| 產品參數(shù) | |
|---|---|
| 產品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 規(guī)格 | 齊全 |
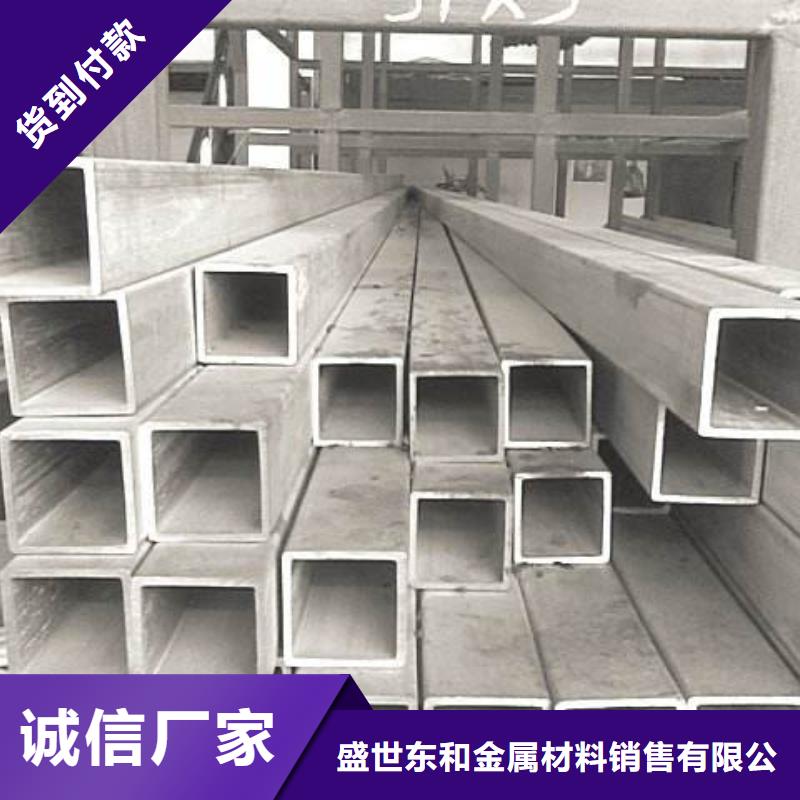
| 材質 | 201.304.316L.310S.904L |
| 數(shù)量 | 99999 |
| 單價 | 10 |
| 范圍 | 不銹鋼管不銹鋼板供應范圍覆蓋浙江省、杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市 越城區(qū)、新昌縣、諸暨市、上虞區(qū)、嵊州市等區(qū)域。 |


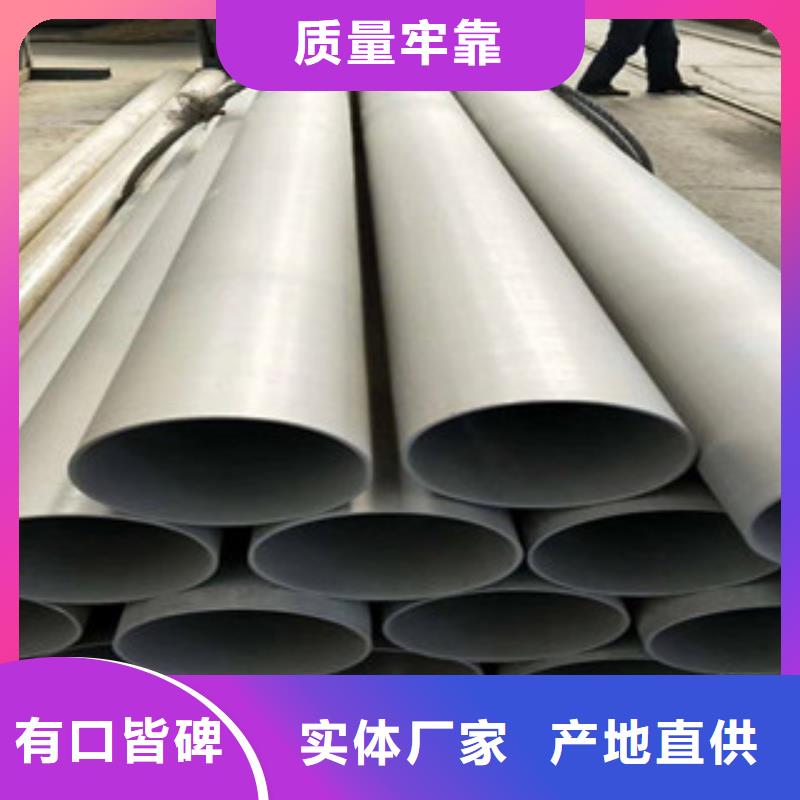
不銹鋼無縫管的制造工藝
1.熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫
軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規(guī)格、生產批號等。并由吊車吊入倉庫中。
2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。




以質量求發(fā)展,把好的304不銹鋼管交付客戶

304不銹鋼管支持多種規(guī)格定制,24小時客服








盛世東和金屬材料銷售(紹興市分公司)獲得多項榮譽,在 304不銹鋼管業(yè)內樹立了良好的口碑,連續(xù)多年被浙江紹興質量監(jiān)督部門評為量信得過企業(yè)。 公司始終秉承“正可立身,達則濟世”的人文服務理念,堅守“實用,實惠!”的企業(yè)文化理念,以“節(jié)能、科技、環(huán)保”的生產原則,以“開拓、進取、求實、創(chuàng)新”的建設精神,與國內外的同行們肩并肩,攜手公司新老用戶一起協(xié)力,共創(chuàng)明天的輝煌,建設美好家園。

名片")