

以下是:宜春市樟樹市螺旋鋼管、螺旋鋼管供應商的產品參數【全通】業務覆蓋多領域場景,主營上高螺旋鋼管核心技術、銅鼓螺旋鋼管的圖文介紹、奉新螺旋鋼管貨源直供、高安螺旋鋼管品種全、袁州螺旋鋼管技術先進、靖安螺旋鋼管追求細節品質、宜豐螺旋鋼管廠家直銷貨源充足等產品服務。螺旋鋼管、螺旋鋼管供應商_全通管道(宜春市樟樹市分公司)quantong328-6,聯系人:王總,鹽山縣城南開發區。 江西省,宜春市,樟樹市 秦始皇二十六年(前221年),始建新淦縣,治于淦陽(今樟樹市城區)。五代南唐昇元二年(938年),劃出新淦縣以北地區,另撥新淦縣的崇學鄉和高安縣的建安鄉、修德鄉在蕭灘鎮(宋改稱臨江鎮)建清江縣(袁贛二水匯流蕭灘,江水清澈,以水名縣)。1988年10月26日,撤銷清江縣,設立樟樹市。樟樹市自古有“八省通衢之要沖,贛中工商之鬧市”之稱,浙贛鐵路穿境而過,京九鐵路和105國道縱穿南北,贛粵高速公路和滬瑞高速公路橫貫東西,樟樹港與南昌、九江港并稱為贛江三大港口。樟樹市有墓葬、古建筑、石雕、碑刻等文物保護點1000余處。2016年12月,被列為第三批新型城鎮化綜合試點地區。2019年,被列為知識產權強縣工程示范縣(區)。
想要探索螺旋鋼管、螺旋鋼管供應商的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。
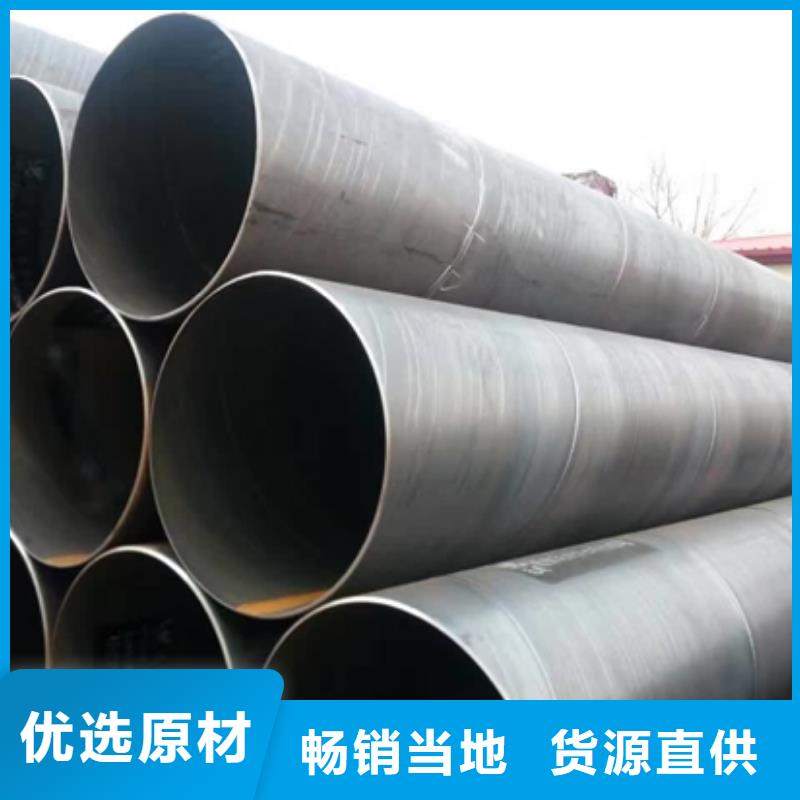
以下是:宜春樟樹螺旋鋼管、螺旋鋼管供應商的圖文介紹宜春樟樹全通管道有限公司多年來秉承“追求卓越,用心鑄造好品質”的企業核心理念,與時俱進,推行品牌運營戰略,使公司 螺旋鋼管產品有著優良的性價比以及快捷的服務特點,以“誠信為本、務實創新、強化管理、力創新高”的經營方針,打造充滿活力和競爭力的企業,用務實的姿態與海內外客商精誠合作,攜手共創美好明天。
螺旋鋼管成型中,螺旋鋼管的成型過程中,鋼板要變形均勻,殘余應力小,表面不要產生劃傷,所以制作螺旋鋼管的鋼板的選擇要慎重,表面要均勻不要有劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面,有其他工藝無法比擬的優勢,可滿足用戶在螺旋鋼管規格方面更多的要求。
螺旋鋼管的直徑和尺寸規格范圍要靈活掌握,利用自身具有的良好優勢,們組更多用戶的廣泛需求,是螺旋鋼管能夠得到普及和推廣。螺旋鋼管主要工藝特點:成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在螺旋鋼管規格方面更多的要求。采用先進的雙面埋弧焊的工藝,可在位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量。對鋼管進行的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了產品質量。整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。
一般通過肉眼觀察,借助標準樣板、量規和放大鏡等工具進行檢驗。若焊縫表面出現缺陷,焊縫內部便有存在缺陷的可能。物理方法的檢驗:物理的檢驗方法是利用一些物理現象進行測定或檢驗的方法。材料或工件內部缺陷情況的檢查,一般都是采用無損探傷的方法。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。受壓容器的強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作的容器和管道的焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后的產品不用排水處理,對于排水困難的產品尤為適用。但試驗的危險性比水壓試驗大。進行試驗時,必須遵守相應的技術措施,以防試驗過程中發生事故。致密性檢驗:貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗來發現。
