| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 材質 | 45號 |
| 產地 | 山東 |
| 規格 | 100-110-125-140-150-160-180-200 |
| 類型 | 滾壓絎磨管 |
| 可定制 | 是 |
| 型號 | 220-250-260-280-300 |
| 范圍 | 45號絎磨管高頻活塞桿供應范圍覆蓋江蘇省、南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市 廣陵區、邗江區、江都區、寶應縣、儀征市、高郵市等區域。 |





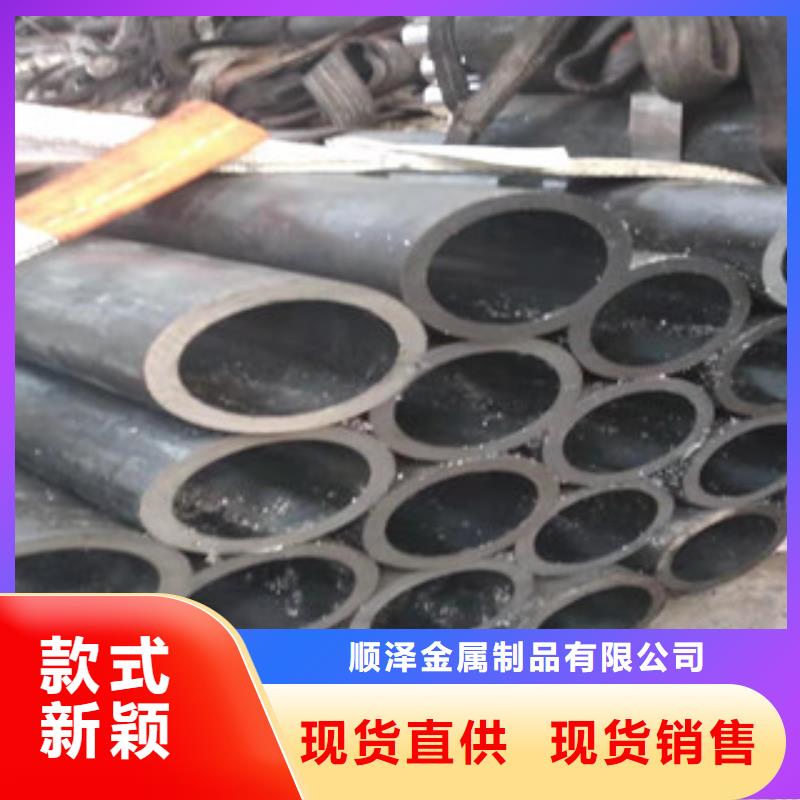
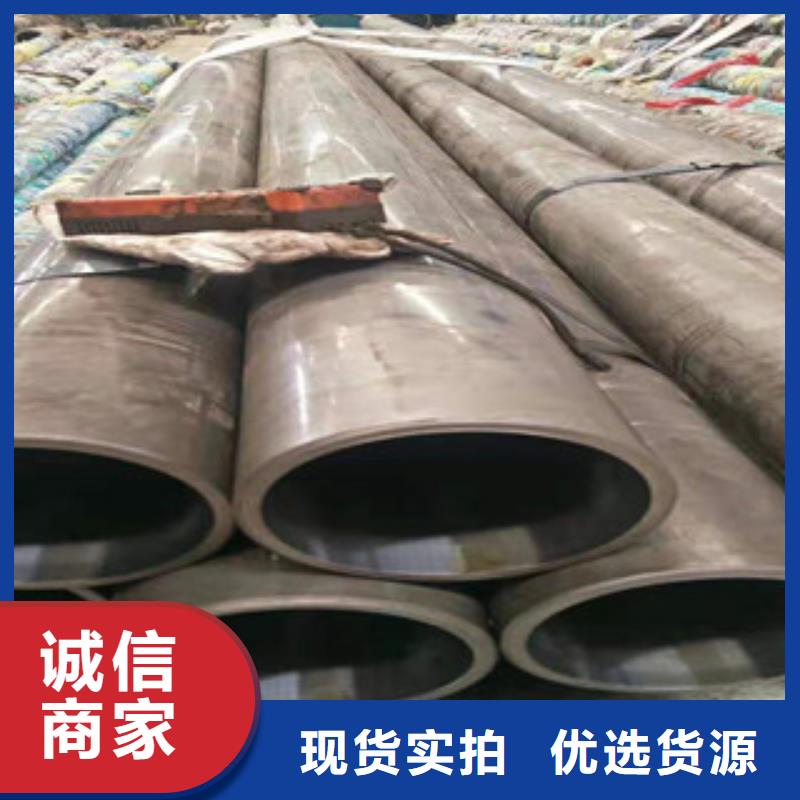
厚壁油缸管產品主要用途:液壓、汽動缸筒;液壓管線;旋壓、紡織以及印刷機械用管;汽車減震器用管;軸套管;活塞桿以及精密合金鋼管。根據客戶的要求還可提供:定尺管、珩磨管以及特殊熱處理管等。
厚壁油缸管、對接方法、機械嵌接裝置、及油缸裝置的制造方法
發明提供一種利用塑性變形能把兩部件高強度、高精度地接合的對接方法。把一端具有陰模部的螺桿狀部件和在能與所述陰模部嵌合的前端部(陽模部)形成有三列環狀槽的活塞桿邊嵌合陰模部邊進行對接,在該狀態下,通過機械嵌接方式把陰模部的側壁放射狀地向活塞桿的環狀槽內壓入。這時,通過壓入而形成的嵌接部是使相鄰的環狀槽(21)相互之間成交錯狀配置地進行壓入,確保希望的接合強度,且材料延伸被抑制,螺桿狀部件與油缸管(活塞桿)對接部的分離被抑制。
如何提高珩磨管的光潔度
一般采用珩磨工藝獲得的一種鋼管稱之為珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種就是珩磨齒輪。
珩磨齒輪是由基體加上磨料來構成的。使用它進行珩磨,主要是為了清理材料表面的雜質及毛刺等,從而來提高表面光潔度。不過,我們在使用這一種珩磨工具時,也是需要注意以下幾點:
1、對于設備的行程應不超過珩磨時的寬度范圍,否則的話,那么就有可能會嚴重損壞珩磨齒輪。
2、在珩磨量的控制上,應將其數值控制在合理的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。
3、珩磨齒輪的材質,由于比較脆,所以是嚴禁敲打的,以免使其損壞而不能使用了。
關于如何提高珩磨管表面的光潔度這個問題,想要達到目標其實不難,因為可以從珩磨工藝上入手,進而來實現。進一步將,選擇適合的珩磨油石,并控制好粗糙度,使其在正常允許范圍內,那么就能達到上述要求了。


