| 產品參數 | |
|---|---|
| 產品價格 | 4100元 |
| 發貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q355B |
| 產品品牌 | 鑫豪 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 天津 |
| 產品產地 | 天津 |
| 加工定制 | 是 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 450 |
| 工作溫度 | 480 |
| 螺旋管長度 | 3米 4米 5米 6米 9米 12米 |
| 螺旋管生產工藝 | 埋弧焊 |
| 螺旋管特性 | 抗拉強度高,冷彎性能好 |
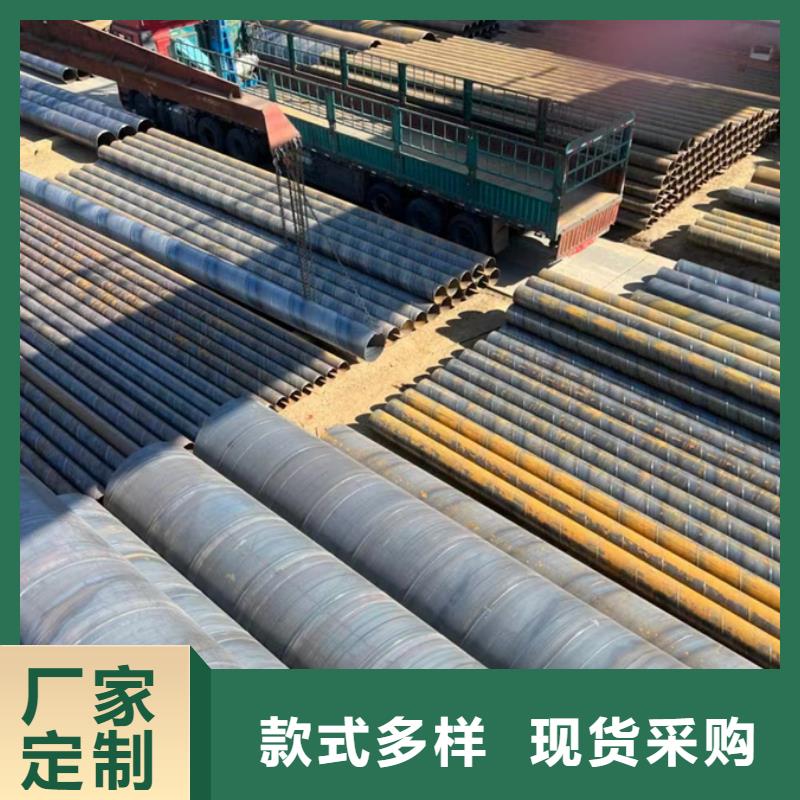
| 范圍 | Q355B鍍鋅螺旋管8米定尺生產基地位于【天津】,供應范圍覆蓋福建省 福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 薌城區、龍文區、云霄縣、漳浦縣、詔安縣、長泰區、東山縣、南靖縣、平和縣、華安縣、龍海區等區域。 |




從影響結構鋼市場走勢的各主要因素來看,下周或繼續穩中有漲。目前從整個鋼市大環境來看,鋼材產量已出現下滑態勢,供給壓力在未來有望緩解,但是漳州螺旋管需求萎縮的速度可能更快,再加上鐵礦石等原料價格難以止跌,宏觀面的利好很難起到明顯的托市效果。而具體到結構鋼市場方面,下周市場漲幅較本周或將收窄,其中主要受需求因素影響,成交量跟進不足使得價格的持續拉漲稍顯困難,尤其下周宏觀面利好刺激作用預計難以持續發酵,二氧化碳致裂器需求面整體難以看好。資源偏少對價格的支撐作用繼續影響鋼市,尤其山東的一些小廠方面,有價無市格局也稍有所凸顯,低價資源也較之前明顯偏少,下周價格往高位靠攏可能性仍大。但華北、華南等地由于鋼廠價格暫無變動,市場交投狀況相對一般,維穩觀望運行或仍占據主流。本周中西南穩中趨好,華中河南受APEC會議的影響,有的生產受限,但是成品材好銷的小廠挺價吸引資源,資金結算較快,市場成交尚可,外圍成交較少,湖南受周圍漲勢行情影響也震蕩上行,但近期成品卻出現了下跌的情況,湖北成交一般,暫時穩中觀望。

