| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 20/件 |
| 發(fā)貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運(yùn)費(fèi)說明 | 電聯(lián) |
| 質(zhì)量等級 | A |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 全國 |
| 產(chǎn)品產(chǎn)地 | 山東 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進(jìn)口 | 否 |
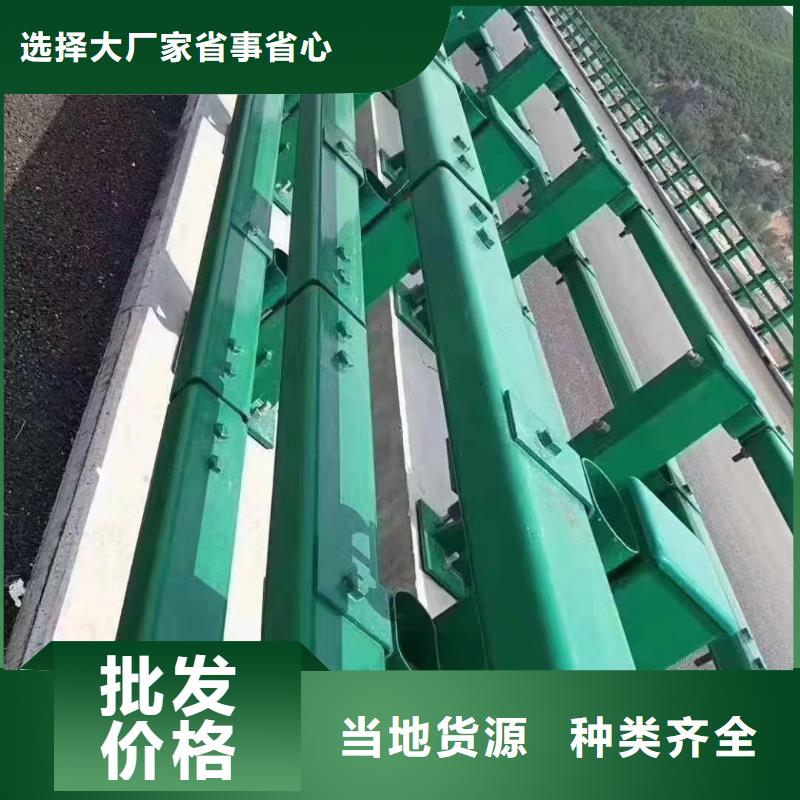
| 范圍 | 新田高速公路護(hù)欄供應(yīng)范圍覆蓋湖南省、長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 零陵區(qū)、冷水灘區(qū)、祁陽市、東安縣、雙牌縣、道縣、江永縣、寧遠(yuǎn)縣、藍(lán)山縣、新田縣等區(qū)域。 |
欄")
材料根據(jù)施工圖紙和設(shè)計(jì)要求,采購工程所需各種原材料。欄桿確定材料符合圖紙?jiān)O(shè)計(jì)要求無誤后,才得進(jìn)入加工車間加工制作,確保不合格材料不進(jìn)現(xiàn)場使用。制作工藝各項(xiàng)欄桿按照圖紙?jiān)O(shè)計(jì)要求并根據(jù)圖紙所示圖樣和現(xiàn)場實(shí)際規(guī)格尺寸制作。 材料進(jìn)入現(xiàn)場制作安裝之前做防銹處理,制作過程中,定位尺寸要準(zhǔn)確,該磨口的地方磨口。保證角度拼裝準(zhǔn)確精細(xì)。進(jìn)行拼裝時(shí),焊接部位要焊平,對接部位要嚴(yán)密,保證平整度橫平豎直。焊接部位的焊口必須滿焊,做到焊口無斷縫,漏焊,無沙眼,焊口要打磨光滑,平整度達(dá)標(biāo)。 護(hù)墻欄桿加工為半成品用鋼絲輪除銹,表面進(jìn)行防銹處理完好后再做面漆處理,保證欄桿表面的整潔。施工:項(xiàng)目負(fù)責(zé)人人,負(fù)責(zé)人人,焊工人,安裝工人,油漆工人。主要機(jī)具安排:預(yù)埋件及鐵藝護(hù)欄安裝水平安裝工藝鐵藝護(hù)欄均按照所提供的標(biāo)準(zhǔn)線為欄桿安裝水平標(biāo)準(zhǔn)。 安裝工藝產(chǎn)品到達(dá)施工現(xiàn)場后按圖紙上所規(guī)定的位置及尺寸準(zhǔn)確安裝就位,確定好標(biāo)高及垂直平整度。應(yīng)按照甲方要求與圖紙?jiān)O(shè)計(jì)要求進(jìn)行定位,確保達(dá)到設(shè)計(jì)要求與驗(yàn)收規(guī)范。預(yù)埋件安裝根據(jù)圖紙?jiān)O(shè)計(jì)要求和施工現(xiàn)場的實(shí)際情況準(zhǔn)確無誤的定位,避免造成不在一條平行線上。 欄")
