
以下是:臨滄市永德縣無縫管廠家-可來廠考察的產品參數【金厚源】業務覆蓋多元場景,提供以下產品和服務:鳳慶無縫管產品細節參數、鎮康無縫管源廠直銷、臨翔無縫管敢與同行比質量、云縣無縫管低價貨源等。無縫管廠家-可來廠考察,金厚源鋼管(臨滄市永德縣分公司)專業從事無縫管廠家-可來廠考察,聯系人:趙學會,電話:【0527-88266222】、【17768165506】,以下是無縫管廠家-可來廠考察的詳細頁面。 云南省,臨滄市,永德縣 永德縣是滇緬邊境傳統通道,東控南汀河,西扼怒江。四周與耿馬傣族佤族自治縣、鎮康縣、龍陵縣、施甸縣、昌寧縣、鳳慶縣、云縣7縣為鄰。縣有德黨鎮,故取名永德。氣候總體屬南亞熱帶與北熱帶交匯的河谷季風氣候,地勢東南西高,向北傾斜,形如桑葉,是中國南藥訶子主產地,中國澳洲堅果之鄉,中國芒果之鄉,中國訶子之鄉,糖料基地縣,省級茶葉、畜牧、商品糧、玉米制種基地,云南省天然旅游風景區。主要景點有永德大雪山自然保護區、永德土佛等。
不要猶豫,花一分鐘時間觀看我們的無縫管廠家-可來廠考察產品視頻吧!您將發現更多令人贊嘆的細節和優勢,為您的購買決策提供有力參考。以下是:臨滄永德無縫管廠家-可來廠考察的圖文介紹
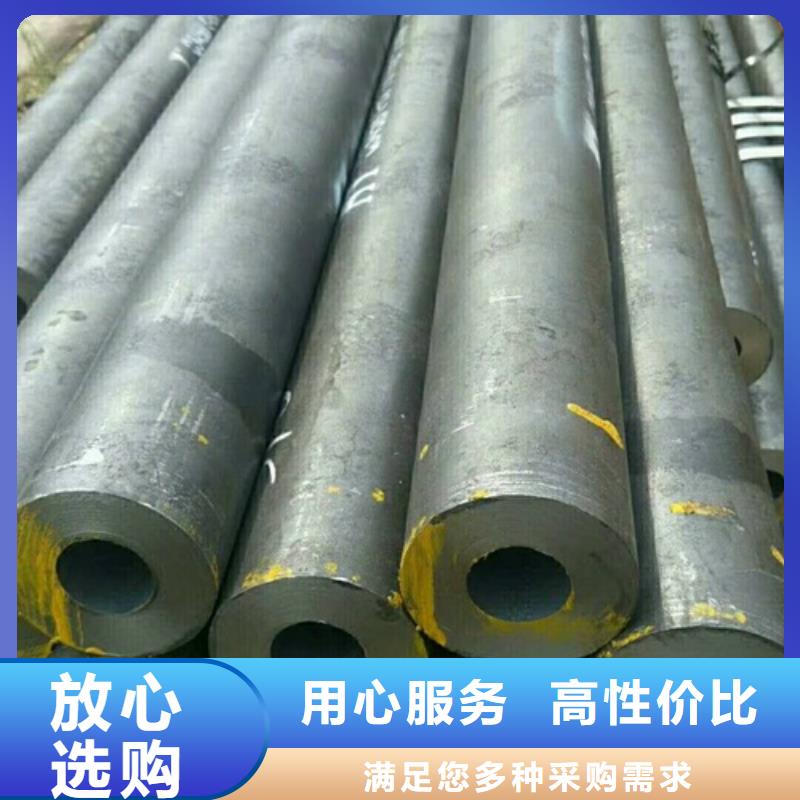
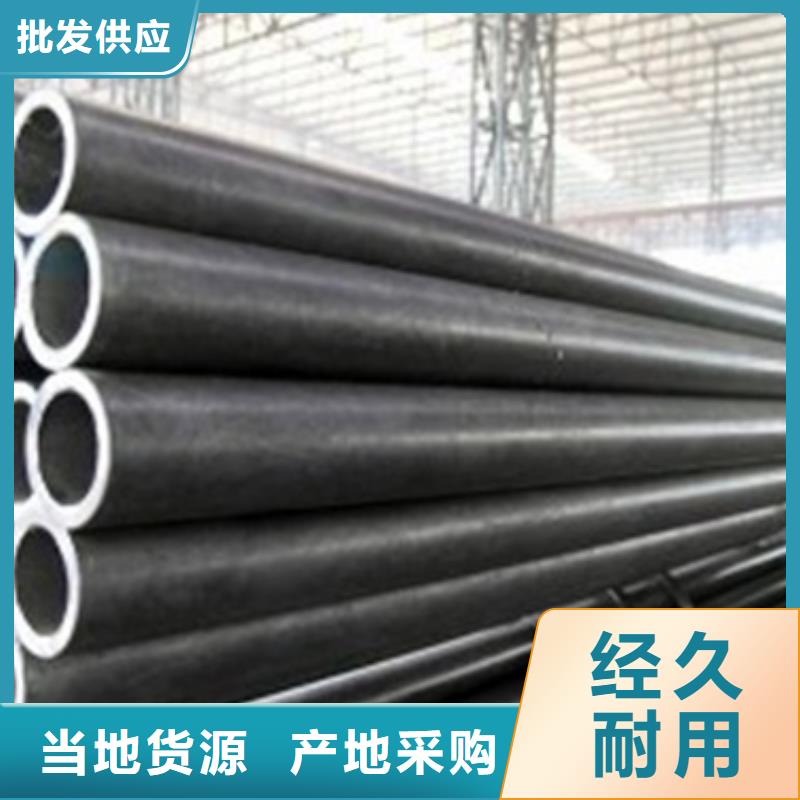
臨滄永德金厚源鋼管有限公司是一家專業致力于 無縫管的開發設計、銷售推廣為一體企業。經多年的銷售經驗,公司一直與國內外生產廠家保持良好的合作關系。批發零售: 無縫管等。本公司進貨渠道廣泛,產品齊全,質量保證,貨源充足,歡迎廣大新老客戶來電咨詢!臨滄永德金厚源鋼管有限公司 ,文明經營,以誠為本。
西氣東輸二線中衛-靖邊聯絡線全線長度約345km,鋼管強度等級為X70,管徑為φ1016,壁厚為14.6mm、17.5mm、21.0mm和26.2mm,根據該工程特點長慶建設工程總公司引進了CRC全自動焊機,應用在聯絡線第1B標段壁厚為21.0mm管道上。 焊接方法、設備、材料 焊接方法采用STT根焊+CRC-P260自動焊機熱焊、填充、蓋面。