

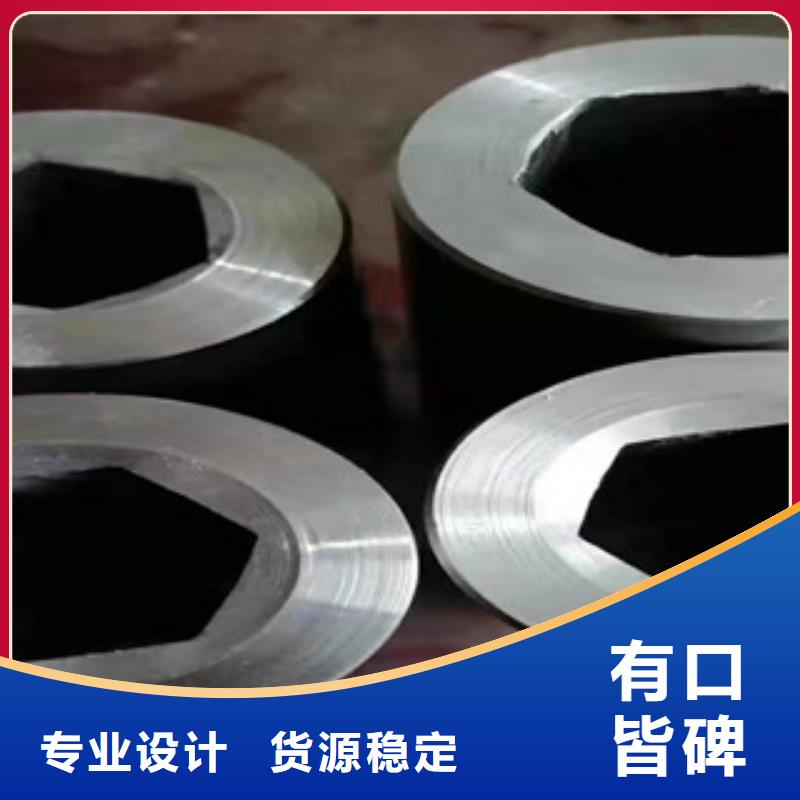
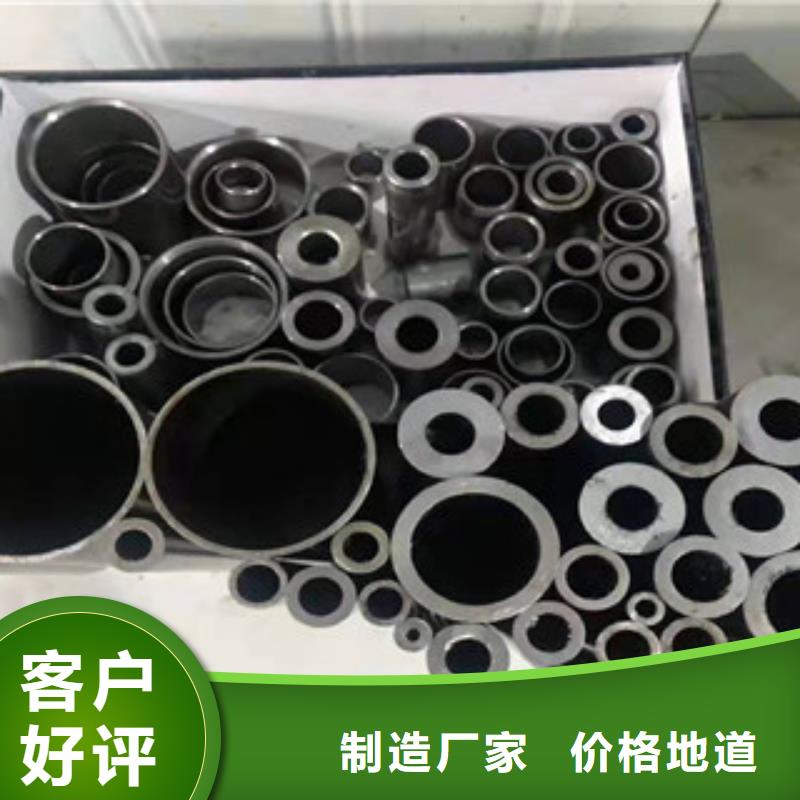
以下是:廣東省湛江市梅花管生產定制的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 產地 聊城 規格 國標、非標 倉庫所在地 聊城 計重方式 過磅 質量等級 范圍 梅花管生產定制供應范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 赤坎區、霞山區、坡頭區、麻章區、遂溪縣、徐聞縣、廉江市、雷州市、吳川市等區域。 【晟旭興】為您提供麻章無縫鋼管支持定制加工、遂溪無縫鋼管工程施工案例、汕頭無縫鋼管每個細節都嚴格把關、中山無縫鋼管價格實惠、河源無縫鋼管質量牢靠、東莞無縫鋼管種類多質量好、佛山無縫鋼管可接急單等多元產品與服務。梅花管生產定制,晟旭興金屬材料(湛江市分公司)為您提供梅花管生產定制的資訊,聯系人:田美杰,電話:【0527-88266222】、【17768165506】。 廣東省,湛江市 湛江市是廣東省域副中心城市、南海艦隊司令部所在地,粵西和北部灣城市群中心城市、全國首批沿海開放城市、首批“一帶一路”海上合作支點城市、首批全國海洋經濟創新發展示范城市、全國性綜合交通樞紐,被評為全國綜合實力百強城市、衛生城市、園林城市、中國旅游城市、全國雙擁模范城市、中國特色魅力城市。2023年,被評為三線城市。
文字描述雖好,但視頻更能直觀展示梅花管生產定制產品的每一處細節。
以下是:廣東湛江梅花管生產定制的圖文介紹
廣東湛江晟旭興金屬材料有限公司注重現代企業形象的塑造和無形資產的積累,強化企業管理,堅持用戶至上,將質量管理與國際結軌,把 無縫鋼管產品進入國內外大市場,樹立品牌的企業形象。公司生產設備齊全,技術力量雄厚,檢測手段先進,可根據客戶需求定制各種 無縫鋼管。
本周唐山型材價格繼續上漲,主流資源較上周同期累漲30-60元(噸價,下同),但角鋼出現回落,幅度在30元左右。從價格來看,截止發稿前,5號角鋼價格4070元,周末價格下跌,周初小跌10元后一直持穩;8-20號槽鋼價格4110-4120元,周內****價格4060元、****4140元;14-20號工字鋼價格4130-4140元,周內****價4080-4090元,****4140元。
行情回顧:上周末唐山六角鋼管價格出現高位回落,但幅度不大,在10-30元左右。周初市價普遍穩中弱調,但在環保限產消息不斷發酵,鋼坯、期螺雙雙走高提振下,后期型價持續拉漲,不過因需求不足,前期漲勢較為緩慢,直到周四期螺成功突破4000元關口后,型價漲幅才出現擴大,成交也有明顯好轉
1、周度信息匯總
宏觀信息:
中共中央政治局4月19日召開會議,分析研究當前經濟形勢,部署當前經濟工作;會議認為,今年以來,面對復雜嚴峻的形勢,各地區各部門認真貫徹習近平新時代中國特色社會主義思想,按照黨中央部署,貫徹新發展理念,堅定不移推動高質量發展,著力深化供給側結構性改革,持續打好三大攻堅戰,繼續實施積極的財政政策和穩健的貨幣政策,適時適度實施宏觀政策逆周期調節,主要宏觀經濟指標保持在合理區間,市場信心明顯,新舊動能轉換加快實施,改革開放繼續有力推進,一季度經濟運行總體平穩、好于預期,開局良好。
