以下是:張家口市張北縣異型管參數詳情的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 異型管參數詳情供應范圍覆蓋河北省 張家口市 宣化區、下花園區、張北縣、康保縣、沽源縣、尚義縣、蔚縣、陽原縣、懷安縣、萬全區、懷來縣、涿鹿縣、赤城縣、崇禮區等區域。 【千鶴】以匠心打造多元場景產品,涵蓋宣化精密管廠家直銷大量現貨、康保精密管好品質用的放心、尚義精密管工廠批發、蔚縣精密管重信譽廠家、陽原精密管快速生產、萬全精密管專注產品質量與服務、涿鹿精密管優質原料等。異型管參數詳情,千鶴鋼管(張北縣分公司)lcqh1587-6為您提供異型管參數詳情產品案例,聯系人:賀經理,發貨地:經濟開發區。 河北省,張家口市,張北縣 張北縣,隸屬河北省張家口市,位于河北省西北部,內蒙古高原南緣的壩上地區。地處北緯40°57'~41°34',東經114°10'~115°27'之間。全縣總面積4185平方千米,屬中溫帶大陸性季風氣候,年平均氣溫3.2℃。截至2021年10月,張北縣轄7個鎮、11個鄉,縣政府駐張北鎮。截至2022年2月,張北縣有戶籍人口35.6萬人,常住人口30.8萬人。
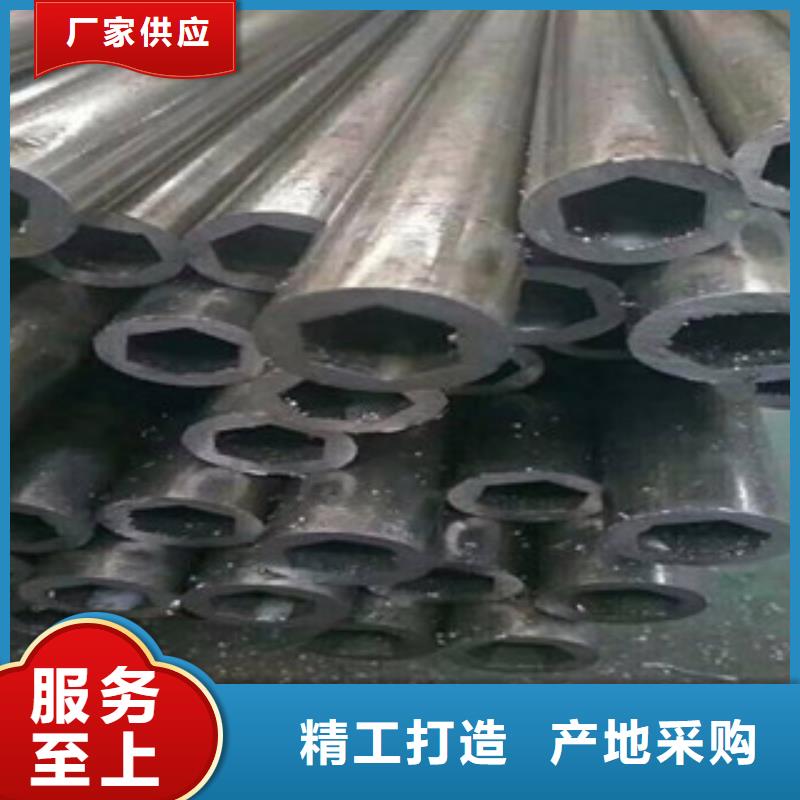
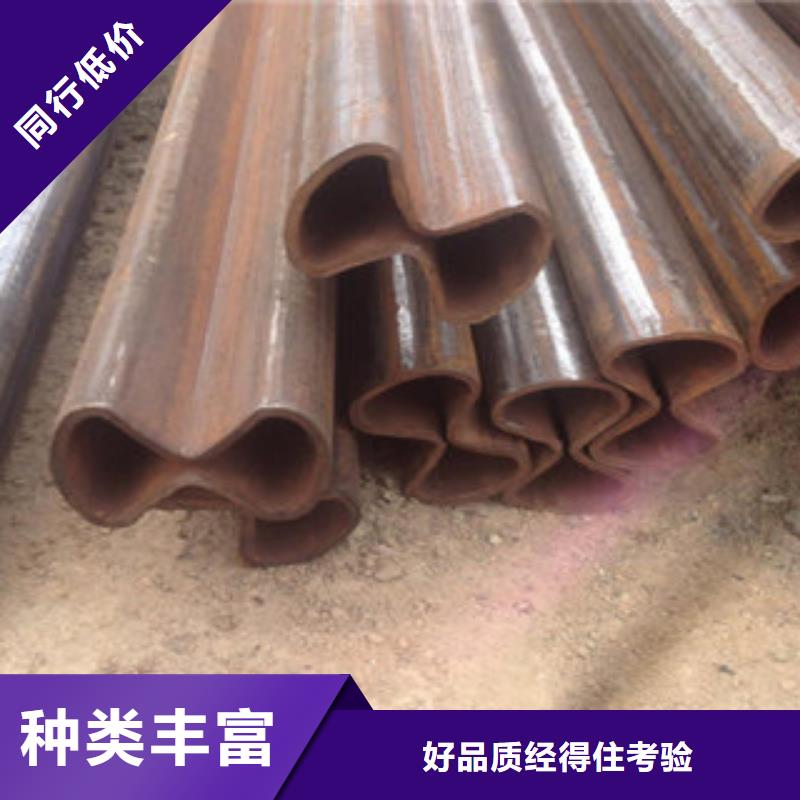
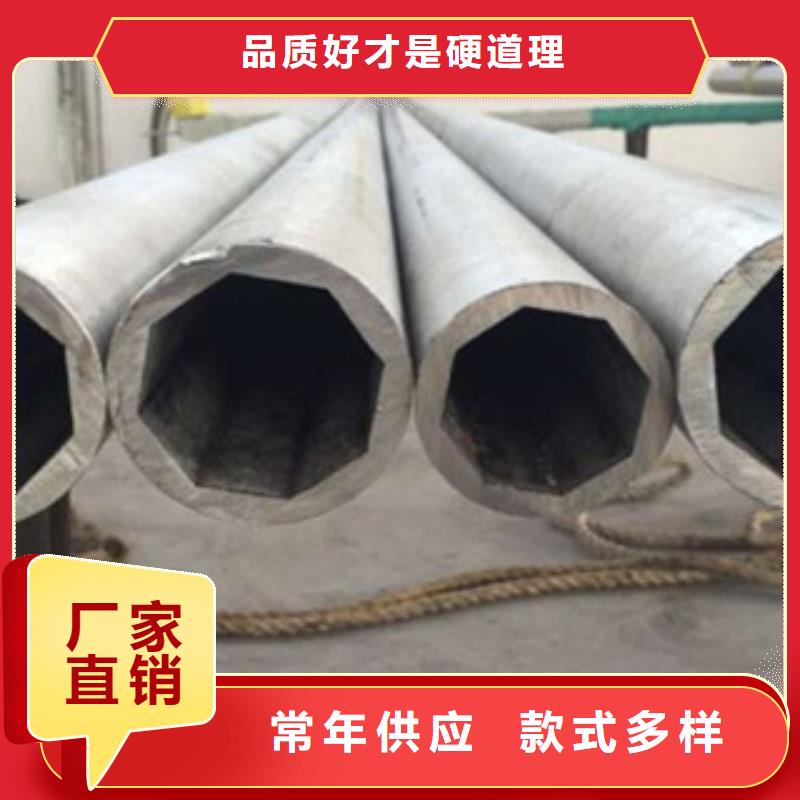
我們為您呈現了一部精彩絕倫的異型管參數詳情產品視頻,讓您感受產品的獨特之處。以下是:異型管參數詳情的圖文介紹
異型管拉伸試驗主要有以下步驟:(一)用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;(二)根據異型管的拉伸強度和原始標本截面積估計的大負荷,配置相應的擺錘,選擇合適的測力度盤;(三)開始試機,使表上升約10mm,為了重量板凳系統的影響。倡議旨在調整指針為零,主動驅動的指針和指針靠攏,調整自動繪圖設備;(四)先將異型管樣品裝夾在上夾頭內,再將下夾頭移動到合適的夾持位置,后夾緊試件下端;(五)開動試驗機,預加少量載荷(載荷對應的應力不能超過異型管材料的比例極限),然后卸載到零,以檢查試驗機工作是否正常;(六)啟動試驗機,加載緩慢而均勻地旋轉仔細觀察指針和策劃力測量繪圖設備的圖形。注意捕獲的屈服載荷值,計算其屈服點應力的記錄。在屈服階段,加載速度可以更快。將達到大,遵守“縮頸”的現象。試樣斷裂立即停止,記錄的大負荷值;(七)取下異型管拉伸標本、記錄紙;(八)用游標卡尺測量斷后標距及縮頸處小直徑。
您的需求,是我們創造的動力;您的滿意,給予我們好的回報與獎勵。為了滿足您的需求,我們將不斷地完善,致力優良的 精密管產品及完善的售后服務! “真誠合作”、“務實創新”、“貼心服務”、“發展共贏”是張家口張北千鶴鋼管有限公司的承諾,我們愿與各界朋友攜手共進,共創未來。
螺旋管生產工藝:1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2)帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。3)成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4)采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5)采用外控或內控輥式成型。6)采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7)內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8)焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9)采用空氣等離子切割機將鋼管切成單根。10)切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11)焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12)帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13)每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。14)管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
要防止異型管轉爐噴濺的產生,需要采取以下方法:一、吹煉過程槍位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提槍。二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的爐底高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現爐底上漲較高,要及時采取措施進行處理,處理爐底操作應采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化程度.
您是想要在張家口市張北縣采購高質量的異型管參數詳情產品嗎?千鶴鋼管(張北縣分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的異型管參數詳情產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:賀經理,地址:《經濟開發區》。










