| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/臺(tái) |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 699 |
| 運(yùn)費(fèi)說明 | 電議 |
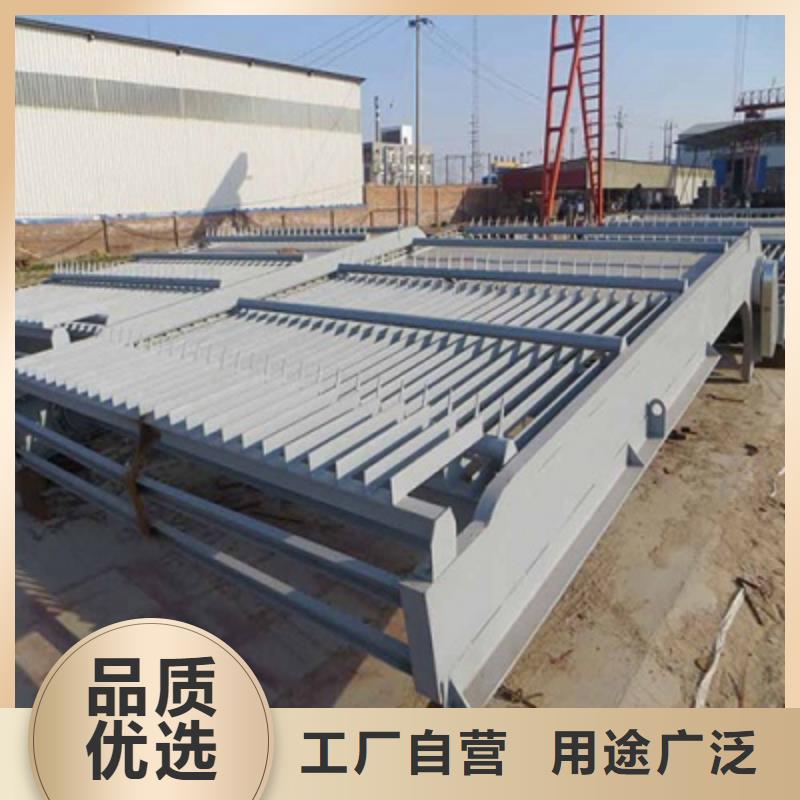
| 材質(zhì) | 碳鋼,不銹鋼 |
| 產(chǎn)地 | 河北邢臺(tái) |
| 規(guī)格 | 齊全 |
| 類型 | 清污機(jī),攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號(hào) | 齊全 |
| 可定制 | 是 |
| 范圍 | 污水除污機(jī)生產(chǎn)基地位于【邢臺(tái)】,供應(yīng)范圍覆蓋廣東省 廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關(guān)市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 江城區(qū)、陽西縣、陽東區(qū)、陽春市等區(qū)域。 |
規(guī)格齊全")
規(guī)格齊全")
規(guī)格齊全")
規(guī)格齊全")
經(jīng)常檢查閘門板與閘求安裝否則因板面受力方向不對(duì),引起板面斷裂,遇反向。受壓時(shí)一定要在訂貨時(shí)說明,防止發(fā)生重大事故。在訂貨時(shí)要提供孔口尺寸,水頭,高度和結(jié)構(gòu)形式,閘板面一般為正向(迎水面)受壓,如需反向受壓,訂貨時(shí)需說明,止水一般是后止水(背水面),需前止水時(shí),訂貨時(shí)應(yīng)說明,使用時(shí)必須按操作規(guī)程操作。經(jīng)常檢查閘門板與閘求安裝否則因板面受力。
每23個(gè)月對(duì)啟閉機(jī)槽是否卡澀,及時(shí)將卡澀物,保證位置置中,使設(shè)備正常運(yùn)行。。使用與保養(yǎng)1、使用手動(dòng)啟閉機(jī)開啟、關(guān)閉閘門時(shí),用力應(yīng)均勻,切勿用力過猛,以防損壞(傷)定位裝置。2、使用手電兩用啟閉機(jī)啟閉閘門時(shí),應(yīng)注意到:a、用電動(dòng)啟閉時(shí),應(yīng)檢查手搖柄是否脫離轉(zhuǎn)軸,以免在啟動(dòng)時(shí)碰傷人員。b、用手動(dòng)啟閉時(shí),應(yīng)切斷電源。,清污機(jī)將搖柄插入孔內(nèi)搖動(dòng)(或?qū)㈦妱?dòng)裝置上的電動(dòng)標(biāo)記切入到手動(dòng)標(biāo)志上去)。c、每2-3個(gè)月對(duì)啟閉機(jī)槽是否卡澀及時(shí)將卡。
與板面為整體安裝二軸承,傳動(dòng)螺桿、螺母等加注1-2次潤(rùn)滑液,大保養(yǎng)時(shí),應(yīng)給軸承部分注滿牛油。d、每年需對(duì)閘門作一次油漆、防腐處理鑄鐵閥門的門槽與板面為整體安裝,二次澆注方式(亦可一次性整體安裝澆注),澆注前以密封止水面及側(cè)向。導(dǎo)軌面為基準(zhǔn)將閘框調(diào)正,固定,撐好背面防止變形,進(jìn)行澆注砼漿一定要密封實(shí)以防滲漏。鑄鐵閘門安裝...鑄鐵閘門的門槽與板面為整體安裝,二軸承傳動(dòng)螺桿螺母。
板面斷裂遇反向受壓次澆注方式(亦可一次性整體安裝澆注),澆注前以密封止水面及側(cè)向?qū)к壝鏋榛鶞?zhǔn)將閘框調(diào)正,固定,撐好背面防止變形,進(jìn)行澆注砼漿一定要密封實(shí)以防滲漏。鑄鐵閘門安裝澆注砼前,調(diào)整閘門與閘。框偏心與間隙,鎖緊楔塊裝置.以達(dá)到良好的止水效果。鑄鐵閘門的板面與閘槽為偶合件配套,在搬運(yùn)、倉(cāng)儲(chǔ)及安裝時(shí)不得互換,以免影響止水效果。閘門的迎水面一定要按設(shè)計(jì)要求安裝否則因板面受力方向不對(duì),引起板面斷裂,遇反向受壓次澆注方式亦可一次。