漳州螺旋管廠介紹核燃料再處理時為什么會用到螺旋管?
將反應堆用管的乏燃料,或將生產堆照輻的核燃料,經化學處理分離U和Pu,并將危險的核分裂生成物,分離的化學加工過程稱核燃料再處理。核燃料再處理,當前成熟的工藝是水法,其回收過程由燃料元件脫殼、燃料溶解和燃料分離和回收三部分組成。之后一部分的材料問題可參加鈾的精制部分。在前兩部分,其工藝介質具有強烈的腐蝕性,因此核燃料后處理工廠的裝置和管線、泵、閥門幾乎是由螺旋管和耐蝕合金堆砌而成。
燃料芯的溶解通常采用與脫殼相同,或相似的溶液進行溶解。在溶解金屬鈾、氧化鈾和鈾鋁燃料時,廣泛使用硝酸,溶解器材料一般使用:0Cr23Ni13Nb,00Cr19Ni10和Car-penter20合金。
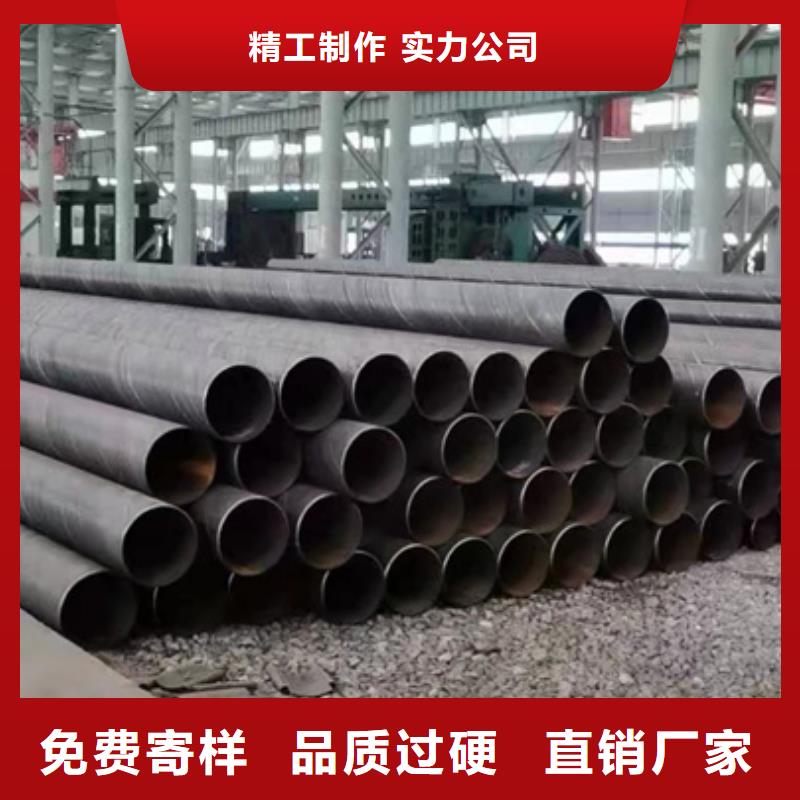
漳州螺旋管作為鋼管鋼鐵產品的重要組成部分,在國民經濟發展中發揮著重大作用。目前全世界鋼管行業發展的總趨勢是:螺旋管產量增長速度,要快于無縫鋼管的增長速度;螺旋管產量在比例上要遠遠大于無縫鋼管;在各個領域爭奪無縫管的市場。熱鍍鋅管在螺旋管管型中,ERW螺旋焊管在產量上占主導地位,而且在油氣長輸管線、城市燃氣管線的使用領域內,向直縫埋弧焊管和螺旋埋弧焊管爭奪市場。