焊接時(shí)盡量做到不擺動(dòng)、 多道焊接, 以減少焊接過程中的成分稀釋。 不銹鋼復(fù)合鋼管的焊接坡口原則上采用機(jī)械加工, 在施工現(xiàn)場時(shí)也可采用等離子弧切割和火焰切割等方法來加工坡口, 但是需要留有足夠的加工余量以備坡口加工面的氧化層和過熱層。 從焊接工藝的角度,不銹鋼復(fù)合鋼管可以采用焊條電弧焊進(jìn)行焊接, 也可以采用埋弧焊結(jié)合焊條電弧焊的焊接工藝。 內(nèi)襯不銹鋼復(fù)合鋼管過渡層的熔融金屬成分復(fù)雜,為了使金屬成分的梯度不至于過大, 因此, 采用熱輸入稍大的 SMAW 焊。 過渡層焊接的焊條宜選擇工藝性能較好的酸性焊條 E4303, 標(biāo)準(zhǔn) 2.5 mm。 不銹鋼復(fù)合鋼管采用 V 形坡口單面焊接工藝時(shí), 基層部分的焊接也應(yīng)選取高鉻鎳奧氏體焊材, 否則會(huì)在基層與過渡層及坡口部分焊縫熔合區(qū)形成馬氏體組織, 甚至出現(xiàn)微裂紋。 為減小焊縫金屬熔合比, 基層焊接應(yīng)采用較小的焊接線能量分道焊接, 盡可能地減少電弧在坡口處的停留時(shí)間。欄")
因此, 要想很好地完成不銹鋼復(fù)合管過渡層的焊接, 對于焊接材料的選取(根據(jù)舍弗勒相圖)、 焊工的資質(zhì)、 焊接坡口型式、 及焊接工藝參數(shù)都有特定的要求。 為了避免不銹鋼層與基體界面處出現(xiàn)的合金元素的稀釋、 碳元素的遷移等, 過渡層的焊接是保證復(fù)合管焊接質(zhì)量的關(guān)鍵。 [8] 由于內(nèi)襯不銹鋼復(fù)合鋼管生產(chǎn)工藝和技術(shù)的限制, 目前, 國產(chǎn)的復(fù)合管的基層和復(fù)合層還不能完全熔焊在一起, 因此在實(shí)際焊接中具有一定難度。 內(nèi)襯不銹鋼復(fù)合鋼管的復(fù)合層和基層之間沒有熔焊在一起, 所以在組對焊接前必須進(jìn)行封焊, 根據(jù)不銹鋼管的焊接特點(diǎn), 在焊接過程中當(dāng)熱輸入較大, 冷卻較慢時(shí), 易產(chǎn)生熱裂紋、 變形等缺陷。 而 GTAW 焊的熱輸入較小, 且氬氣流除可以保護(hù)高溫金屬外, 還具有一定的冷卻作用, 能提高焊縫抗裂能力, 同時(shí)鎢極電弧穩(wěn)定, 即在很小的焊接電流下仍可穩(wěn)定燃燒, 特別適用于薄壁管的焊接。 因此, 封焊層采用 GTAW 焊接。 鎢極直徑根據(jù)管壁厚選擇, 管壁越厚所需焊接電流越大, 即鎢極直徑越大。 因襯管壁厚為 1.5~2mm (襯管厚度), 因此, 采用準(zhǔn) 2.5 mm 的 WCe-20 鎢極, 噴嘴直徑為 10 mm。欄")
不銹鋼復(fù)合管是一種以碳鋼或低鉻鉬合金鋼(珠光體鋼) 為基體、 以高合金不銹鋼為復(fù)層材料, 通過堆焊、 爆炸復(fù)合和熱軋復(fù)合等工藝手段將兩種金屬結(jié)合在一起的節(jié)能材料。 基層材料承擔(dān)著管道的承壓作用,質(zhì)量占鋼管總質(zhì)量的大部分; 復(fù)層材料是能滿足工藝管道耐腐蝕性要求的高合金不銹鋼材料, 厚度通常為 3mm。 不銹鋼復(fù)合鋼管主要為在碳鋼或低鉻鉬合金鋼無縫鋼管內(nèi)壁堆焊高合金不銹鋼材質(zhì)和不銹鋼復(fù)合鋼板通過卷制焊接而成的直縫鋼管, 既具有基層材料鋼管的強(qiáng)度和剛度, 又具有復(fù)層材料良好的耐腐蝕性能, 非常適合石油化工裝置耐高溫、 抗腐蝕的要求,如常減壓裝置的常壓側(cè)線柴油管道、 常壓轉(zhuǎn)油線及減壓轉(zhuǎn)油線等場合, 在催化裂化和延遲焦化等裝置也有廣泛的應(yīng)用。欄")
施(永州市分公司)名片")