焊接設備:林肯STT焊機、林肯DC-400、 CRC-P260自動焊機。保護氣體:STT根焊保護氣100%C02,全自動焊保護氣為80%Ar+20%C02。 自動焊常用復合坡口或U型坡口,在小壁厚管線中也可使用V型坡口,它們共同的特點就是坡口上口間隙較小。西氣東輸二線管道壁厚為21.0mm,V型坡口的上口寬度約為22mm,此寬度已接近CRC-P260焊槍擺幅極限。這樣的坡口型式對自動焊接是一個巨大的挑戰。根據以往經驗確定了自動焊試驗焊接工藝參數。 采用以上參數進行自動焊接試驗,試驗焊接中發現自動焊縫易出現缺陷有層間未熔合、側壁未熔合、密集氣孔、仰焊部位余高超標等。
在試焊過程中,電流在210-235A、電壓在21-23V、送絲速度在420-4801n/m1n、焊接速度在12-151n/m1n時,試驗焊接中發現F1、F2、F3焊縫上幾乎未出現層間未熔合情況、坡口未熔合及密集氣孔情況。分析認為F1、F2、F3、三道焊縫坡口寬度小,氣體保護充分,因而不會產生氮氣孔;坡口寬度小使得焊槍擺幅小,擺動頻率高,在送絲速度一定情況下母材與填充金屬熔合充分,因而產生未熔合的幾率較小;仰焊部位焊縫余高不大。 電流在200-250A、電壓在18-22V、送絲速度在400-5001n/m1n、焊接速度在12-161n/m1n時,試驗焊中發現F4、F5、F6部分焊縫立焊位置出現層間未熔合和坡口未熔合,但依然沒有氣孔出現,仰焊部分余高不大。產生層間未熔合和坡口未熔合的焊縫焊接電流小于220A,電壓21V,送絲速度小于450 1n/m1n,焊接速度大于151n/m1n,且焊槍擺動頻率小于90次/m1n。提高送絲速度、電流電壓(調整焊絲伸出長度)、增大焊槍擺動幅度同時盡量選擇較快的焊槍擺動頻率、控制立焊部位焊接速度后,F4、F5、F6檢測后未發現層間未熔合和坡口未熔合。
金厚源鋼管有限公司
選購無縫管廠家-可來廠考察來臨滄市永德縣找金厚源鋼管(臨滄市永德縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:趙學會-【17768165506】,地址:[沈北西路造化鋼材市場南區4區4棟7--9]。








