

以下是:宿州市埇橋區焊管品牌廠家的產品參數【天鑫達】持續拓展產品矩陣,現有蕭縣H型鋼廠家暢銷本地、靈璧H型鋼廠家匠心工藝、碭山H型鋼廠家供應商、泗縣H型鋼廠家當日價格等,滿足不同場景需求。焊管品牌廠家_天鑫達特鋼有限責任公司(宿州市埇橋區分公司),固定電話:【18853178958】,移動電話:【18853178958】,聯系人:楊經理,鋼材市場。 安徽省,宿州市,埇橋區 埇橋歷史悠久,春秋時即為古“宿國”封地,秦漢時已是“舟車會聚、九州通衢之地”,隋朝開“通濟渠”后成為“扼汴控淮”的軍事重鎮。孔子在此演習周禮。孔子高徒、中華民族先賢人物——“孝圣”閔子騫在此出生。白居易在此成長至青年始赴長安成名,白居易在《埇橋舊業》中稱宿州為“埇城”。王籍、韓愈、蘇軾、袁枚等留下燦爛詩篇。近現代埇橋籍文化名人如梅純一、李百忍、楊在葆、李炳淑等眾多。這里既是陳勝、吳廣大澤鄉起義舊址,又是淮海戰役決勝中原的故地。
想知道焊管品牌廠家產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
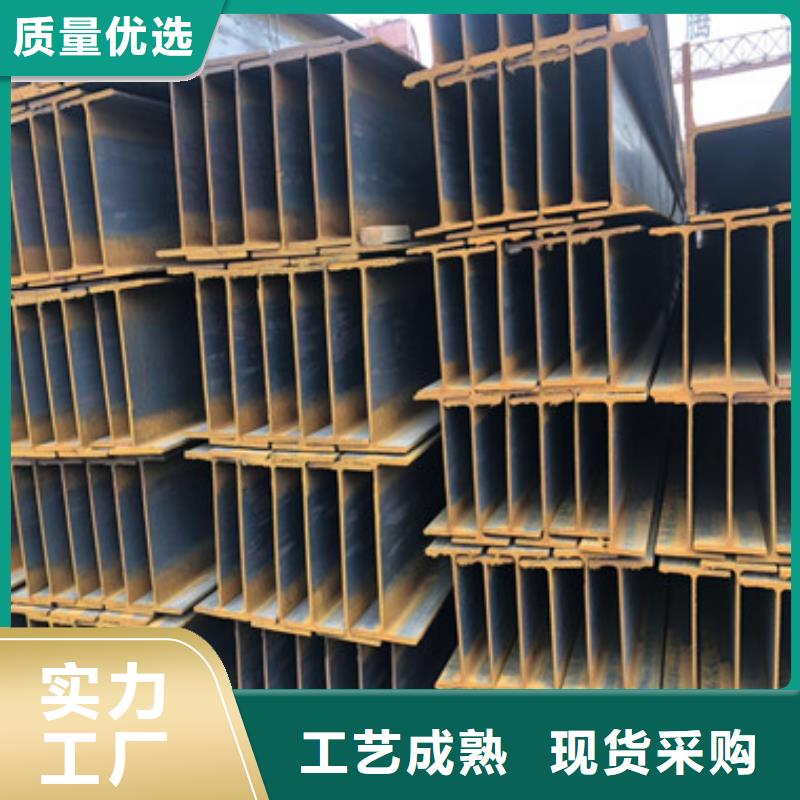
以下是:宿州埇橋焊管品牌廠家的圖文介紹
山東天鑫達特鋼有限責任公司
20年 H型鋼廠家領域深耕
經驗豐富
多種 H型鋼廠家產品型號
可供選擇
多種 H型鋼廠家產品配件
快速匹配
雄厚的技術力量
質量有保障
H型鋼廠家廠家直銷
價格合理
用途編輯
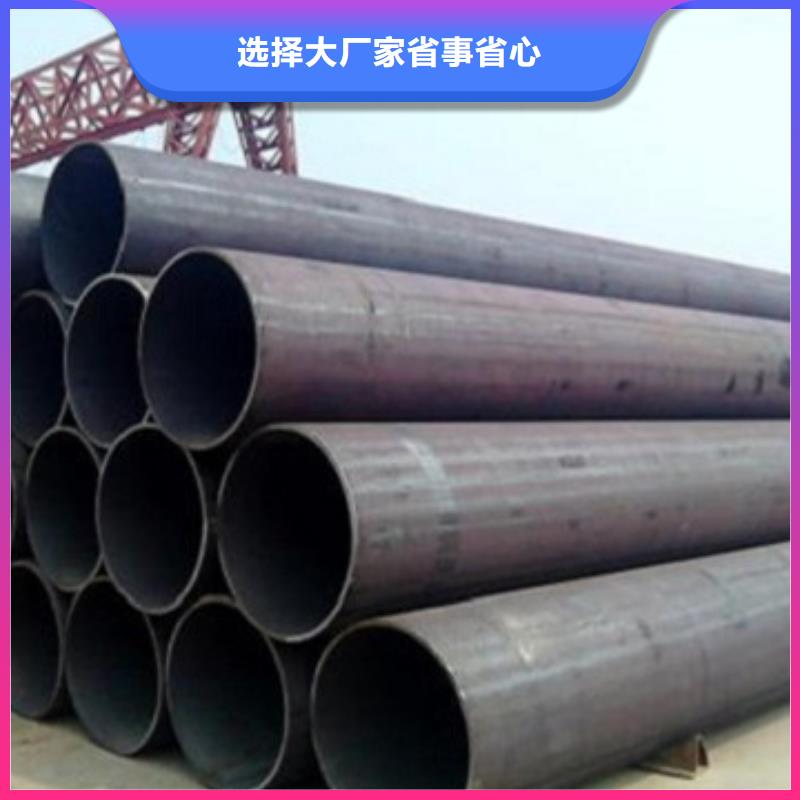
直縫鋼管在國內主要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設。
作液體輸送用:給水、排水。
作氣體輸送用:煤氣、蒸氣、液化石油氣。
作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。 [3] 高頻焊管其特點是:焊接速度大,焊接熱影響區小,焊接對工件可以不清理,可焊薄壁管,可焊金屬管。基本介紹編輯
電晶體(固態)
全自動高焊焊管機設備
設備標牌
電晶體高頻機它以節能環保.使用.壽命長.焊接品質優良等優點,深受制管,等工業的信賴,更是焊管高頻的換代產品, 它也是中國高頻市場的一大變革.生產流程編輯
生產工藝流程主要取決于產品品種,從原料到成品需要經過一系列工序,完成這些工藝過程需要相應的各種機械設備和焊接、電氣控制、檢測裝置,這些設備和裝置按照不同的工藝流程要求有多種合理布置,高頻焊管典型流程:縱剪―開卷―帶鋼矯平―頭尾剪切―帶鋼對焊―活套儲料―成型―焊接―毛刺―定徑―探傷―飛切―初檢―鋼管矯直―管段加工―水壓試驗―探傷檢測―打印和涂層―成品。高頻焊管質量影響
編輯
高頻焊管生產中操作對焊接質量的影響
1 輸入熱量?
因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:
N = Ep·Ip
式中 N——輸出功率,kW;
??Ep——屏壓,kV;
??Ip——屏流,A〔1〕?。
當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。
當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。
生產流程
