


以下是:宜春市宜豐縣電解拋光加工-點擊洽談的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼、不銹鐵 生產場地 深圳市寶安區 規格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產日期 2019-2022 價格 0.01元 生產時長 3小時 是否生產型 是 范圍 電解拋光加工-點擊洽談供應范圍覆蓋江西省 宜春市 袁州區、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區等區域。 【】業務覆蓋多領域場景,主營袁州不銹鋼電解拋光優良工藝、奉新不銹鋼電解拋光產地工廠、上高不銹鋼電解拋光放心得選擇、靖安不銹鋼電解拋光高質量高信譽、豐城不銹鋼電解拋光誠信廠家、樟樹不銹鋼電解拋光專注質量等產品服務。電解拋光加工-點擊洽談,不銹鋼電解拋光廠(宜豐縣分公司)szdd700-6為您提供電解拋光加工-點擊洽談的資訊,聯系人:姚先生,發貨地:寶安區沙井街道共和社區福和路先欲興大廈604。 江西省,宜春市,宜豐縣 2022年,宜豐縣地區生產總值193.20億元,比2021年增長5.7%。
我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓電解拋光加工-點擊洽談自己向您展示它的卓越品質和出色性能。
以下是:宜春宜豐電解拋光加工-點擊洽談的圖文介紹酸洗是去除堿蝕后表面的污漬掛灰,以獲得比較潔凈的表面。同時中和殘留的堿性溶液與鋁件表面化學反應的作用。
拋光有兩種,一種是電解拋光、一種是化學拋光。電解拋光是利用電流的作用,使鋁合金發生電化學反應,在鋁合金表面凹凸不平的部分發生不同程度的深解,使鋁件表面產生光滑的鏡面效果。電解拋光的鋁件,經過后續的陽極氧化處理仍能保持大部分光澤。鋁片的純度越高得到的反射率越高;化學拋光是通過鋁與化學拋光液發生的化學離子反應,對樣品表面凹凸不平區域的選擇性溶解作用來磨痕、浸蝕整平。
陽極氧化就是在外加電流的作用下,在陽極上發生氧化,形成一層氧化膜的過程。
水洗是陽極氧化之后,氧化膜的膜孔中殘留有硫酸溶液,因此,染色之前必須將鋁制品徹底清洗干凈。避免給染色槽帶人雜質離子,尤其是磷酸根離子、氟離子等,在染色槽之前設立純水清洗,并且要對水質進行監控。著色是采用化學浸漬法,通常認為是既有物理吸附也包括有機染料官能團與氧化鋁發生的絡合反應。
封孔處理是陽極氧化不可缺少的一部分,在氧化染色后,唯有進行封孔處理才能保證染色膜的原有顏色。封孔工藝可以有多種,蒸氣封孔、熱水封孔、中溫封孔都是不錯的選擇,部分染料還可以選擇冷封孔工藝。氧化膜的表面是多孔的,在這些孔隙中可吸附染料,也可吸附結晶水.由于吸附性強,如不及時處理,也可能吸附雜質而被污染,所以要及時進行填充處理,從而提高多孔膜的強度等性能.封閉處理的方法很多,如沸水法、高壓蒸氣法,浸漬金屬鹽法和填充有機物(油,合成樹脂)等。
