

以下是:福建省漳州市電解拋光設備款式齊全的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 電解拋光設備款式齊全供應范圍覆蓋福建省、福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 薌城區、龍文區、云霄縣、漳浦縣、詔安縣、長泰區、東山縣、南靖縣、平和縣、華安縣、龍海區等區域。 【前海燈鼎】持續拓展產品矩陣,現有詔安電解拋光設備今年新款、長泰電解拋光設備多家倉庫發貨、寧德電解拋光設備現貨快速采購、福州電解拋光設備源頭廠源頭貨、三明電解拋光設備產地采購、泉州電解拋光設備現貨直供、龍巖電解拋光設備出廠嚴格質檢等,滿足不同場景需求。電解拋光設備款式齊全,前海燈鼎實業(漳州市分公司)為您提供電解拋光設備款式齊全的資訊,聯系人:楚先生,電話:【0527-88266222】、【17768165506】。 福建省,漳州市 漳州市,簡稱“漳”,別稱海濱鄒魯,水仙花之鄉、中國女排娘家,沿海經濟開放區,是中國較早實行對外開放的地區之一,海峽西岸經濟區中心城市,三線城市。位于東經116°53′~118°09′,北緯23°32′~25°13′,地處閩南金三角南端。漳州全市陸地面積1.26萬平方千米,海域面積1.86萬平方千米。截至2022年10月,漳州轄4個市轄區、7個縣,市政府駐薌城區。截至2022年末,漳州市常住人口506.8萬人。
為了給您提供更的電解拋光設備款式齊全產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
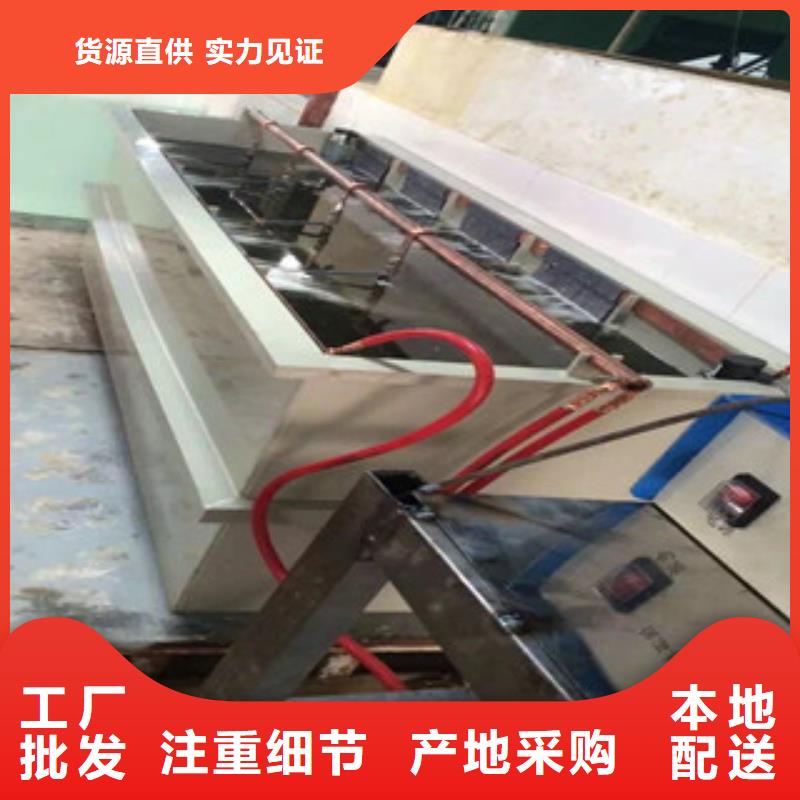
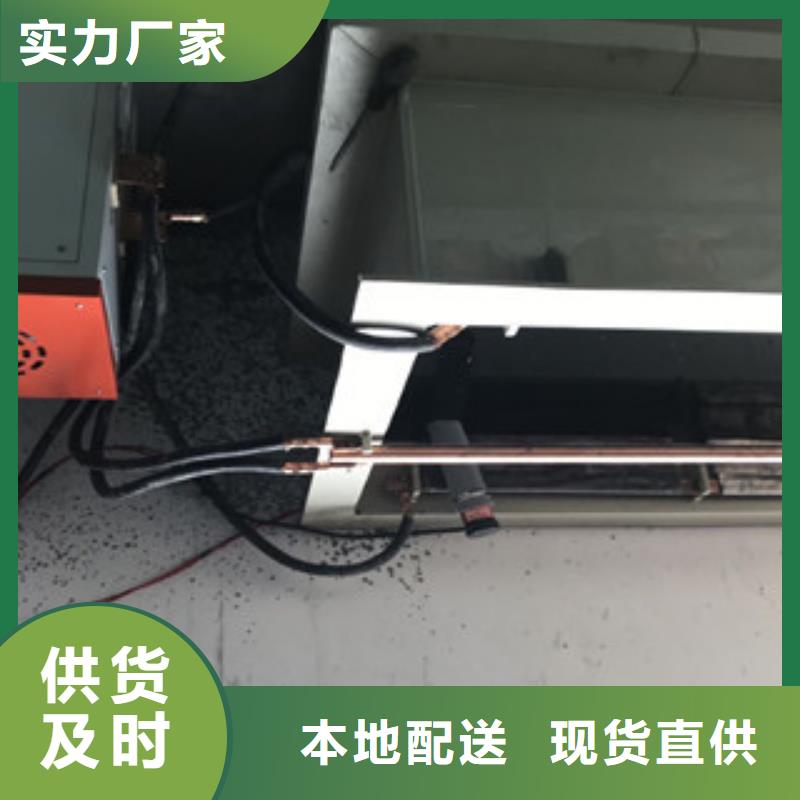
以下是:電解拋光設備款式齊全的圖文介紹福建漳州前海燈鼎實業有限公司自成立以來,本著“十年磨劍、精益求精”的理念,自行研發、設計和生產了 電解拋光設備;未來,公司將一如既往的加強技術創新,持續研發高精尖接合工藝,將公司建設成為福建漳州及周邊認可的 電解拋光設備制造商。
