| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5900/噸 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 小起訂 | 0.1噸 |
| 質量等級 | |
| 是否廠家 | 是 |
| 產(chǎn)品材質 | 20# |
| 產(chǎn)品品牌 | 九冶 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
| 產(chǎn)品顏色 | 金屬色 |
| 適用領域 | 油缸 機械加工 |
| 是否進口 | 否 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/27SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 是 |
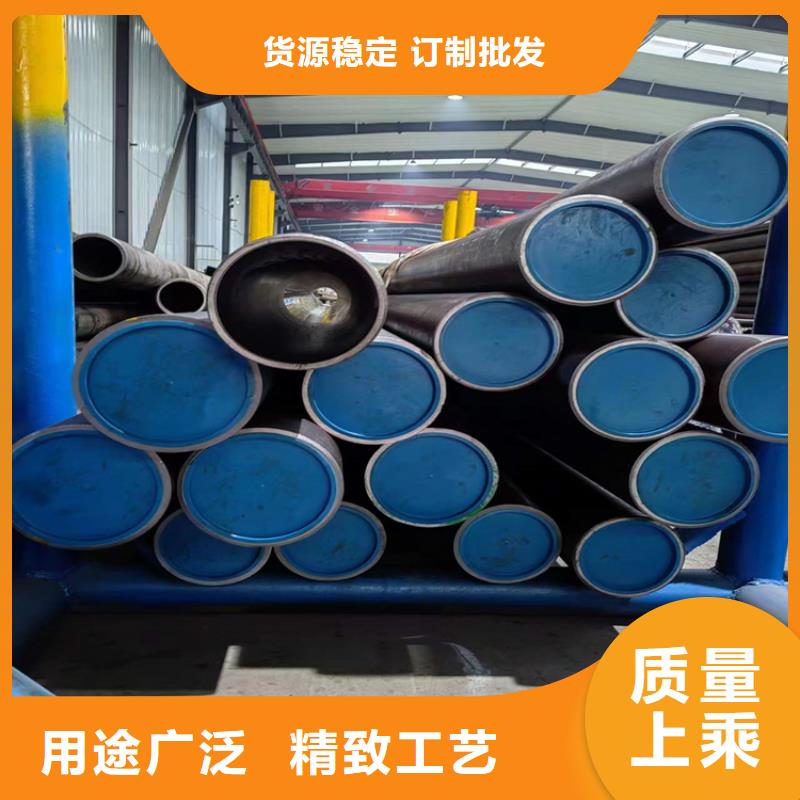
| 范圍 | 華安20號油缸管絎磨管生產(chǎn)基地位于【聊城】,供應范圍覆蓋福建省 福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 薌城區(qū)、龍文區(qū)、云霄縣、漳浦縣、詔安縣、長泰區(qū)、東山縣、南靖縣、平和縣、華安縣、龍海區(qū)等區(qū)域。 |