致密性檢驗方法有:煤油試驗、載水試驗、水沖試驗等。靜水試驗每根鋼管應做靜水壓試驗而無滲漏現象,試驗壓力按下試計算P=2ST/D式中S—靜水壓試驗的試驗應力Mpa,靜水試驗的試驗應力按相應鋼帶標準規定屈服度小值(Q235為235Mpa)的60%選取。穩壓時間:D<508試驗壓力保持時間不少于5秒;D≥508試驗壓力保持時間不少于10秒4無損檢測鋼管的補焊焊縫、鋼帶對頭焊縫及環向縫應進行X射線或超聲波檢驗。
根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的。焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。
借助于X射線攝影可以看到。由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋鋼管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此還是被廣泛采用著。Q235B螺旋鋼管螺旋鋼管的常用標準一般分為:SY/T5037杠2000(行業標準、也叫普通流體輸送管道用螺旋縫埋弧焊鋼管)、GB/T9711.1杠1997.(國標、也叫石油天然氣工業輸送鋼管交貨技術條件部分:A級鋼管(要求嚴格的有GB/T9711.2B級鋼管和GB/T9711.3C級鋼管))、API杠5L(美國石油協會標準、也叫管線鋼管;其中分為PSL1和PSL2兩個級別)、SY/T5040杠92(樁用螺旋縫埋弧焊鋼管)?承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036杠83)是以熱軋鋼帶卷作管坯,經常溫螺旋成型,用雙面埋弧焊法焊接,用于承壓流體輸送的螺旋縫鋼管。
鋼制管道一般是用Q235碳素鎮靜鋼為原料加工生產的,由于其具有較大的機械強度,可以承受較大的內外壓力,可以制作成直徑超過800mm的輸水管道,是目前我國為常用的大口徑埋地管道之一。將鋼制管道用于長江中下游軟土地基中,可以利用鋼材的自身抗拉強度來抵消管道因地基不均勻沉降造成的較大軸向力,具有良好的適應地基變形的能力,但鋼制管道也存在耐腐蝕性較差、防腐施工繁瑣、運輸困難、工程造價較高等缺點。
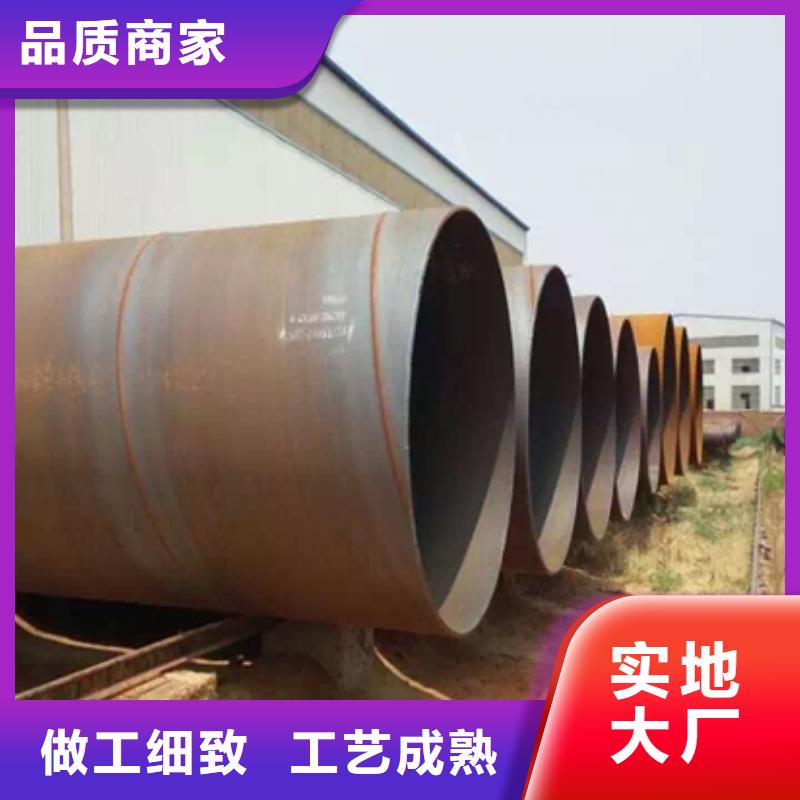
我公司主要經營螺旋鋼管,雙面埋弧焊螺旋管,大口徑螺旋管,大口徑厚壁螺旋鋼管,普通流體輸送用螺旋管材質有,Q235B、Q345(16Mn)等材質螺旋焊管。螺旋焊管統稱的種類:螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。
因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊管。1.承壓流體輸送,用螺旋縫埋弧焊鋼管SY5036-83,主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管SY5038-83,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;一般低壓流體輸送用螺旋縫埋弧焊鋼管SY5037-83,采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
選購螺旋鋼管、螺旋鋼管供應商來宜春市樟樹市找全通管道(宜春市樟樹市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王總,地址:[鹽山縣城南開發區]。













