cè)面以及與其相對(duì)應(yīng)的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設(shè)置成品軋機(jī),又叫精軋機(jī),其水平輥側(cè)面與水平輥軸線垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀
點(diǎn)擊查看天鑫達(dá)特鋼有限責(zé)任公司(自貢分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
H型鋼暢銷全省_天鑫達(dá)特鋼有限責(zé)任公司(自貢分公司),固定電話:18762195566,移動(dòng)電話:0527-88266888,聯(lián)系人:蘇經(jīng)理,QQ:253172345,明湖西路800號(hào)銀座好望角1102室 發(fā)貨到 四川省自貢市。