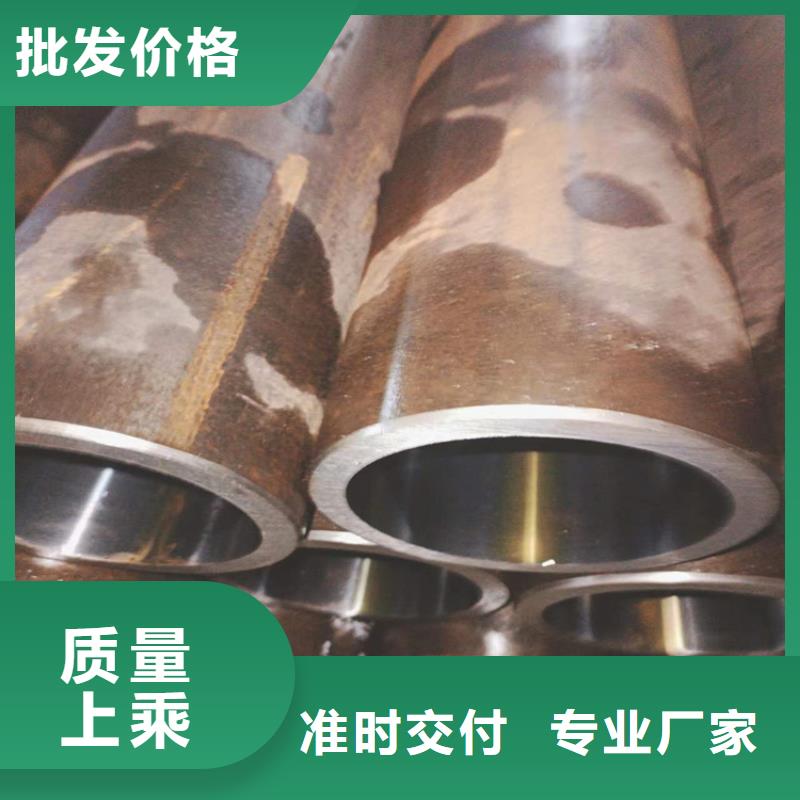
減磨修補劑主要用于對磨損、劃傷金屬零件的修復。油缸絎磨管修復過程中,用合金刮刀在劃傷表面剔除深度為1mm以上的溝槽,然后用丙酮清洗溝槽表面,用珩磨管內徑仿形板調好的TS311減磨修補劑敷涂于打磨好的表面上,用力刮平,確保壓實,并高于珩磨管內表面,待固化后,打磨并留出精加工余量。 通過研磨使珩磨管整體尺寸、行位公差、粗糙度達到要求。油缸珩磨管內表面與活塞密封是引起液壓油缸內瀉的主要因素,如果薄壁氣缸管內產(chǎn)生縱向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁氣缸管內表面主要檢查尺寸公差、行位公差是否滿足技術要求,有無縱向拉痕,并測量拉痕深度,采取相應解決辦
 福建省漳州華安20號油缸管歡迎來電咨詢絎磨管
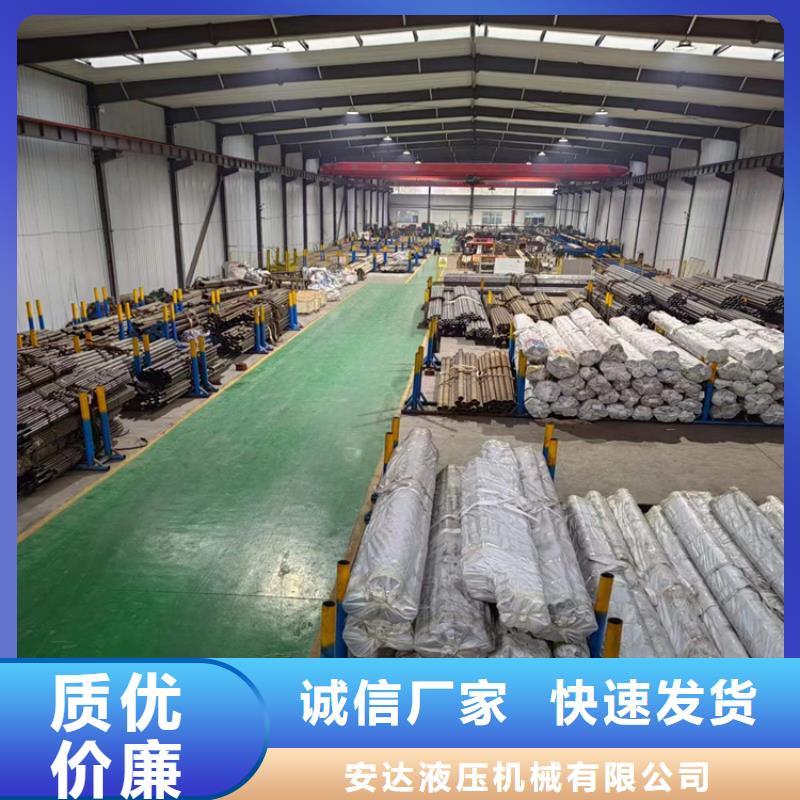
<漳州>九冶管業(yè)有限公司
福建省漳州華安20號油缸管歡迎來電咨詢絎磨管
<漳州>九冶管業(yè)有限公司
絎磨管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。
 福建省漳州華安20號油缸管歡迎來電咨詢絎磨管
福建省漳州華安20號油缸管歡迎來電咨詢絎磨管名片")