

以下是:湛江市徐聞縣庫存充足的無縫管批發(fā)商的產(chǎn)品參數(shù)
材質(zhì) 20# 產(chǎn)地 山東 規(guī)格 全 類型 1 可定制 可以 范圍 的無縫管供應(yīng)范圍覆蓋廣東省 湛江市 赤坎區(qū)、霞山區(qū)、坡頭區(qū)、麻章區(qū)、遂溪縣、徐聞縣、廉江市、雷州市、吳川市等區(qū)域。 【金厚源】業(yè)務(wù)覆蓋多元場景,提供以下產(chǎn)品和服務(wù):霞山無縫管多年行業(yè)經(jīng)驗、麻章無縫管使用方法、雷州無縫管真正讓利給買家、遂溪無縫管歡迎來電詢價等。在湛江市徐聞縣采買庫存充足的無縫管批發(fā)商到金厚源鋼管(湛江市徐聞縣分公司)jhy741-6,無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務(wù)。品質(zhì)保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。供應(yīng)服務(wù)范圍覆蓋廣東省、湛江市、徐聞縣、赤坎區(qū)、霞山區(qū)、坡頭區(qū)、麻章區(qū)、遂溪縣、廉江市、雷州市、吳川市,聯(lián)系人:趙學(xué)會-【17768165506】。 廣東省,湛江市,徐聞縣 根據(jù)第七次人口普查數(shù)據(jù),截至2020年11月1日零時,徐聞縣常住人口633258人。
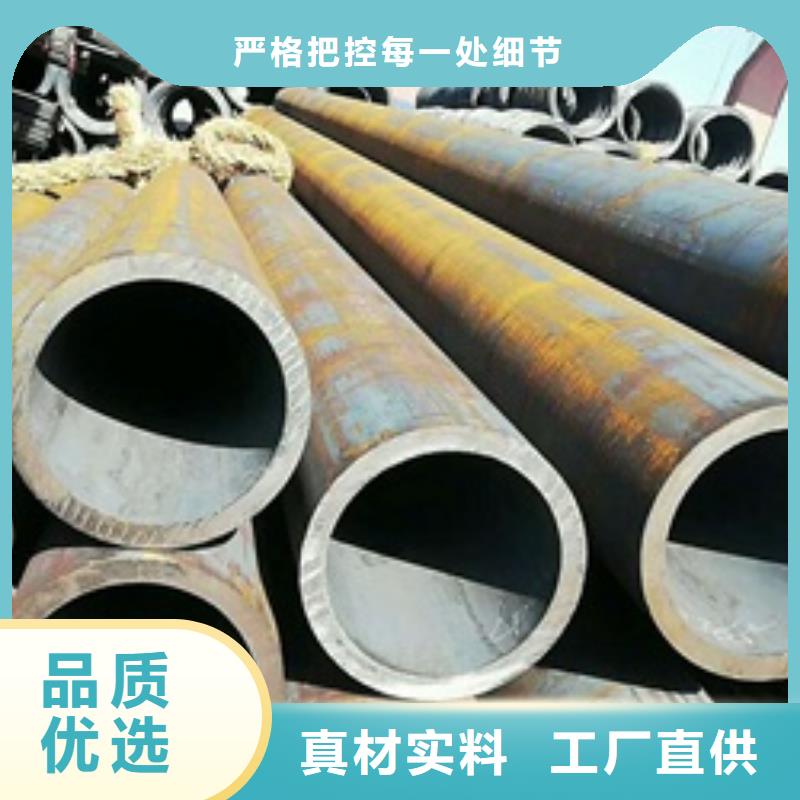
庫存充足的無縫管批發(fā)商視頻展示,產(chǎn)品更生動!讓您親眼見證其優(yōu)點和特點,為您的購買決策提供有力支持。以下是:湛江徐聞庫存充足的無縫管批發(fā)商的圖文介紹西氣東輸二線中衛(wèi)-靖邊聯(lián)絡(luò)線全線長度約345km,鋼管強度等級為X70,管徑為φ1016,壁厚為14.6mm、17.5mm、21.0mm和26.2mm,根據(jù)該工程特點長慶建設(shè)工程總公司引進了CRC全自動焊機,應(yīng)用在聯(lián)絡(luò)線第1B標段壁厚為21.0mm管道上。 焊接方法、設(shè)備、材料 焊接方法采用STT根焊+CRC-P260自動焊機熱焊、填充、蓋面。焊接設(shè)備:林肯STT焊機、林肯DC-400、 CRC-P260自動焊機。保護氣體:STT根焊保護氣100%C02,全自動焊保護氣為80%Ar+20%C02。 自動焊常用復(fù)合坡口或U型坡口,在小壁厚管線中也可使用V型坡口,它們共同的特點就是坡口上口間隙較小。西氣東輸二線管道壁厚為21.0mm,V型坡口的上口寬度約為22mm,此寬度已接近CRC-P260焊槍擺幅極限。這樣的坡口型式對自動焊接是一個巨大的挑戰(zhàn)。根據(jù)以往經(jīng)驗確定了自動焊試驗焊接工藝參數(shù)。 采用以上參數(shù)進行自動焊接試驗,試驗焊接中發(fā)現(xiàn)自動焊縫易出現(xiàn)缺陷有層間未熔合、側(cè)壁未熔合、密集氣孔、仰焊部位余高超標等。
大口徑、厚壁管道的焊接 全自動焊接大口徑、厚壁(大于21mm)管線經(jīng)常采用U型坡口或復(fù)合型坡口,由于U型坡口、復(fù)合坡口加工耗時、耗力制約管道焊接效率。V形坡口加工簡單,省時、省力,但大口徑、厚壁管線V型坡口全自動焊接時,如焊接工藝參數(shù)選擇不當,將導(dǎo)致焊接缺陷產(chǎn)生。 隨著管道建設(shè)用鋼管強度等級提高至X70、X80級別,管徑和壁厚的增大,從2003年起在管道施工中逐漸開始應(yīng)用自動焊技術(shù)。管道自動焊技術(shù)由于焊接效率高,勞動強度小,焊接過程受人為因素影響小等優(yōu)勢,在大口徑、厚壁管道建設(shè)的應(yīng)用中具有很大潛力。但我國的管道自動焊接技術(shù)正處于發(fā)展階段,焊接中的一些問題如根部未熔合、側(cè)壁未融合、坡口復(fù)雜等還沒有徹底解決;自動焊接大口徑、厚壁管線經(jīng)常采用U型坡口或復(fù)合型坡口,管端坡口整形機等配套設(shè)施尚未成熟,所以研究大口徑、厚壁管道V型坡口自動焊接技術(shù)十分有意義。