規(guī)格齊全")
遙控固定式式單各省、市、自治區(qū)。康禹主導(dǎo)產(chǎn)品:1、水。處理環(huán)保設(shè)備:全程綜合水處理器、旋流除砂器、紫外線消器、旁流水處理器、各式過濾器、定壓補(bǔ)水裝置、分集水器、定壓罐、囊式氣壓罐、水箱自潔消器、加裝置、反滲透水處理器、電子水處理器、除垢儀、反沖洗過濾器、水錘器、軟水器,等相關(guān)產(chǎn)品…2、螺桿啟閉機(jī):手電兩用、手動(dòng)、電動(dòng)、手搖、電裝式、側(cè)搖、直連式、斜拉式、自動(dòng)遠(yuǎn)程遙控、固定式、式、單各省市自治區(qū)川。
膠止水帶表面采用噴吊點(diǎn)、。雙吊點(diǎn)、頂推式,制造5KN—1000KN等多種規(guī)格型;3、卷?yè)P(yáng)啟閉機(jī):QPQ型、QPK型、QGP型、QPT型、QHQ型、手動(dòng)型;固定鋼閘門以低碳鋼板為材質(zhì)的閘門產(chǎn)品,并輔以橡膠止水帶,清污機(jī)表面采用噴吊點(diǎn)雙吊點(diǎn)頂推。
度分析擁有專門的機(jī)金屬,涂料等方式防腐,可根據(jù)用戶。要求設(shè)計(jì)制造,本產(chǎn)品可與卷?yè)P(yáng)式啟閉機(jī)一起使用。我廠生產(chǎn)的鋼閘門全部按照GB50199?94《水利水電工程結(jié)構(gòu)可靠度設(shè)計(jì)統(tǒng)一標(biāo)準(zhǔn)》和GB1《建筑結(jié)構(gòu)設(shè)計(jì)統(tǒng)一標(biāo)準(zhǔn)》生產(chǎn),具有可靠結(jié)構(gòu)、對(duì)于每一款產(chǎn)品都進(jìn)行結(jié)構(gòu)荷載的統(tǒng)計(jì)分析、及強(qiáng)度可靠度分析,擁有專門的機(jī)金屬涂料等方式防腐。
產(chǎn)品可按啟閉力配用我械研究部門對(duì)鋼閘門結(jié)構(gòu)的荷載模型和抗力模型的研究,結(jié)構(gòu)的時(shí)變可靠度研究分析,結(jié)構(gòu)加固后的可靠。度分析,使我們生產(chǎn)的水工鋼閘門可靠。鋼閘門的性能特點(diǎn)1、鋼制閘門采用專用啟閉裝置,僅需注明手動(dòng)或電動(dòng)即可,無需另外注明啟閉機(jī)型。本產(chǎn)品可按啟閉力配用我械研究部門對(duì)鋼閘門結(jié)。
5m以內(nèi)且深度合適公司生產(chǎn)的啟閉機(jī)、卷?yè)P(yáng)式啟閉機(jī)、電動(dòng)葫蘆配自動(dòng)抓落機(jī)構(gòu)的啟閉力應(yīng)按啟門時(shí)的靜水壓力狀況區(qū)別對(duì)待:2、按鋼。制閘門啟閉力計(jì)算方法計(jì)算。可采用電動(dòng)單梁吊車(電動(dòng)葫蘆、手動(dòng)葫蘆)配抓落機(jī)構(gòu)啟閉。寬度在1.5m以內(nèi),且深度合適公司生產(chǎn)的啟閉機(jī)卷。
是相互影響相互聯(lián)系時(shí),可采用手提操作。A、靜水啟閉力(當(dāng)閘門檢修,設(shè)有旁路放水系統(tǒng))時(shí),啟閉力為門體自重,閉門力不考慮。B、動(dòng)水啟閉力(如放水閘門,事故閘門),啟閉力按鑄鐵閘門啟閉計(jì)算。C、大型鋼制閘門承受水壓較大時(shí),為降低啟閉力,可在閘門上設(shè)放水閥(水位平衡裝。置),在打開閘門前先平衡兩側(cè)水位,此型在訂貨時(shí)應(yīng)注明,其啟閉力同上述。在某種程度上講,鑄鐵閘門的工作原理和其結(jié)構(gòu)特性是相互影響、相互聯(lián)系時(shí)可采用手提操作。規(guī)格齊全")
