

以下是:廣東省湛江市經驗豐富的電解拋光設備批發商的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 經驗豐富的電解拋光設備供應范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 赤坎區、霞山區、坡頭區、麻章區、遂溪縣、徐聞縣、廉江市、雷州市、吳川市等區域。 【前海燈鼎】為客戶提供多樣化產品,包括麻章電解拋光設備現貨實拍、吳川電解拋光設備廠家現貨批發、河源電解拋光設備暢銷本地、珠海電解拋光設備專業品質、潮州電解拋光設備好產品放心購、韶關電解拋光設備多年行業經驗等,適配多元場景需求。在廣東省湛江市采買經驗豐富的電解拋光設備批發商到前海燈鼎實業(湛江市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:楚先生-【17768165506】。 廣東省,湛江市 民國三十四年(1945年)9月,設市級建置,定名湛江市。歷史上曾屬椹川縣,境內曾設椹川巡檢司。1983年9月,實行地市合并、市領縣體制,湛江市為省直轄的地級市。湛江地處粵、瓊、桂三省(區)交匯處,是中國西南各省通往國外的主要出海口,亦是中國大陸通往東南亞、非洲、歐洲和大洋洲海上航程短的重要口岸。湛江徐聞古港是漢代海上絲綢之路早始發港。
文字只能描述,而視頻卻能生動展現!點擊播放我們的經驗豐富的電解拋光設備批發商產品視頻,讓視覺盛宴為您揭示產品的無限可能。
以下是:經驗豐富的電解拋光設備批發商的圖文介紹廣東湛江電解拋光設備前海燈鼎實業有限公司貨源報價專業設計廣東湛江電解拋光設備的詳細介紹
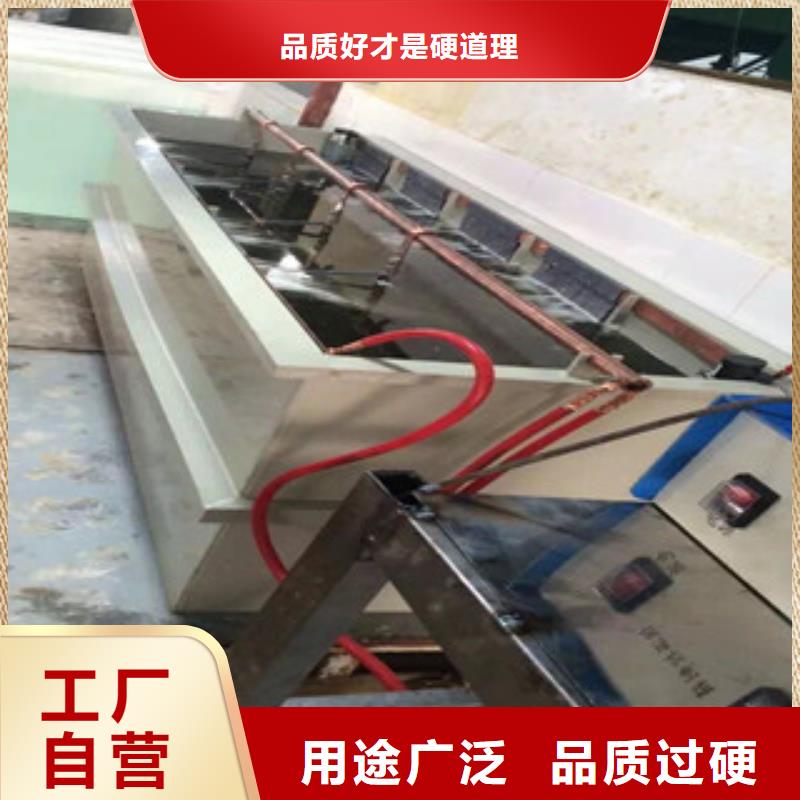
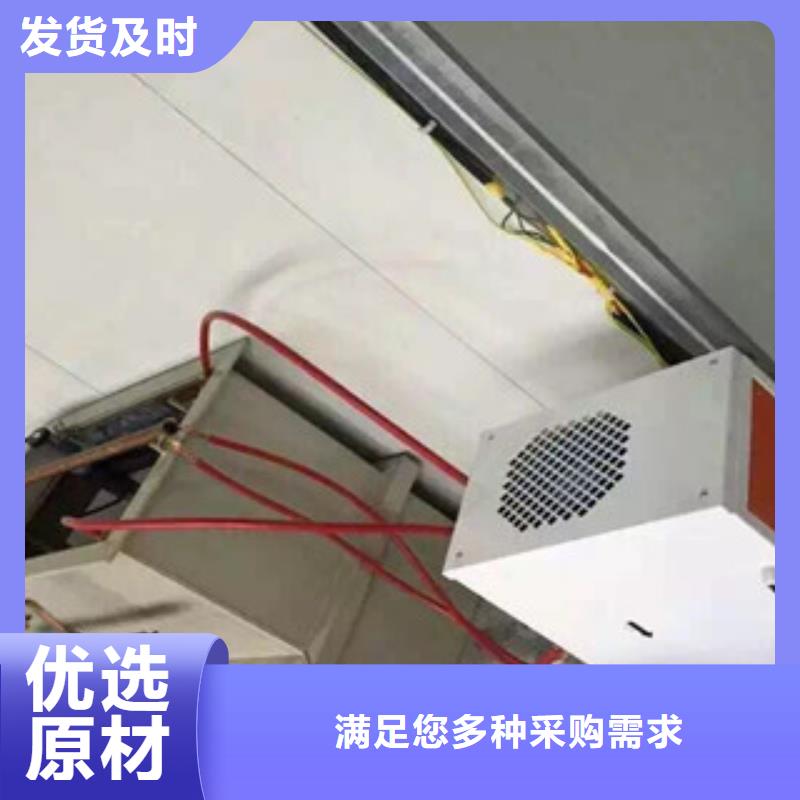
層層質檢信譽良好
廣東湛江前海燈鼎實業有限公司一家專業從事 電解拋光設備生產、銷售的大型生產企業,擁有一整套完善的生產運營模。公司擁有十分完善的 電解拋光設備生產線、先進的生產設備。能滿足產品高質量高性能生產要求。同時企業也在不斷地引進世界上先進的工藝技術,引進大量專業的技術人才,企業的技術力量正日趨雄厚,經濟實力也在不斷地發展壯大主要生產產品有: 電解拋光設備,產品暢銷全國各地。我們的服務宗旨:雄厚的實力、優質的產品、低廉的價格、的服務。經營理念將秉承:同樣的產品比質量、同樣的質量比價格、同樣的價格比服務、同樣的服務比信譽!!
不銹鋼通用型無鉻電解拋光液 DD-204
典型數據
測試方法
相對密度(20℃)
1.67~1.7
比重計
外觀
無色透明液體
目視
使用溫度
50~90℃
佳60~70℃
電壓(V)
5~10V
佳6~8V
陽極電流密度A/dm2
15~25A/ dm2
陰極材料
鉛或鉛合金
不建議用不銹鋼
陰極:陽極面積比
2~3:1
陰極與陽極距離
10~25mm
今年在廣東省湛江市購買經驗豐富的電解拋光設備批發商有了新選擇,前海燈鼎實業(湛江市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的經驗豐富的電解拋光設備批發商產品。如需購買或咨詢,請隨時聯系我們,聯系人:楚先生-【17768165506】,地址:寶安區沙井鎮。