| 產品參數 | |
|---|---|
| 產品價格 | 2.4/平米 |
| 發貨期限 | 1天 |
| 供貨總量 | 57863 |
| 運費說明 | 汽運 配貨 |
| 小起訂 | 20 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | HDPE |
| 產品品牌 | 中齊 |
| 產品規格 | 6m*50m |
| 發貨城市 | 泰安 |
| 產品產地 | 泰安 |
| 加工定制 | 是 |
| 產品型號 | 0.3-2.5mm |
| 可售賣地 | 全國 |
| 產品重量 | 200g-1900g |
| 產品顏色 | 黑色 白色 |
| 質保時間 | 電儀 |
| 外形尺寸 | 6m*50m |
| 適用領域 | 公路 水利 環保 養魚 垃圾場防滲 |
| 是否進口 | 否 |
| 產品功率 | 18mpa |
| 工作溫度 | 15度 |
| 抗拉強度 | 10.8kn |
| 斷裂伸長率 | 600% |
| 屈服伸長率 | 11% |
| 直角撕裂強度 | 120N |
| 滲滲透系數 | 1*10-11 |
| 范圍 | 復合土工膜施工視頻供應范圍覆蓋山西省、太原市、大同市、長治市、晉城市、陽泉市、朔州市、晉中市、運城市、忻州市、臨汾市、呂梁市 鹽湖區、臨猗縣、萬榮縣、聞喜縣、稷山縣、新絳縣、絳縣、垣曲縣、夏縣、平陸縣、芮城縣、永濟市、河津市等區域。 |



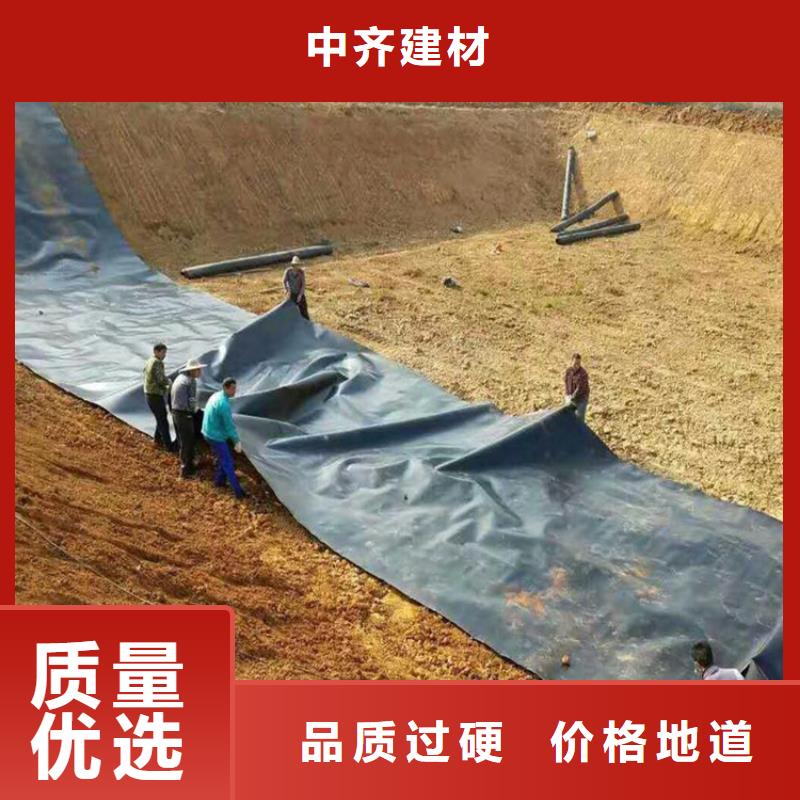
HDPE防滲土工膜即是防滲膜廢物填埋場防滲土工膜施工工藝步驟流程為1.鋪設、取舍→對正、搭齊→壓膜定型→擦洗塵土→焊接實驗→焊接→檢查→修補→復檢→檢驗。技術要點鋪設時盡量削減拼接量,拉扯土工膜,不許壓出死折,焊縫便于在條件下能到達滿意的防滲效果。
鋪設土工膜時,應從較低部位開端向高位延伸。不要拉得過緊,應留滿足余幅(大約1.5%),以備部分下沉拉伸。坡面鋪設時,可根據工程實際情況,以接縫起碼、便于施工、取舍合理為準則來斷定平行或垂直于較大斜度線鋪設,接縫應避開彎角,設在平面處。
土工膜施工時,斜度較大處,設置軟梯,施工人員在軟梯進行土工膜的焊接接縫施工。鋪設過程中,應盡量削減焊縫,特別是穿插焊縫,以削減滲漏危險,在展膜過程中,制止強力拉扯土工膜,不許壓出死折,焊縫。焊接時,必定要把其上的浮土擦潔凈,不然上下膜之間無法熱合到一起。若要與修建物根底聯接,必定要將土工膜展平不要出折,為封邊供給良好的操作條件。需設排氣口的當地應在排氣口和土工膜觸摸處進行結實的不漏水的封焊。假如沉降的響,這種封焊還應規劃成柔性的以答應整向運動。
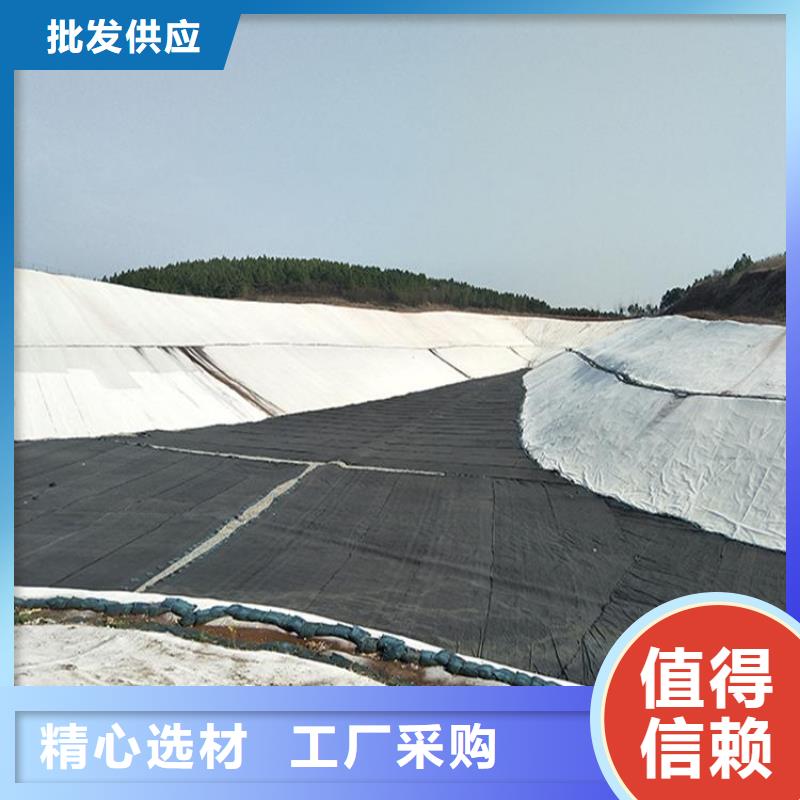