蕪湖電解拋光設備價格,馬鞍山電解拋光設備價格,宣城環保型電解拋光設備生產廠家!主要特點及性能電解拋光是以被拋工件為陽極,不溶性金屬為陰極,兩極同時浸入到電解槽中,通以直流電而產生有選擇性的陽極溶解,工件表面逐漸整平,從而達到工件增大表面光亮度的效果。1、電流規格100A/200A/300A/500A/1000A/1500A/2000A/3000A/5000A/7500A,電壓12伏或者15伏。也可以根據用戶實際情況定制。2、主機采用高頻整流,含有時間、電流、電壓、溫控、搖擺設定及數字顯示。含有過熱及短路保護裝置。3、本設備采用流水線設計方式,非常便于實際操作,大大提高生產效率。4、設備配置酸洗槽、電解槽、清洗槽、鈍化槽、清洗槽。5、槽體采用防腐10mm PP材料制作,符合環保要求。6、提供的技術服務,包括設備的調試及電解拋光技術培訓。
電解拋光注意事項:1.工件下槽前不能有水跡,否則會使工件上產生麻點。2.拋光液不可接觸皮膚。3.作業人員在操作時需要戴好勞動保護用具,必須避免藥液與皮膚的接觸。4.廢液在排放時需要加入片堿中和到中性(PH值為7)時排放。5.本產品不燃不爆,但應避免陽光直射,不使用時封好蓋后在45攝氏度以下存放。
要用途: 本品用于所有不銹鋼200、300和400系列奧氏體和馬氏體材料的電解拋光,屬于通用無鉻光亮型配方。用于提高工件表面的粗糙度和光澤度,效果明顯。拋光后的表面粗度可達Ra0.2~0.5μ接近鏡面效果.光澤持久、美觀大方。特性與優點:
。 本品屬于亮光型配方,出光快速、數分鐘即可拋至鏡光亮,有同類產品無法比擬的光澤度和質感; 。 對不銹鋼材料的通用性極強,徹底解決了同行產品需嚴格區分200、300和400材料的弊端,保證所有不銹鋼和不銹鐵材料都能電解拋出同樣的光亮效果,方便客戶在不同材質之間的切換帶極大便利、有效節約投資成本; 。 與傳統配方相比,本品絕不含鉻酸、環保,大大節約環保廢水處理投資; 。 本品使用電壓低、電流消耗小,與傳統產品相比電能節約1倍以上; 。 與同行同類產品相比,本產品使用穩定、壽命較長,維護管理十分簡便;
電解拋光設備款式齊全,前海燈鼎實業(漳州市分公司)為您提供電解拋光設備款式齊全產品案例,聯系人:楚先生,電話:【0527-88266222】、【17768165506】。