會議強調,做好全年經濟工作,要緊緊圍繞貫徹落實中央經濟工作會議精神,穩中求進、突出主線、守住底線、把握好度,堅持宏觀政策要穩、微觀政策要活、社會政策要托底的總體思路,統籌國內國際兩個大局,做好穩增長、促改革、調結構、惠民生、防風險、保穩定各項工作。要通過改革開放和結構調整的新進展鞏固經濟社會穩定大局。要細化“鞏固、增強、、暢通”八字方針落實舉措,注重以供給側結構性改革的辦法穩需求,堅持結構性去杠桿,在推動高質量發展中防范化解風險,堅決打好三大攻堅戰。宏觀政策要立足于推動高質量發展,更加注重質的,更加注重激發市場活力,積極的財政政策要加力提效,穩健的貨幣政策要松緊適度。
會議要求,要把推動制造業高質量發展作為穩增長的重要依托,引導傳統產業加快轉型升級,做強做大新興產業。要有效支持民營經濟和中小企業發展,加快金融供給側結構性改革,著力解決融資難、融資貴問題,引導優勢民營企業加快轉型升級。要堅持房子是用來住的、不是用來炒的定位,落實好一城一策、因城施策、城市政府主體責任的長效調控機制。要以關鍵制度創新促進資本市場發展,科創板要真正落實以信息披露為核心的證券發行注冊制。要以高水平對外開放促進深層次改革,擴大外資市場準入,落實國民待遇。要做好重點群體就業工作,加強職業技能培訓。近期生產問題突出,要舉一反三,有效防范,精準治理。
一季度國內生產總值213433億元,按可比價格計算,同比增長6.4%,與上年四季度相比持平,比上年同期和全年分別回落0.4和0.2個百分點。分產業看,產業增加值8769億元,同比增長2.7%;第二產業增加值82346億元,增長6.1%;第三產業增加值122317億元,增長7.0%。一季度,全國規模以上工業增加值同比增長6.5%,增速比1-2月份加快1.2個百分點,比上年四季度加快0.8個百分點,比上年同期回落0.3個百分點。
2019年1-3月份,全國固定資產投資(不含農戶)101871億元,同比增長6.3%,增速比1-2月份加快0.2個百分點。2019年1-3月份,全國房地產開發投資23803億元,同比增長11.8%,增速比1-2月份提高0.2個百分點。1-3月份,房地產開發企業房屋施工面積699444萬平方米,同比
增長8.2%,增速比1-2月份提高1.4個百分點。房屋新開工面積38728萬平方米,增長11.9%,增速提高5.9個百分點。房屋竣工面積18474萬平方米,下降10.8%,降幅收窄1.1個百分點。1-3月份,房地產開發企業土地購置面積2543萬平方米,同比下降33.1%,降幅比1-2月份收窄1個百分點;1-3月份,商品房銷售面積29829萬平方米,同比下降0.9%,降幅比1-2月份收窄2.7個百分點。3月末,商品房待售面積51646萬平方米,比2月末減少605萬平方米。
梅花管生產定制,晟旭興金屬材料(湛江市分公司)專業從事梅花管生產定制,聯系人:田美杰,電話:【0527-88266222】、【17768165506】,以下是梅花管生產定制的詳細頁面。








