

以下是:吉林市永吉縣球墨鑄鐵管、球墨鑄鐵管生產廠家-值得信賴的產品參數
品牌 健暉 材質 球墨鑄鐵 型號 齊全 類型 規(guī)格 齊全 可定制 是 范圍 球墨鑄鐵管、球墨鑄鐵管-供應范圍覆蓋吉林省、吉林市、永吉縣、龍?zhí)秴^(qū)、船營區(qū)、區(qū)、蛟河市、樺甸市、舒蘭市、磐石市等區(qū)域。 【健暉】業(yè)務覆蓋多元場景,提供以下產品和服務:球墨鑄鐵井蓋分類和特點、蛟河球墨鑄鐵井蓋現貨銷售、船營球墨鑄鐵井蓋重信譽廠家、龍?zhí)肚蚰T鐵井蓋源頭廠家經驗豐富、樺甸球墨鑄鐵井蓋廠家案例、舒蘭球墨鑄鐵井蓋品質優(yōu)選等。球墨鑄鐵管、球墨鑄鐵管生產廠家-值得信賴,健暉鑄造(吉林市永吉縣分公司)為您提供球墨鑄鐵管、球墨鑄鐵管生產廠家-值得信賴,聯系人:呂俠,電話:【0527-88266888】、【17768165506】。 吉林省,吉林市,永吉縣 永吉縣,隸屬吉林省吉林市,介于東經125°48′~126°40′,北緯43°18′~43°53′之間。地處吉林省中東部,東與吉林市區(qū)接壤,南與樺甸、磐石兩市相鄰,西和長春市雙陽區(qū)隔河(飲馬河)相望,北與長春市的九臺區(qū)、吉林市的船營區(qū)及區(qū)前二道鄉(xiāng)毗連。行政區(qū)域總面積2625平方千米,2020年,永吉縣常住總人口42萬人。
想要更直觀地了解球墨鑄鐵管、球墨鑄鐵管生產廠家-值得信賴產品嗎??產品視頻,帶你走進產品世界以下是:吉林永吉球墨鑄鐵管、球墨鑄鐵管生產廠家-值得信賴的圖文介紹
根據生產工藝的要求,新使用的管模必須干凈內壁的粘附油脂和雜物,管模內壁的打點要均勻、深度不超過0.3至0.5mm。生產工藝要求鐵水在感應電爐內高溫時間不得超過30分鐘,DN100—1000mm管子的澆注溫度為1380—1500℃。對鐵水質量調查發(fā)現,鐵水在感應電爐內高溫時間過長,超過30min。澆注溫度也有時偏高,有時偏低,不符合生產工藝要求。另外,流槽與管模間距離過大、流槽出鐵口彎頭形狀不當、流槽出鐵口距承口位置較遠以及翻包量過大、管模轉速過高也是導致拉管質量缺陷產生的重要原因。、球墨鑄鐵管線試壓前應進行部分回填后再行試壓,管身至少回填0.5米高度的土,以防止管子移動及漂浮。接口可留出不回填,方便檢查漏水。b、球墨鑄鐵管件的支墩、錨固設施混凝土應已達到設計強度;管線兩端堵頭及千斤頂應滿足試驗壓力的需要,不允許用閥門做堵板。
抗壓縮:用兩塊鋼板膠圈軟膠的一段,例如截取10mm長的一段膠圈,使其壓縮30%(模仿膠圈裝入球墨鑄鐵管承口后,被壓縮30~35%)在常溫壓縮狀態(tài)下停放7天后松開看膠圈的恢復量,變形越小,恢復越快,說明品質越好。若松開后1~2小時內不能基本恢復回或膠圈已經發(fā)生 變形,那么膠圈質量不合格,甚至使用了再生橡膠的概率非常大。
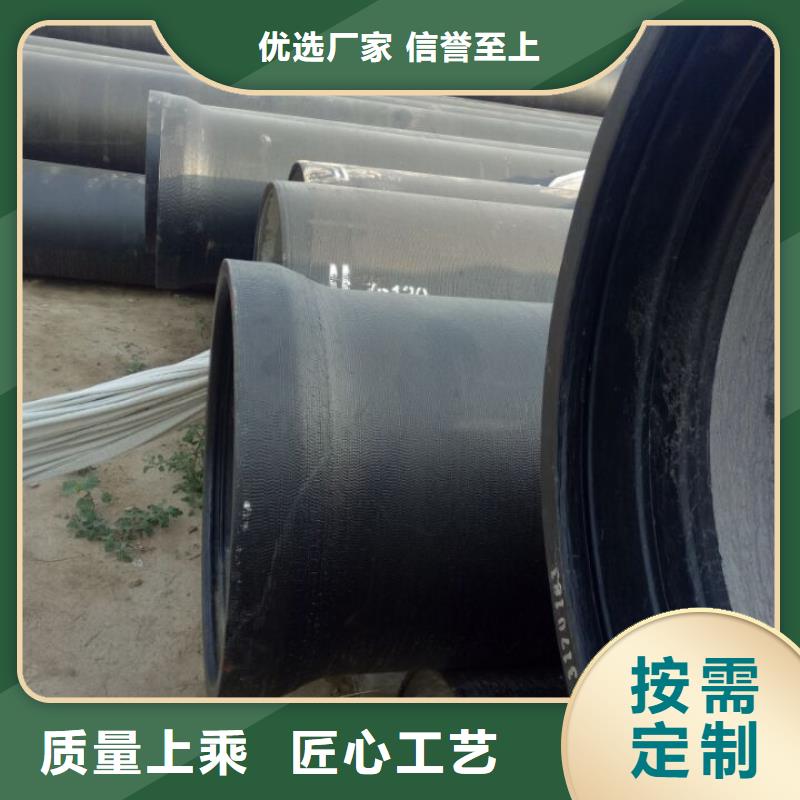
離心球墨鑄鐵管質量缺陷主要有:重皮、氣孔與、夾渣夾雜、滲漏、水壓打等。重皮、氣孔與和夾渣夾雜質量缺陷總共占百分之七十多,可見上述三種質量缺陷是導致球墨鑄鐵管綜合合格率低的主要原因。對離心機生產情況進行檢查發(fā)現,在使用過的管模中,有些新使用的管模內壁粘附油脂和雜物不到位,有些舊管模存在龜裂紋,內壁打點稀、淺。
