


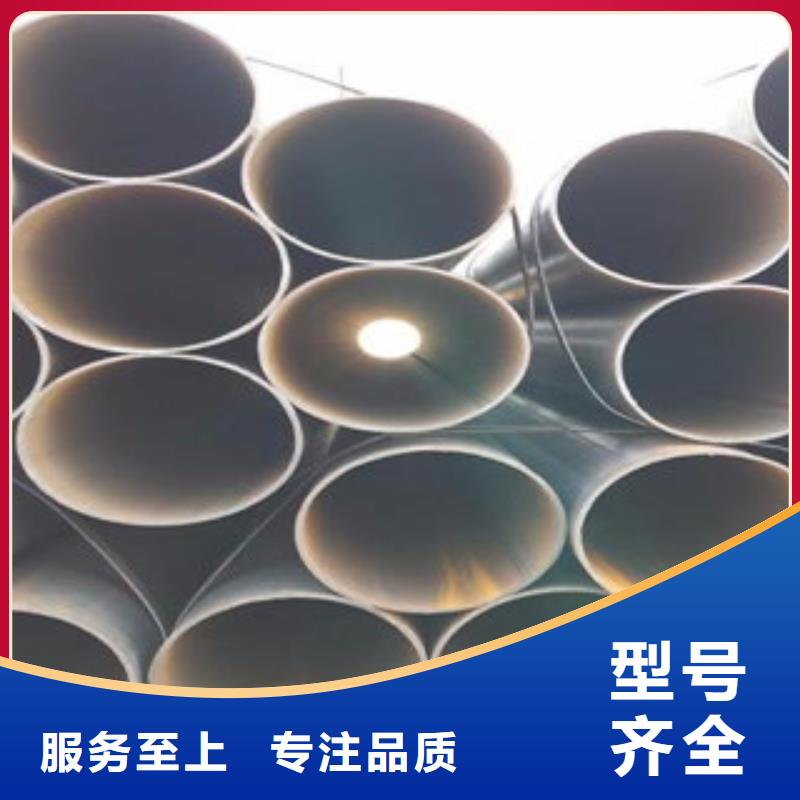
以下是:十堰市張灣區(qū)焊管-值得信賴的產品參數(shù)
產品參數(shù) 產品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管-供應范圍覆蓋湖北省、十堰市、張灣區(qū)、茅箭區(qū)、鄖縣、鄖西縣、竹山縣、竹溪縣、房縣、丹江口市等區(qū)域。 【天鑫達】業(yè)務覆蓋多元場景,提供以下產品和服務:茅箭無縫鋼管價格無中間商廠家直銷、丹江口無縫鋼管價格現(xiàn)貨充裕、房縣無縫鋼管價格敢與同行比質量、鄖縣無縫鋼管價格專注細節(jié)專注品質等。焊管-值得信賴,天鑫達無縫鋼管生產廠家(十堰市張灣區(qū)分公司)為您提供焊管-值得信賴產品案例,聯(lián)系人:劉經理,電話:【18853178958】、【18853178958】。 湖北省,十堰市,張灣區(qū) 張灣區(qū),隸屬湖北省十堰市,位于十堰市中部,東經110°26′~110°57′,北緯32°23′~32°47′之間,面積657平方千米,屬亞熱帶季風氣候。截至2021年10月,張灣區(qū)下轄2個鄉(xiāng)、2個鎮(zhèn)、4個街道、1個開發(fā)區(qū)、1個工業(yè)新區(qū),政府駐車城路街道公園路85號。截至2020年11月1日零時,張灣區(qū)常住人口為431859人。
為了給您提供更的焊管-值得信賴產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:十堰張灣焊管-值得信賴的圖文介紹十堰張灣天鑫達無縫鋼管生產廠家位于槐蔭區(qū)經十西路紅旗鋼材市場東院。是一家致力研發(fā)生產銷售 無縫鋼管價格為一體的廠家。主要產品有: 無縫鋼管價格等。公司一貫堅持“質量先行,顧客至上,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,多次被評為:“重質量,守信譽”的企業(yè),竭誠與國內外商家雙贏合作,共同發(fā)展,共創(chuàng)輝煌!竭誠期待你的來電!0527-88266888
焊接速度?焊接速度也是焊接工藝主要參數(shù)之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在高頻焊管時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區(qū)寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區(qū)變寬,而且熔化區(qū)寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規(guī)定值時易產生缺陷。?