埋弧焊直縫鋼管采用的焊接工藝為埋弧焊技術,采用填充物焊接,顆粒焊劑埋弧。生產的口徑可以達到是埋弧焊直縫鋼管的英文簡稱,埋弧焊直縫鋼管的生產工藝有JCOE成型技術、卷制成型埋弧焊技術。當口徑較大時可能用兩塊鋼板進行卷制,這樣會形成雙焊縫的現象。可以執行的標準低壓流體鋼管生產標準,石油天然氣鋼管生產使用標準,還可以執行美國API 5L管線鋼管執行標準。承壓參數主要有2ST/T,S為強度,T為壁厚。現在埋弧焊已經發展成為,有雙絲埋弧焊,還有多絲埋弧焊,效率更進一步提高。
直縫焊管生產工藝:
生產效率高,成本低,發展較快。厚壁焊管規格強度一般比直縫焊管高,厚壁焊管規格能用較窄的坯料生產管徑較大的焊管, 厚壁焊管規格還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,厚壁焊管規格焊縫長度增加30~,而且厚壁焊管規格生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用厚壁焊管規格。
大口徑直縫焊管主要生產流程說明:
1. 板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產線后,首先進行全板超聲波檢驗;
2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;
3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率;
4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,后形成開口的"O"形
5. 預焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;
6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管內側進行焊接;
7. 外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接;
8. 超聲波檢驗Ⅰ:對直縫焊鋼管內外焊縫及焊縫兩側母材進行的檢查;
9. X射線檢查Ⅰ:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度;
10. 擴徑:對埋弧焊直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態;
11. 水壓試驗:在水壓試驗機上對擴徑后的鋼管進行逐根檢驗以保證鋼管達到標準要求的試驗壓力,該機具有自動記錄和儲存功能;
12. 倒棱:將檢驗合格后的鋼管進行管端加工,達到要求的管端坡口尺寸;
13. 超聲波檢驗Ⅱ:再次逐根進行超聲波檢驗以檢查直縫焊鋼管在擴徑、水壓后可能產生的缺陷;
14. X射線檢查Ⅱ:對擴徑和水壓試驗后的鋼管進行X射線工業電視檢查和管端焊縫拍片;
15. 管端磁粉檢驗:進行此項檢查以發現管端缺陷;
16. 防腐和涂層:合格后的鋼管根據用戶要求進行防腐和涂層。 [1]
選購焊管品牌廠家來宿州市埇橋區找天鑫達特鋼有限責任公司(宿州市埇橋區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:楊經理-【18853178958】,地址:[鋼材市場]。