球墨鑄鐵管主要稱之為離心球墨鑄鐵管,它具有鐵的本質、鋼的性能,防腐性能優(yōu)異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業(yè)給水、輸氣,輸油等。是供水管材的 ,具有很高的性價比。與PE管材相比,從安裝時間上,球墨管比PE管安裝更簡單快捷,且安裝后內外承壓力更好;從密閉性和防腐性上來看,球墨管安裝后的密閉性更好,也可以通過多種防腐手段提高防腐蝕性能;從水力性能來看,因球墨管規(guī)格一般指內徑,PE管規(guī)格一般指外徑,因為同等規(guī)格條件下,球墨管能實現更大的徑流量;從綜合安裝維護造價來看,球墨管有著更加優(yōu)越的性價比。內壁噴鋅,水泥沙漿防腐材料等。球墨鑄鐵管主要稱之為離心球墨鑄鐵管,它具有鐵的本質、鋼的性能,防腐性能優(yōu)異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業(yè)給水、輸氣,輸油等,具有很高的性價比。
吉林永吉健暉鑄造有限公司全體員工以嚴謹求實的工作態(tài)度及誠信可靠的服務理念為客戶提供 球墨鑄鐵井蓋產品。 目前公司正以“科技強兵,質量強企”的指導思想研發(fā)更多 球墨鑄鐵井蓋系列產品,公司以為客戶提供各種型號與價位的多層次銷售策略為思想,獲得新老客戶的認可,您的信任是我們不竭的進步動力。吉林永吉健暉鑄造有限公司將以優(yōu)良的 球墨鑄鐵井蓋產品與服務答謝新老客戶。
消失模鑄造澆注系統設計需注意什么?
(1)消失模鑄造液態(tài)金屬充型過程中,泡沫模具液化、氣化后退讓出的空間被金屬液所占據,如果金屬液充型速度慢,造成時間間隙過大,會造成局部坍塌的危險。充型速度快,造成泡沫模具不能充分氣化,在型內增加殘渣量。
(2)澆注系統設計要考慮模樣束擺放方便。同時滿足干砂能充填到模樣的所有內腔,避免模樣平面處于水平位置,以及盲孔處于水平或向下的位置。
(3)要考慮模樣束擺放方便,同時還要考慮到干砂能填充到模樣的全部內腔,避免模樣的平面處于水平位置,以及盲孔處于水平或向下的位置。
(4)澆注系統的設計要保證模樣束的整體強度。尤其是上涂料以后要保證內澆道等連接處能夠承受搬運、振動填砂等操作。
(5)澆注系統多采用簡單的形式。以縮短金屬液流經的距離。直澆道與鑄件模樣之間的距離不可過小,以保證液態(tài)金屬充型過程中不因砂型溫度升高而使模樣變形。
6)金屬液壓頭應超過金屬前沿的界面氣體壓力,以防嗆火(反噴)。晉城市三利通鑄管有限公司
7)澆注系統的設計應該有利于金屬液順利平穩(wěn)地充滿整個型腔,而且具有較強的減渣、消渣和排氣能力;具有良好的集渣、存氣功能,以獲得無缺陷的優(yōu)質鑄件。
(8)只有具有一定厚度的吃砂量,在真空后才能產生足夠的強度,形成堅硬的鑄型,使其能承受住金屬液靜壓力的作用。
在吉林市永吉縣采買球墨鑄鐵管、球墨鑄鐵管生產廠家-值得信賴到健暉鑄造(吉林市永吉縣分公司),無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯系人:呂俠-【17768165506】。













