以下是:湖南省邵陽市鍍鋅型材熱鍍鋅工字鋼廠家批發價的產品參數
走進真實的場景,感受產品的獨特魅力!我們的鍍鋅型材熱鍍鋅工字鋼廠家批發價視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:湖南邵陽鍍鋅型材熱鍍鋅工字鋼廠家批發價的圖文介紹


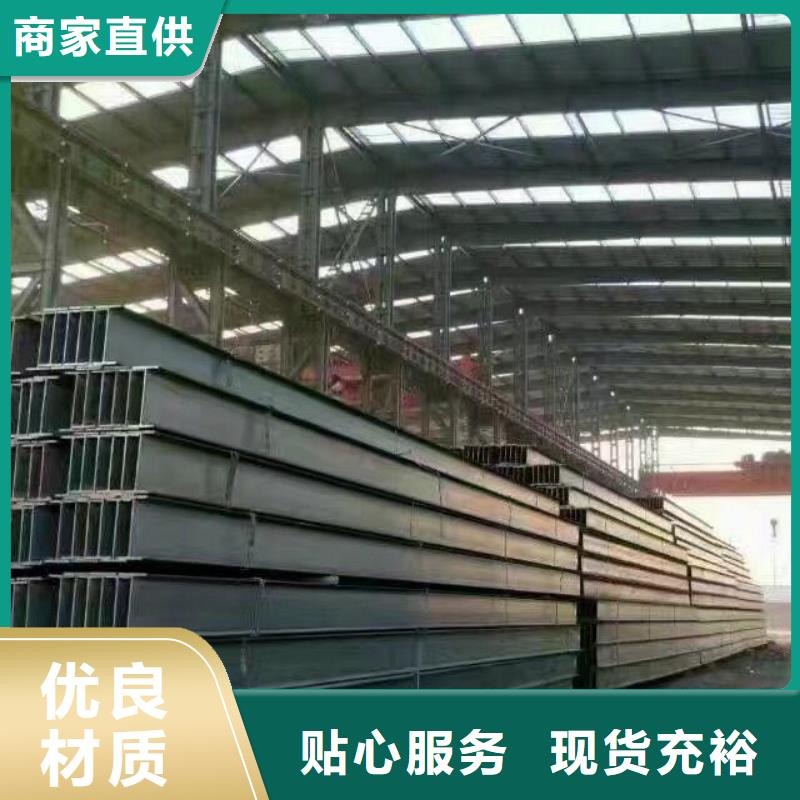
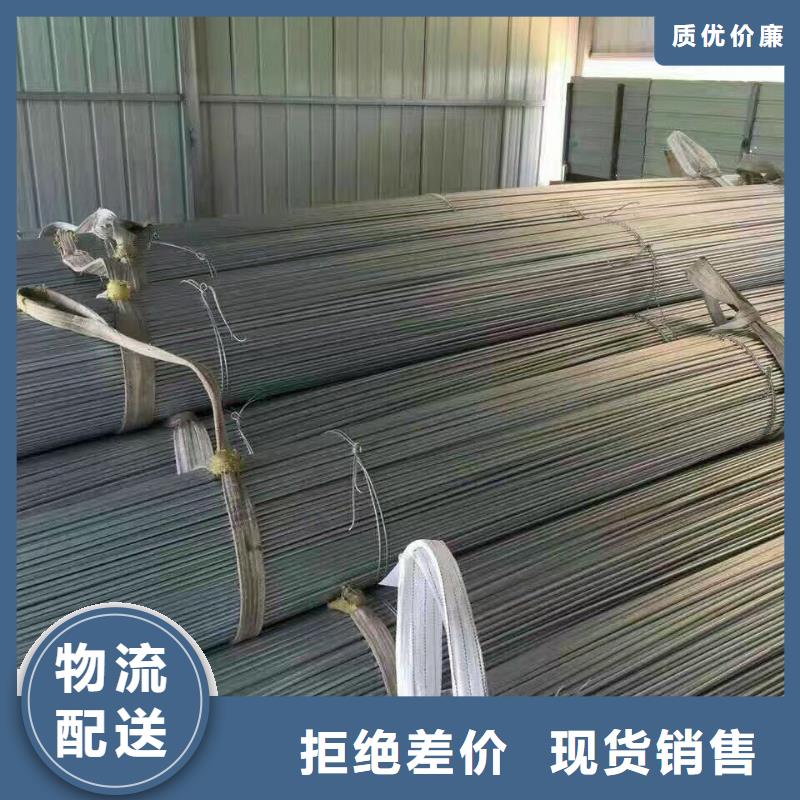
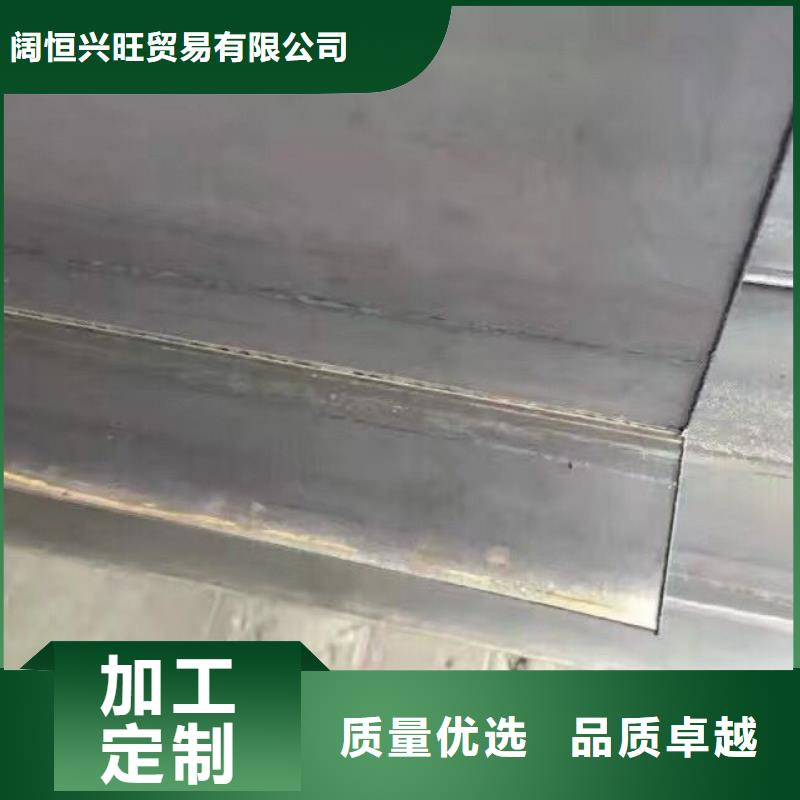
闊恒興旺貿易(邵陽市分公司)地處韓家墅鋼材市場,本公司是集生產加工經營于一體的大型企業,本公司常年銷售 熱鍍鋅h型鋼。公司成立以來深受諸多單位的支持與信賴,現已評為“信譽單位”、“重合同單位”。公司與各大廠商長期合作,進貨渠道穩定、資金雄厚,贏得新老客戶的信賴,“經營方式靈活,為客戶服務,為單位解難。”質量優,價格合理,我單位憑借良好的信譽,完善的服務、充足的貨源在國內同行業中有口皆碑!


據蘭格鋼鐵云商平臺監測數據顯示來看:截7月至27日,唐山正豐產5#角鋼價格為4100元,較上周同期價格漲30元;唐山電力產的16-18#槽鋼價格為4120元,較上周同期價格漲10元;鼎金產的14-20#工字鋼價格為4140元,與上周同期價格持平;唐山鑫億源產125*125的H型鋼價格為4160元,與上周同期價格持平。(以上均為過磅含稅出廠價格)行情回顧:周初唐山型材價格略有下調,幅度為20-30元,但隨著期螺再度走強,環保限產消息接連不斷,對鋼價形成一定支撐,坯料走強,帶動型價攀高。
受臺風“安比”,周內唐山多降雨,市場成交主要集中在低位,高位仍顯弱,但環保限產仍在繼續,鋼廠挺價情緒強。周五,唐山再次啟動污染天氣應急減排措施,7月27日12時至7月31日24時,全市燒結機、豎爐全部停產,鑄造企業停產,企業集群停產涉及軋鋼企業,因此在期螺大漲助力下,市場心受到鼓舞,型價漲勢擴大,部分封庫待漲。軋鋼廠排產和庫存情況:本周軋鋼廠開工率有所回升,成品庫存也相應上升,但整體壓力不顯,廠商仍存挺價意愿。
