


以下是:蘇州市張家港市精密鋼管包郵現貨直銷的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 山東 名稱 功誠 是否出口 否 范圍 精密鋼管包郵直銷供應范圍覆蓋江蘇省、蘇州市、張家港市、虎丘區、吳中區、相城區、姑蘇區、吳江區、常熟市、昆山市、太倉市等區域。 【功誠】業務覆蓋多元場景,提供以下產品和服務:吳江高壓鍋爐管廠家案例、相城高壓鍋爐管快速發貨、姑蘇高壓鍋爐管極速發貨、吳中高壓鍋爐管以質量求生存等。精密鋼管包郵現貨直銷,功誠鋼管制造(蘇州市張家港市分公司)為您提供精密鋼管包郵現貨直銷,聯系人:姜培功,電話:【13734492806】、【15206581953】。 江蘇省,蘇州市,張家港市 2022年,張家港市實現地區生產總值3302.39億元,其中,產業增加值30.60億元,第二產業增加值1671.11億元,第三產業增加值1600.68億元。三次產業比重為0.9∶50.6∶48.5。按常住人口計算,全市人均地區生產總值22.87萬元。
為了展現精密鋼管包郵現貨直銷產品的優勢,我們呈現了制作的產品視頻。幾分鐘的沉浸,將讓您對這款產品有更深入的了解。
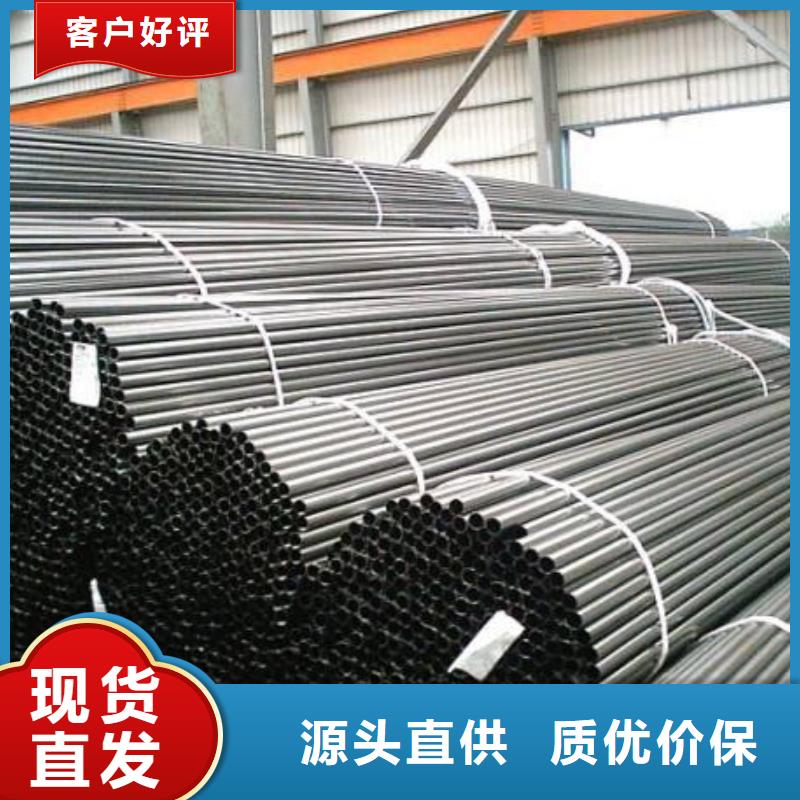
以下是:蘇州張家港精密鋼管包郵現貨直銷的圖文介紹
精密無縫鋼管淬火溫度在A3+(30~50)℃,在實際操作中,一般是取上限的。偏高的淬火溫度可以使工件加熱速度加快,表面氧化減少,且能提高工效。為使工件的奧氏體均勻化,就需要足夠的保溫時間。如果實際裝爐量大,就需適當延長保溫時間。不然,可能會出現因加熱不均勻造成硬度不足的現象。但保溫時間過長,也會也出現晶粒粗大,氧化脫碳嚴重的弊病,影響淬火質量。我們認為,如裝爐量大于工藝文件的規定,加熱保溫時間需延長1/5。因為精密無縫鋼管淬透性低,故應采用冷卻速度大的10%鹽水溶液。工件入水后,應該淬透,但不是冷透,如果精密無縫鋼管在鹽水中冷透,就有可能使工件開裂,這是因為當工件冷卻到180℃左右時,奧氏體迅速轉變為馬氏體造成過大的組織應力所致。因此,當淬火工件快冷到該溫度區域,就應采取緩冷的方法。由于出水溫度難以掌握,須憑經驗操作,當水中的工件抖動停止,即可出水空冷(如能油冷更好)。另外,工件入水宜動不宜靜,應按照工件的幾何形狀,作規則運動。靜止的冷卻介質加上靜止的工件,導致硬度不均勻,應力不均勻而使工件變形大,甚至開裂。
精密無縫鋼管的焊接,不但要嚴格控制焊接規范參數,而且焊接操作對焊接接頭質量有著至關重要的影響。
1)氬弧焊打底焊。將管件處于水平轉動位焊接,焊接時采用短弧,焊槍盡可能與工件表面垂直,有利于氬氣對焊接熔池的保護。焊槍和焊絲可稍作橫向擺動,保證坡口兩側熔透。同時,要控制好熔池溫度防止產生焊穿和焊瘤缺陷。在接頭部位,要用手提砂輪打磨弧坑,將弧坑處的收弧裂紋和氣孔等焊接缺陷,然后繼續引弧焊接。
2)焊條電弧焊填充焊。應采用短弧焊接,且熱輸入量不宜過大。若采用長弧焊接,不僅會出現電弧燃燒不穩定、熔深淺、熔化金屬飛濺大及合金元素燒損加劇等問題,而且容易產生咬邊、未焊透等缺陷,同時空氣中的N2、O2等有害氣體易進入熔池,在焊縫中形成氣孔缺陷。焊接時焊條可作小月牙形運條,在坡口兩側要停留0.5~1S,焊接層間必須徹底清理焊渣,發現有氣孔等焊接缺陷時,用手提砂輪將焊接缺陷除掉收弧時必須將弧坑填滿,以免產生弧坑裂紋。各層間的接頭應錯開,不得有重疊。
3)焊條電弧焊蓋面焊。焊接電流比填充層稍小些,應選擇正確的焊條角度,運條要均勻,防止在坡口邊緣產生咬邊缺陷。焊縫余高要控制在1~3mm,避免焊接接頭在使用中產生應力集中。
總經理姜培功攜全體員工愿與新老客戶朋友本著誠實守信、互惠互利原則,以真誠的心架起彼此合作的橋梁,互相支持,共同發展,為 高壓鍋爐管行業的美好明天而共同努力。
今年在蘇州市張家港市購買精密鋼管包郵現貨直銷有了新選擇,功誠鋼管制造(蘇州市張家港市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的精密鋼管包郵現貨直銷產品。如需購買或咨詢,請隨時聯系我們,聯系人:姜培功-【15206581953】,地址:高新技術產業開發區。









