


以下是:醫療電解拋光器械化州市工廠的產品參數
產品參數 產品價格 4500 發貨期限 電議 供貨總量 電議 運費說明 電議 模式 來料加工 運輸 接送貨 工廠手續 齊全 加工周期 1-3天 公司名稱 深圳保安電解拋光加工廠 增值稅票 可開 主要材質 不銹鋼 醫療電解拋光器械化州市工廠,不銹鋼電解拋光加工廠(陽江分公司)為您提供醫療電解拋光器械化州市工廠產品案例,聯系人:宋小姐,電話:0527-88266222、17768165506,QQ:374457303,發貨地:寶安區沙井街道共和社區福和路先欲興大廈604。 廣東省,陽江市 陽江市是北部灣城市群城市之一,粵港澳大灣區與北部灣城市群之間的重要節點城市、濱海旅游城市;是廣東省海洋大市,海洋資源豐富;擁有中國十大美海島、首批海洋公園海陵島、以“地質公園”凌霄巖為代表的陽春山水和宋代古沉船“南海一號”。曾獲“中國旅游城市”、“園林城市”、“衛生城市”、“中國幸福感城市·宜業宜居之城”、“中國刀剪之都”、“中國風箏之鄉”、“中國溫泉之鄉”、“中國蠔都”、“中國詩詞之市”、“中國楹聯文化城市”等榮譽。
文字或許能描繪醫療電解拋光器械化州市工廠產品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產品活起來!
以下是:醫療電解拋光器械化州市工廠的圖文介紹
因 不銹鋼電解拋光產品批次不同, 不銹鋼電解拋光原材料價格不同,具體詳細價格請聯系我們廣東陽江不銹鋼電解拋光加工廠的銷售經理。
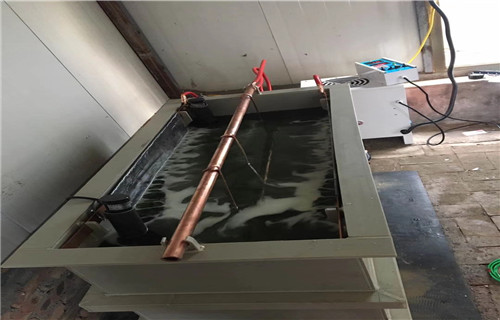
電解拋光液的日常維護
1.電拋光后,表面為什么會發現似未拋光的斑點或小塊?
原因分析:拋光前除油不徹底,表面尚附有油跡。
解決方法:選用“長程牌 除油除蠟液”,1:10兌水使用,60-90℃條件下浸泡5-20分鐘。如長時間使用后應考慮更換新液。
2.拋光過后表面局部為什么有灰黑色斑塊存在?
原因分析:可能氧化皮未徹底除干凈。局部尚存在氧化皮。
3.拋光后工件棱角處及尖端過腐蝕是什么原因引起的?
原因分析:棱角、尖端的部位電流過大,或電解液溫度過高,拋光時間過長,導致過度溶解。
解決方法:調整電流密度或溶液溫度,或縮短時間。檢查電極位置,在棱角處設置屏蔽等。
4.為什么工件拋光后不光亮并呈灰暗色?分析原因:可能 電化學拋光溶液已不起作用,或作用不明顯。解決方法:檢查電解拋光液是否使用時間過長,質量下降,或溶液成分比例
失調。
5.工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。
6.為什么拋光后表面有陰陽面,及局部無光澤的現象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件進行適當的調整,使工件與陰極的位置適當,使電力分布合理。
7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?原因分析:可能是拋光后期工件表面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速度,增加溶液的流動。
8.零件和掛具接觸點無光澤并有褐色斑點,表面其余部分都光亮是什么原因?原因分析:可能是零件與掛具的接觸不良,造成電流分布不均,或零件與掛具接觸點少。解決方法:擦亮掛具接觸點,使導電良好,或增大零件與掛具的接觸點面積。
9.同一槽拋光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽拋光工件太多,致使電流分布不均勻,或者是工件之間互相重疊,屏蔽。解決方法:減少同槽拋光工件的數量,或者注意工件的擺放位置。
在廣東省陽江市采買醫療電解拋光器械化州市工廠到不銹鋼電解拋光加工廠(陽江分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:宋小姐-17768165506,QQ:374457303,地址:《寶安區沙井街道共和社區福和路先欲興大廈604》。