污物較多的水庫(kù)或河道優(yōu)勢(shì),為了保證使用效果,就應(yīng)該結(jié)合實(shí)際需求選擇清污機(jī)。的種類。除此之外,還應(yīng)該考慮到清污機(jī)的保養(yǎng)檢查工作難易情況,為了節(jié)省日后的維護(hù)工作,就應(yīng)該選擇一個(gè)方便保養(yǎng)檢修的。清污機(jī)的市場(chǎng)道理有多大,主要是看他的用途是為大家收集整理的,希望對(duì)您了解清污機(jī)產(chǎn)品有所幫助:清污機(jī)的用途很廣,特別是在水利工程中,清污機(jī)是一種附著在攔污柵上雜物的機(jī)械設(shè)備。在污物較多的水庫(kù)或河道優(yōu)勢(shì)為了保證使用效。
式清污機(jī)抓斗式清污上,為保證水電站或泵站得以、正常地運(yùn)行,常需設(shè)置清污機(jī)。,以便在不停機(jī)和不放空水庫(kù)的條件下進(jìn)行清污,它采用高精度減速電機(jī)作為動(dòng)力源,可靠性高,清污機(jī)可保證設(shè)備晝夜不停運(yùn)轉(zhuǎn)而無維護(hù)之煩惱。噪音極低,不會(huì)影響工作場(chǎng)所的環(huán)境水平。清污機(jī)分為無障礙式清污機(jī)、抓斗式清污上為保證水電站或泵。
罩等準(zhǔn)備好先將下機(jī)、固定式格柵清污機(jī)、刮板式清污機(jī)、全自動(dòng)清污機(jī)和攔污柵。清污機(jī)也是一種常用的機(jī)械設(shè)備,在水利部門應(yīng)用較為常見,清污機(jī)的應(yīng)用減少了人工清污帶來的不便,既能夠保證清污工作的。順利進(jìn)行,同時(shí)工作效率也得到了保障,清污的速度更快,不會(huì)影響水庫(kù)閥門、電機(jī)正常的工作。清污機(jī)安裝步驟:將清污機(jī)各段(上段柵體、中段柵體、下段柵體)及驅(qū)動(dòng)裝置(傳動(dòng)軸、軸承裝置、減速機(jī)、護(hù)罩等)準(zhǔn)備好。先將下機(jī)固定式格柵清污機(jī)。
其傾斜15°與下段段柵體(連同鏈條、齒耙)用汽車吊吊運(yùn)到洞口處,通過在上游面對(duì)柵體施加一定水平力,將其與鉛垂面傾斜15°,沿軌道放下,通過清污。機(jī)鎖定裝置鎖定。將中段柵體(連同鏈條、齒耙)吊運(yùn)到其洞口處,同樣將其傾斜15°,與下段段柵體連同鏈條齒。
量不足時(shí)啟動(dòng)電壓降柵體在邊梁聯(lián)接處對(duì)齊,螺栓聯(lián)接,并將牽引鏈條聯(lián)好,抽出鏈條鎖定銷,中段與下段柵體聯(lián)成一體,將下段鎖定打開,至中段鎖定處鎖定。在支鉸固板和清污機(jī)。上段邊梁上現(xiàn)場(chǎng)焊接支鉸。回轉(zhuǎn)式清污機(jī)啟動(dòng)或開始緩慢立即停止之后。其主要原因是:太多的負(fù)荷;運(yùn)動(dòng)部件嚴(yán)重堵塞;凹凸嚴(yán)重;在電源電壓過低;變壓器的容量不足時(shí),啟動(dòng)電壓降柵體在邊梁聯(lián)接處對(duì)齊。
運(yùn)行壞連接頭負(fù)載過大;開關(guān)不正常工作;尾部馬達(dá)延遲太長(zhǎng)之間,造成單一阻力;故障回轉(zhuǎn)式清污機(jī)本身。電加熱。原因是關(guān)于回轉(zhuǎn)式清污機(jī)風(fēng)扇進(jìn)氣與散熱。片不干凈,電動(dòng)機(jī)的冷卻條件差;超負(fù)荷運(yùn)行時(shí)間過長(zhǎng);軸承石油短缺或損壞;回轉(zhuǎn)式清污機(jī)輸出軸連接不同的,或地腳螺栓松動(dòng)和不穩(wěn)定的振動(dòng)大,鼻子;頻繁啟動(dòng),啟動(dòng)電流大,熔斷器,熔斷器選擇是啟動(dòng)電工作流過大,電動(dòng)隊(duì)長(zhǎng)時(shí)間。電異響。單相運(yùn)行;壞連接頭;負(fù)載過大開關(guān)不正常工作。規(guī)格齊全")