因此在高頻焊管時,應在機組的機械設備和焊接裝置所允許的 速度下,根據(jù)不
開口角?
開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩(wěn)定性有關,對焊接質量的影響很大。?
減小開口角時,邊緣之間的距離也減小,從而使鄰近效應加強,在其它條件相同的情況下便可增大邊緣的加熱溫度,從而提高焊接速度。開口角如果過小時,將使會合點到擠壓輥中心線的距離加長,從而導致邊緣并非在 溫度下受到擠壓,這樣便使焊接質量降低,功率消耗增加。?
同規(guī)格品種選擇合適的焊速。
感應器及阻抗器的放置位置
5.1感應器的放置位置
?感應器的放置位置(距擠壓輥中心線的距離)對焊接質量影響很大。距擠壓輥中心線較遠時,有效加熱時間長,熱影響區(qū)寬,使焊縫強度降低;反之邊緣加熱不足,也使焊縫強度降低。感應器應與管同心放置,其前端與擠壓輥中心線距離大約等于或小于管徑(小管是1.5倍的管徑)為 狀態(tài)。
阻抗器的放置位置
阻抗器(磁棒)的放置位置不但對焊接速度有很大影響,而且對焊接質量也有影響。
管坯的幾何尺寸及形狀要求
6.1焊管坯的幾何尺寸
管坯的寬度和厚度偏差大,會改變邊緣的加熱溫度和擠壓量,合格的產品必須要求管坯的寬度和厚度在公差范圍之內。
6.2管坯形狀及相接形式
如果管坯邊緣存在撓曲、鐮刀彎及波皺等現(xiàn)象,通過成型機時就會偏離孔型中心,造成帶鋼兩邊彎曲。軋輥調整不良也會造成帶鋼跑偏或管坯扭曲等缺陷,造成影響焊接質量或根本無法焊接的后果。
管坯兩端焊接時要求兩端全部厚度相接,管坯兩邊緣不但要平直而且要平行。縱剪帶鋼時圓盤剪刃間隙過大或刀刃磨損嚴重造成帶鋼邊緣毛刺過大,也易產生焊接后裂紋。
7 帶鋼邊緣質量
帶鋼邊緣質量的好壞將影響高頻感應的加熱結果,從而影響焊縫的質量。在管坯成型后應保證帶鋼兩邊緣平行,否則會出現(xiàn)尖角效應,從而影響焊縫質量。
188電5317話8958
高頻焊管質量影響
編輯
高頻焊管生產中操作對焊接質量的影響
1 輸入熱量?
因為焊接工藝的主要參數(shù)之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:
N = Ep·Ip
式中 N——輸出功率,kW;
??Ep——屏壓,kV;
??Ip——屏流,A〔1〕?。
當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。
當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態(tài)組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。
生產流程編輯
生產工藝流程主要取決于產品品種,從原料到成品需要經過一系列工序,完成這些工藝過程需要相應的各種機械設備和焊接、電氣控制、檢測裝置,這些設備和裝置按照不同的工藝流程要求有多種合理布置,高頻焊管典型流程:縱剪―開卷―帶鋼矯平―頭尾剪切―帶鋼對焊―活套儲料―成型―焊接―毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗―探傷檢測―打印和涂層―成品。
質量影響編輯
高頻焊管生產中操作對焊接質量的影響
1 輸入熱量?
因為焊接工藝的主要參數(shù)之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:
N = Ep·Ip
式中 N——輸出功率,kW;
??Ep——屏壓,kV;
??Ip——屏流,A〔1〕?。
今年在十堰市張灣區(qū)購買焊管-值得信賴有了新選擇,天鑫達無縫鋼管生產廠家(十堰市張灣區(qū)分公司)始終堅守以用戶為中心的服務理念,將品質作為發(fā)展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的焊管-值得信賴產品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:劉經理-【18853178958】,地址:槐蔭區(qū)經十西路紅旗鋼材市場東院。