漳州螺旋管的制作工藝都有哪些:
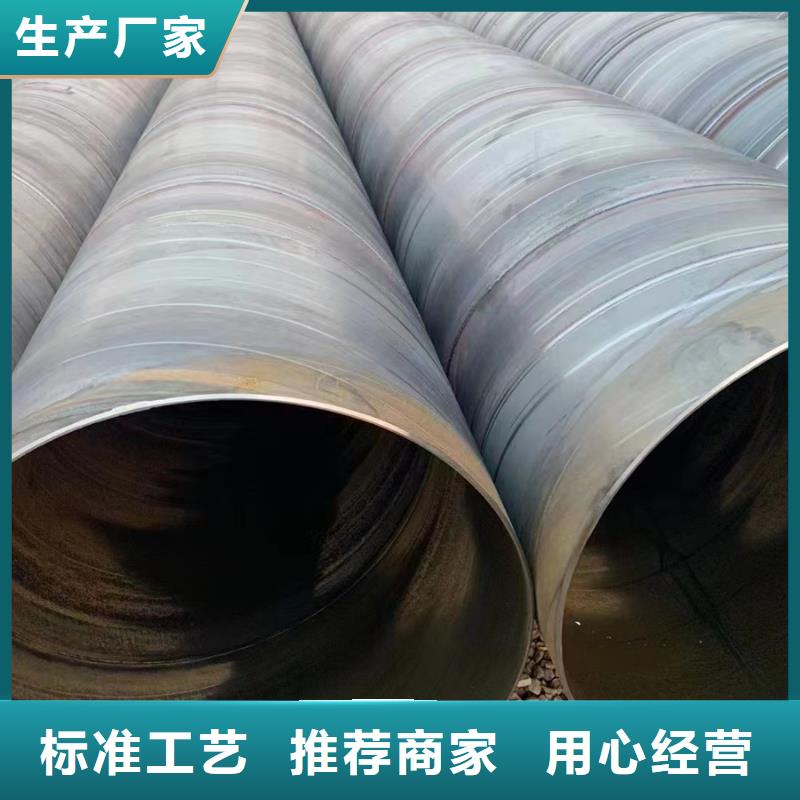
漳州螺旋管原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置,來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內焊和外焊均采用美國林肯電焊機,進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接質量。
漳州螺旋管焊完的焊縫均經過,在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。

漳州螺旋管廠介紹它的使用質量要求:
1.立管的垂直安裝應小于每米3毫米,水平安裝應小于1毫米。
2.支管不得焊接在焊縫處,彎曲處應避免焊縫。
3.焊縫要求是直的,焊縫是滿的,焊縫表面沒有燒穿或裂縫。
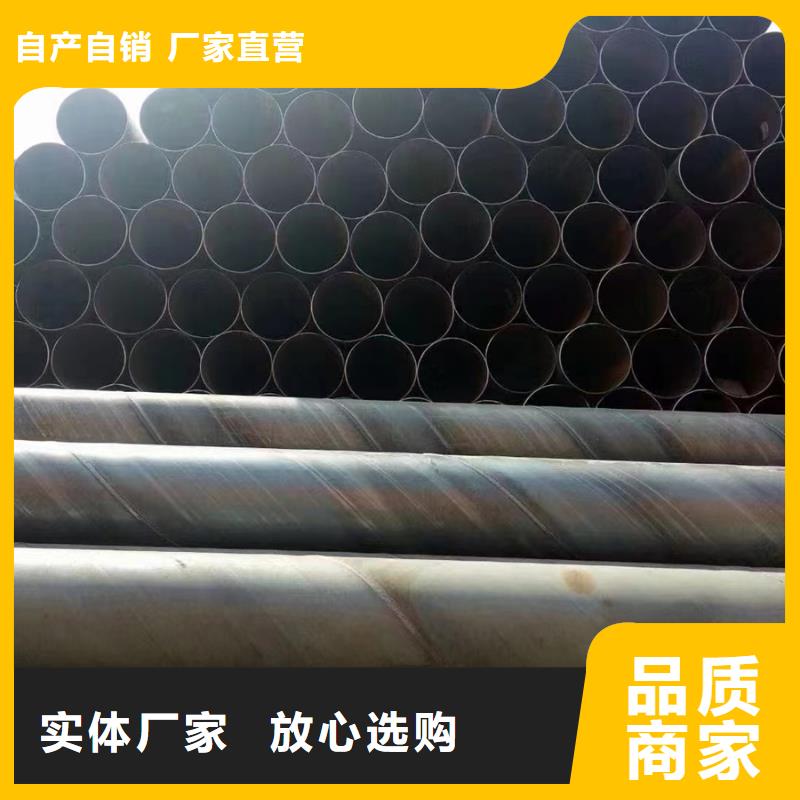
漳州螺旋管廠將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。
2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。

名片")