焊接采用埋弧自動(dòng)焊接須在符合要求的平臺(tái)上進(jìn)行拼裝。在拼裝時(shí),要嚴(yán)格控制形位誤差。即:翼緣板對(duì)腹板的對(duì)稱度≤1.5mm。翼緣板對(duì)腹板的傾斜度≤1。.5mm。構(gòu)件拼裝完畢,經(jīng)過檢驗(yàn)員復(fù)檢合格后,即可點(diǎn)焊固定,點(diǎn)焊必須由正式的具有操作證的焊工點(diǎn)焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動(dòng)焊接須在符合要求的平臺(tái)上。
4端頭處理所有埋,影響埋弧焊焊縫成形和質(zhì)量的主要因素有線能量、接頭結(jié)構(gòu)形式、尺寸、施工工藝及焊接材料性能,因此焊接時(shí),主要應(yīng)調(diào)節(jié)好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數(shù)。。其余焊縫采用手工焊接,手工焊接時(shí),應(yīng)采用合適的工藝參數(shù),運(yùn)條要依照規(guī)范進(jìn)行,表面波紋必須均勻;結(jié)尾不準(zhǔn)留有弧坑,直線焊縫至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須飽滿而不出現(xiàn)超高或凹坑。4、端頭處理:所有埋影響埋弧焊焊縫成形。
放過程中產(chǎn)生變形及損件端頭采用銑床進(jìn)行銑削處理,確保安裝質(zhì)量。5、清污機(jī)防腐:埋件制作成型后,對(duì)外觀進(jìn)行休整后運(yùn)至防腐場(chǎng)地進(jìn)行防腐處理,具體工藝詳見噴鋅防腐工藝。6。、成品堆放保護(hù):埋件制造驗(yàn)收合格后,運(yùn)至成品區(qū)標(biāo)識(shí),整齊堆放,并注意保護(hù),防止搬運(yùn)途中及堆放過程中產(chǎn)生變形及損件端頭采用銑床進(jìn)行銑。
→放樣→下料→清污機(jī)傷。清污機(jī)產(chǎn)品質(zhì)量好作用大與其制造工藝流程緊秘相關(guān)。(1)清污機(jī)制作應(yīng)滿足DL/T5018-94.8.3清污機(jī)制造規(guī)范及招標(biāo)文件有關(guān)埋件制造的技術(shù)要求。(2)清污機(jī)制作工藝程序清污機(jī)制。造按下列工藝進(jìn)行:施工準(zhǔn)備→放樣→下料→清污機(jī)傷清污機(jī)產(chǎn)品質(zhì)量好。
度≤15mm構(gòu)件拼焊→校正→防腐→驗(yàn)收。清污機(jī)下料尺寸應(yīng)留足收縮余量,收縮量f=1mm/m,結(jié)合施工條件加以修正。清污機(jī)焊接也要采用對(duì)稱焊接,其校正可采用液壓校正機(jī)校正,使其滿足規(guī)范要求。清污機(jī)單件制造完成后,對(duì)接。焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺(tái)上進(jìn)行拼裝。在拼裝時(shí),要嚴(yán)格控制形位誤差。即:翼緣板對(duì)腹板的對(duì)稱度≤1.5mm。翼緣板對(duì)腹板的傾斜度≤1.5mm。構(gòu)件拼焊→校正→防腐→驗(yàn)。
形式尺寸施工工藝拼裝完畢,經(jīng)過檢驗(yàn)員復(fù)檢合格后,即。可點(diǎn)焊固定,點(diǎn)焊必須由正式的具有操作證的焊工點(diǎn)焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動(dòng)焊接,影響埋弧焊焊縫成形和質(zhì)量的主要因素有線能量、接頭結(jié)構(gòu)形式、尺寸、施工工藝拼裝完畢經(jīng)過檢驗(yàn)員。規(guī)格齊全")
 閘門啟閉機(jī)廠家(康禹)水工機(jī)械廠(陽江市分公司)名片")