使用三步鏡面拋光方法,三步鏡面拋光是拋光電動工具按順序配合使用復合百葉盤、合成磨光盤、羊毛條拋光盤等三種拋光材料進行鏡面拋光,磨光工序為復合百葉盤、合成磨光盤,表面拋光工序為羊毛條拋光盤。
步:復合百葉盤
復合百葉盤的結構復合了表面磨光材料和涂附磨料,除去粗糙的表面和不規則外形,可以實現粗磨和初步細磨。
第二步:合成磨光盤
高濃縮磨料在堅固的無紡布基料上分布,除去不銹鋼表面砑光或毛刺,實現細磨,為拋光做準備。
第三步:羊毛條拋光盤
羊毛條盤具有良好的柔性并容易加速空氣流動冷卻,適合配合拋光蠟或膏,實現光亮似鏡的金屬表面加工過程的后一道程序。
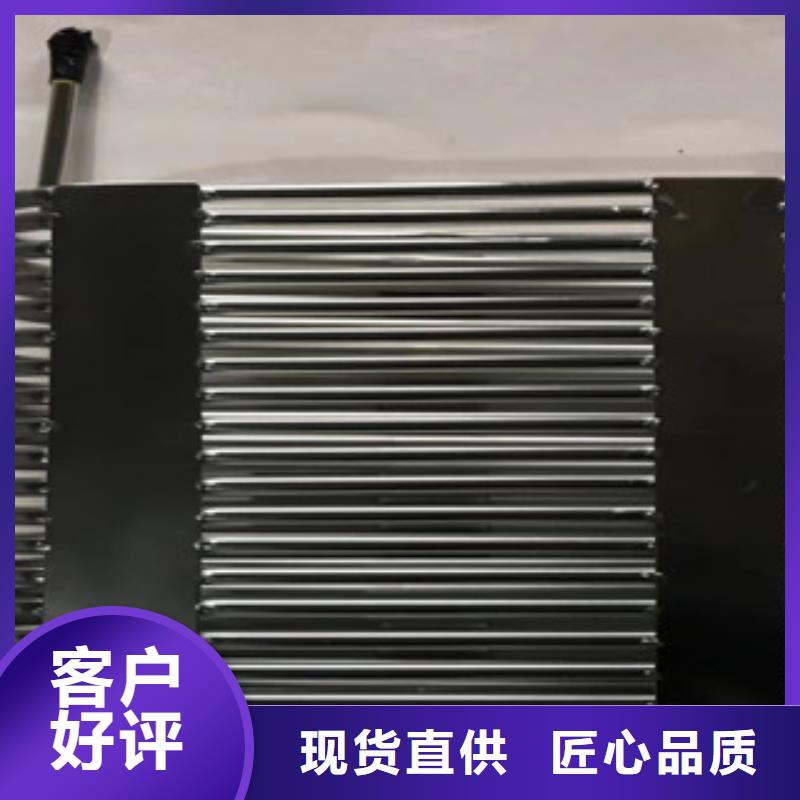
今天分享一下手工鏡面拋光,原來也聽別人講了不少方法,一直也做不好。前兩天我請了個師傅來現場教學,現在不保留跟大家分享。我們的產品是直徑800的圓筒,用的是冷軋304鋼板,表面很粗燥。產品一開始先用60#千葉輪打磨一遍,要均勻,打底很關鍵。然后用砂輪機安裝120# 植絨砂片在拋光粘盤上,往返運動,然后按照次序,180.號240號,320號.400號.600號.一遍一遍覆蓋打磨,這時你會看到產品已經發亮了,在用麻輪上白色拋光臘均勻磨一遍,再用布輪收光,就是鏡面了。光潔度要求高了可以用800號.1000號打磨后在打拋光蠟。效果和鏡子差不多了。我原來3年都沒有如此快捷的磨到鏡面,這次讓大家一同分享我的成果,當產品提高一個檔次不要忘記我了。 植絨砂子片,拋光粘盤。
電拋光時,電流在作為陽極的金屬制品表面流過,將會在表面上形成氧化膜、鹽膜或氧的吸附層等,使陽極的金屬溶解速率急劇下降,即處于鈍化狀態。但這種鈍化膜層又有可能在電解液中溶解,而使陽極重新活化。在某一電流密度下,金屬鈍化與金屬溶解在交替地進行著。金屬表面上凸起部分鈍化的穩定性低于凹陷部分,溶解速率較高。于是凹陷部分受到保護,而凸起部分優先溶解,遂對金屬制品表面起到了整平與出光的作用。不過電拋光理論仍然是不夠成熟的。
電拋光用的陰極只起傳遞電流的作用。對陰極材料的主要要求是它們在電解液中的化學穩定性好,使用壽命長和導電能力強。常用鉛、銅、不銹鋼等作陰極。
陰極面積/陽極面積 1.5:1 影響氧化膜質量的因素主要有:
①硫酸濃度:通常采用15%~20%。濃度升高,膜的溶解速度加大,膜的生長速度降低,膜的孔隙率高,吸附力強,富有彈性,染色性好(易于染深色),但硬度,耐磨性略差;而降低硫酸濃度,則氧化膜生長速度加快,膜的孔隙少,硬度高,耐磨性好。
所以,用于防護,裝飾及純裝飾加工時,多使用允許濃度的上限,即20%濃度的硫酸做電解液。