截止7月26日統計唐山31家型鋼廠51條生產線,停產或檢修29條,開工率為43%:8條工開5,19條槽開11,21條角開5,3條H開1。庫存:截止7月26日統計唐山28家型材廠成品材庫存合42.5萬噸,較上周(7月19號)增加4.5萬噸,上升12%。后期來看,環保限產大背景下,鋼廠庫存不會有明顯增加,低庫存運行將常態。下周正處月初交界處,市場各方壓力將有所減輕,鋼廠挺近意愿強,價格下跌空間有限。
不過考慮終端需求仍弱,持續大漲空間也不大,環保利好支撐,穩增長政策保駕護航,預計下周唐山型材價格將延續高位震蕩格局。 唐山型材跌幅加大,主流資源普跌90-150元,節前補庫需求遲遲不見釋放,成交也無明顯改觀,市場低價資源頻出。據蘭格鋼鐵云商平臺監測數據顯示來看:截9月28日,唐山正豐產5#角鋼價格為4200元,較上周同期價格跌120元;唐山電力產的16-18#槽鋼價格為4250元。
較上周同期價格跌90元;鼎金產的14-20#工字鋼價格為4240元,較上周同期價格跌150元;唐山鑫億源產125*125的H型鋼價格為4400元,較上周同期價格跌60元。(以上均為過磅含稅出廠價格)行情回顧:本周恰逢中秋假期,市場交投氛圍淡,假期型價累跌10-40元。節后市場延續弱勢,并在期螺、鋼坯加速下跌,社會庫存數據大增,市場需求難有釋放等多重利空打壓下,價格繼續深跌,短短3日跌幅已達百元,市場弱勢氛圍漸濃。




小面積的點蝕在不減薄設計厚度的情況下,可以采用焊補打磨直至合格。2.1.3在下料時必須核對鋼板的牌號、規格和表面質量情況,在確認無疑后才可下料。2.2施工設備及工具:2.2.1切割下料設備主要包括數控火焰切割機、數控等離子切割機、直條切割機、半自動切割機等。