在試焊過程中,電流在210-235A、電壓在21-23V、送絲速度在420-4801n/m1n、焊接速度在12-151n/m1n時,試驗焊接中發(fā)現(xiàn)F1、F2、F3焊縫上幾乎未出現(xiàn)層間未熔合情況、坡口未熔合及密集氣孔情況。分析認為F1、F2、F3、三道焊縫坡口寬度小,氣體保護充分,因而不會產(chǎn)生氮氣孔;坡口寬度小使得焊槍擺幅小,擺動頻率高,在送絲速度一定情況下母材與填充金屬熔合充分,因而產(chǎn)生未熔合的幾率較小;仰焊部位焊縫余高不大。電流在200-250A、電壓在18-22V、送絲速度在400-5001n/m1n、焊接速度在12-161n/m1n時,試驗焊中發(fā)現(xiàn)F4、F5、F6部分焊縫立焊位置出現(xiàn)層間未熔合和坡口未熔合,但依然沒有氣孔
湛江徐聞金厚源鋼管有限公司把質(zhì)量作為市場致勝的法寶,制定了嚴格的質(zhì)量把關(guān)措施,對于出現(xiàn)的質(zhì)量問題,一查到底,一追到頭,不放過一點蛛絲馬跡。把珍惜質(zhì)量當作珍惜自己的生命一樣,從 無縫管原料開始,實行層層把關(guān)制, 無縫管產(chǎn)品質(zhì)量多年穩(wěn)定提高,不斷改進。湛江徐聞金厚源鋼管有限公司以滿足貴公司的需求為宗旨,不僅為您提供高品質(zhì)的 無縫管產(chǎn)品,還為您提供完善的完善的服務(wù)技術(shù)支持,這有利于提高公司的產(chǎn)品質(zhì)量,生產(chǎn)效率,降低生產(chǎn)成本。我們將不斷開拓,不斷創(chuàng)新,與各界朋友攜手共進,共同發(fā)展,熱忱歡迎國內(nèi)外客戶來函來圖或親臨公司指導(dǎo)。
在試焊過程中,電流在210-235A、電壓在21-23V、送絲速度在420-4801n/m1n、焊接速度在12-151n/m1n時,試驗焊接中發(fā)現(xiàn)F1、F2、F3焊縫上幾乎未出現(xiàn)層間未熔合情況、坡口未熔合及密集氣孔情況。分析認為F1、F2、F3、三道焊縫坡口寬度小,氣體保護充分,因而不會產(chǎn)生氮氣孔;坡口寬度小使得焊槍擺幅小,擺動頻率高,在送絲速度一定情況下母材與填充金屬熔合充分,因而產(chǎn)生未熔合的幾率較小;仰焊部位焊縫余高不大。 電流在200-250A、電壓在18-22V、送絲速度在400-5001n/m1n、焊接速度在12-161n/m1n時,試驗焊中發(fā)現(xiàn)F4、F5、F6部分焊縫立焊位置出現(xiàn)層間未熔合和坡口未熔合,但依然沒有氣孔出現(xiàn),仰焊部分余高不大。產(chǎn)生層間未熔合和坡口未熔合的焊縫焊接電流小于220A,電壓21V,送絲速度小于450 1n/m1n,焊接速度大于151n/m1n,且焊槍擺動頻率小于90次/m1n。提高送絲速度、電流電壓(調(diào)整焊絲伸出長度)、增大焊槍擺動幅度同時盡量選擇較快的焊槍擺動頻率、控制立焊部位焊接速度后,F(xiàn)4、F5、F6檢測后未發(fā)現(xiàn)層間未熔合和坡口未熔合。
點擊查看金厚源鋼管(湛江市徐聞縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
今年在湛江市徐聞縣購買庫存充足的無縫管批發(fā)商有了新選擇,金厚源鋼管(湛江市徐聞縣分公司)始終堅守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價格實惠且品質(zhì)卓越的庫存充足的無縫管批發(fā)商產(chǎn)品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:趙學(xué)會-【17768165506】,地址:沈北西路造化鋼材市場南區(qū)4區(qū)4棟7--9。

商")
商")
商")
商")
商")
商")
商")
商")
商")
商")
商")
商")
商")