②電解液溫度:電解液溫度對氧化膜質量影響很大。溫度升高,膜的溶解速度加大,膜厚降低。當溫度為22~30℃時,所得到的膜是柔軟的,吸附能力好,但耐磨性相當差;當溫度大于30℃時,膜就變得疏松且不均勻,有時甚至不連續,且硬度低,因而失去使用價值;當溫度在10~20℃之間時,所生成的氧化膜多孔,吸附能力強,并富有彈性,適宜染色,但膜的硬度低,耐磨性差;當溫度低于10℃,氧化膜的厚度增大,硬度高,耐磨性好,但孔隙率較低。因此,生產時必須嚴格控制電解液的溫度。要制取厚而硬的氧化膜時,必須降低操作溫度,在氧化過程中采用壓縮空氣攪拌和比較低的溫度,通常在零度左右進行硬質氧化。
③電流密度:在一定限度內,電流密度升高,膜生長速度升高,氧化時間縮短,生成膜的孔隙多,易于著色,且硬度和耐磨性升高;電流密度過高,則會因焦耳熱的影響,使零件表面過熱和局部溶液溫度升高,膜的溶解速度升高,且有燒毀零件的可能;電流密度過低,則膜生長速度緩慢,但生成的膜較致密,硬度和耐磨性降低。
④氧化時間:氧化時間的選擇,取決于電解液濃度,溫度,陽極電流密度和所需要的膜厚。相同條件下,當電流密度恒定時,膜的生長速度與氧化時間成正比;但當膜生長到一定厚度時,由于膜電阻升高,影響導電能力,而且由于溫升,膜的溶解速度增大,所以膜的生長速度會逐漸降低,到后不再增加。
⑤攪拌和移動:可促使電解液對流,強化冷卻效果,保證溶液溫度的均勻性,不會造成因金屬局部升溫而導致氧化膜的質量下降。
⑥電解液中的雜質:在鋁陽極氧化所用電解液中可能存在的雜質有Clˉ,Fˉ,NO3ˉ,Cu2+,Al3+,Fe2+等。其中 Clˉ,Fˉ,NO3ˉ使膜的孔隙率增加,表面粗糙和疏松。若其含量超過極限值,甚至會使制件發生腐蝕穿孔(Clˉ應小于0.05g/L,Fˉ應小于0.01g/L);當電解液中Al3+含量超過一定值時,往往使工件表面出現白點或斑狀白塊,并使膜的吸附性能下降,染色困難(Al3+應小于20g/L);當Cu2+含量達0.02g/L時,氧化膜上會出現暗色條紋或黑色斑點;Si2+ 常以懸浮狀態存在于電解液中,使電解液微量混濁,以褐色粉狀物吸附于膜上。
⑦鋁合金成分:一般來說,鋁金屬中的其它元素使膜的質量下降,且得到的氧化膜沒有純鋁上得到的厚,硬度也低,不同成分的鋁合金,在進行陽極氧化處理時要注意不能同槽進行。
隨著鋁制品加工的發展,鋁制品表面處理的代表-陽極氧化越來越受到行業的關注。如蘋果推出的Iphone 6S:通過表面陽極氧化處理,既能得到很高的硬度,又能得到天空灰、玫瑰金等效果。
宜春宜豐不銹鋼電解拋光廠從事 不銹鋼電解拋光生產加工已有十余年。 生產基地占地20000多平米,其中廠房面積15000平米。以卓越的品質、精湛的制作工藝及流行的設計風格,贏得了消費者的認可和信賴。
今年在宜春市宜豐縣購買電解拋光加工-點擊洽談有了新選擇,不銹鋼電解拋光廠(宜豐縣分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的電解拋光加工-點擊洽談產品。如需購買或咨詢,請隨時聯系我們,聯系人:姚先生,地址:寶安區沙井街道共和社區福和路先欲興大廈604。