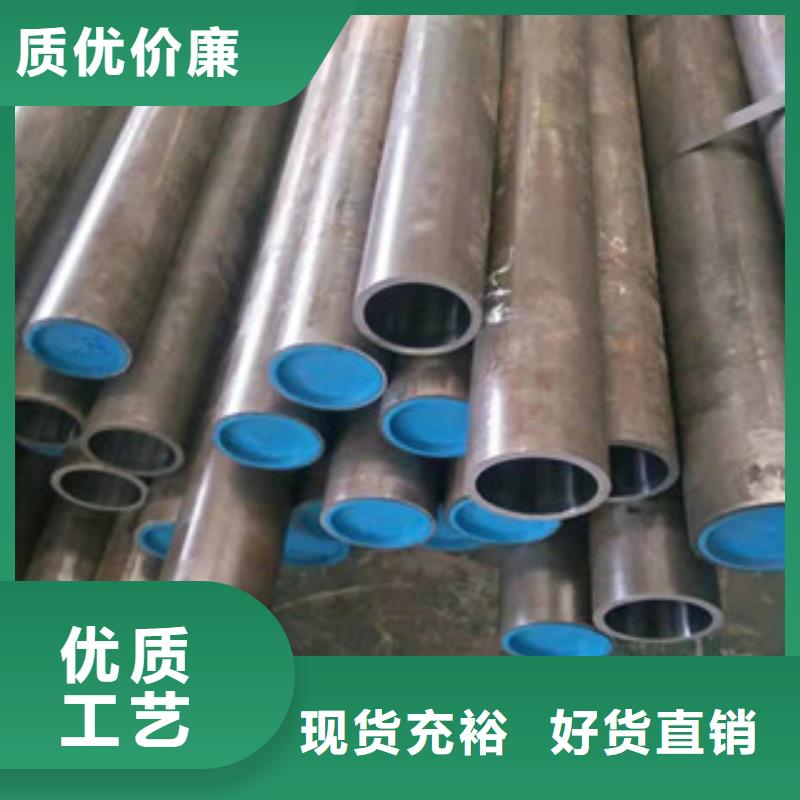
珩磨管產品表面經特殊研磨及硬鍍鉻技術處理,再經鏡面拋光處理而成,耐摩擦、抗腐蝕性特性,適用于各種氣缸、油缸、活塞桿、包裝、紡織、印染機械、壓鑄機、木工、注塑及其他機械用導桿、頂桿等
活塞桿的材質可分為:軸承鋼、45#鋼、40Cr、不繡鋼幾種,產品等級可分為普通桿淬火桿幾種。45#鋼活塞桿表面經特殊研磨及硬鉻電鍍技術外理,再經鏡面拋光而成,耐磨擦、抗腐蝕性特性,適用于各種氣缸、油缸、活塞桿、包裝、木工、紡織、印染機械、壓鑄機、注塑機、及其它機械用導桿、頂桿等。
絎磨管的加工是采用滾壓加工,鋼管表面留有的應壓力,對于表面小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。
所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。
滾壓加工的原理是利用金屬在常溫狀態下的冷塑性特點,利用滾壓工具對工件施加一定的壓力,使工件表層金屬產生塑性流動,從而降低工件表面的粗糙程度。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,提高金屬硬度和強度,改善工件表面的耐磨性、耐蝕性和配合性。



新策鋼管(揚州市分公司)在經過多年的市場淬煉,更是一馬當先,秉承:精益求精、品質優勝、技術可靠的服務理念,在產品品質上面進一步前提下,為廣大顧客提供優質產品及服務。
名片")