鋪設的HDPE土工膜折皺較少,低透水性土層密實度較大,其上表面光滑:b.鋪設的HDPE土工膜有一定的折皺,低透水性土層密實度較小,其上表面不光滑:式中:Q為復合襯墊中HDPE土工膜上一個圓孔的滲漏率,m3/s;a為土工膜上小圓孔的面積,m2;h為土工膜上水頭,m;Ks為復合襯墊中持力土層的滲透系。滲漏量與HDPE土工膜下持力土層的滲透性、密實度、接觸表面相關。Giroud和Bonaparte通過分析研究和模型測試,提出了下面兩個經驗公式來計算穿過復合襯墊中HDPE土工膜上一個圓孔的滲漏量。
光面HDPE土工膜與其它材料之間的摩擦角較土的摩擦角小,很容易沿界面產生滑動。光面HDPE土工膜與其它材料之間的摩擦角見表1.表1光面HDPE土工膜與其它材料之間的摩擦角從表1可知,光面HDPE土工膜與土工織物間的摩擦角較小(小于11°)。垃圾衛生填埋場設計中,斜坡上的HDPE土工膜一般選用加糙的HDPE土工膜,以增加其抗滑能力。
土工膜能夠效果在大型的防水阻隔的水利工程上,能夠阻隔有毒液體,凈化環境的效果,也能夠用在修建地基道路地基上的。用處效果:廣泛應用于水利、塘壩,交通隧洞,修路、機場、排水,房屋、環保等很多范疇,在工程中主要起防滲水、防護、加固等效果。
目標:項目Project單位面積質量gm01000補白包裝標準:寬2-6m,長50-100m(或按用戶請求)膜材厚度mm03-05開裂強力KNm縱橫向開裂伸長率%30-100CBR頂破強力KN≥110撕破。
每一種土工布都是存在自個的運用范圍,在特定的運用范圍之中這種土工膜是較合適的。不合適于市場需要的土工膜也是不會產生的,即是由于這么的一個原因所以咱們如今能看見的絕大多數的土工膜都是存在自個的工程運用場所。現代有機化學的發展讓許多的資料都是成為了有機資料,咱們如今的土工膜的內層膜也是,這種資料并不是一種資料而是一個資料調集的統稱或許說是人工資料。這種資料能夠完成根據咱們需要的定制,在關于強度請求很高的場合咱們能夠生產出分子之間作用力非常大的資料,這種資料的強度即是非常的高的,別的也是如此。
HDPE土工膜焊接質量的好壞是復合土工膜防滲性能成敗的關鍵,所以務必做好土工膜的焊接,確保焊接質量,因此,土工膜焊接應由生產廠家派專業技術人員到現場操作,指導,培訓,采用土工膜專用焊接設備進行。本工程土工膜焊接采用800-900型熱合土工膜焊接機,土工布采用手提式封包機縫接。
焊接前用電吹風吹去膜面上的砂子、泥土等臟物,膜面干凈,在焊接部分的底下墊一條長木板,以便焊機在平整的基面上行走,焊接質量,正式焊接前,根據施工氣溫進行試焊,確定行走速度和施焊溫度,一般掌握行走速度1.5~2.5m/s,施焊溫度為220~3000C。兩布一膜HDPE土工膜焊接流程焊接工藝:一幅土工膜鋪好后,將需焊接的邊翻疊(約60cm寬),二幅反向鋪在一幅膜上,調整兩幅膜焊接邊緣走向,使之搭接10cm。拼接焊縫兩條,每條寬10mm,兩條焊縫間留有10mm的空腔,用此空腔檢查其焊縫質量。
名片")