在氣割前,先檢查整個氣割系統的設備和工具全部運轉正常,并確保的條件下才能運行,而且在氣割過程中應注意保持。2.2.3檢測及標識工具分別為:鋼尺、卷尺、石筆、記號筆等。3.切割操作工藝:3.1在進行自動切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。3.2根據自動切割及半自動切割方式的不同,調整各把割的距離,確定后拖量,并考慮割縫補償;在切割過程中,割傾角的大小和方向主要以鋼板厚度而定,割嘴傾角與割件厚度的關系及切割余量如下表所示:割嘴傾角與割件厚度的關系割件厚度<10≥10傾角方向后傾垂直傾角度數10°-15°0°鋼板切割余量表切割方式材。
數控火焰切割機根據板厚調整切割參數,切割參數包括割嘴型號、氧氣壓力、切割速度和預熱火焰的能量等,工藝參數的選擇主要根據氣割機械的類型和可切割的鋼板厚度,對未割過的鋼板,應試割同類鋼板,確定切割參數,同時檢查割咀氣通暢性。在進行半自動切割時,應將導軌放在被切割鋼板的平面上,然后將切割機輕放在導軌上。使有割炬的一側面向操縱者,根據鋼板的厚度選用割嘴,調整切割直度和切割速度。3.4氣割前去除鋼材表面的污垢,油脂,并在下面留出一定的空間,以利于熔渣的吹出。
氣割時,割炬的移動應保持勻速,割件表面距離焰心尖端以2~5mm為宜,距離太近會使切口邊沿熔化,太遠熱量不足,易使切割中斷。3.5在進行厚板切割時,預熱火焰要大,氣割氣流長度超出工件厚度的1/3。割嘴與工件表面約成10°~20°傾角,使零件邊緣均勻受熱。為了防止氣割變形,操作過程中應注意以下幾個方面:3.6.1在鋼板上切割不同尺寸的工件時,應先切割小件,后割大件;3.6.2窄長條形板的切割,長度兩端留出50mm不割,待割完長邊后在割斷,或者采用多割炬的對稱切割的方法。


鍍鋅型材熱鍍鋅工字鋼廠家批發價_闊恒興旺貿易(邵陽市分公司),固定電話:【15802234444】,移動電話:【022-26808329】,聯系人:楊經理,韓家墅鋼材市場。
名片")