

以下是:上海市徐匯區螺旋鋼管廠家供應的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 螺旋鋼管供應供應范圍覆蓋上海市、徐匯區、黃浦區、長寧區、靜安區、普陀區、閘北區、虹口區、楊浦區、閔行區、寶山區、嘉定區、浦東新區、金山區、松江區、青浦區、奉賢區、崇明區等區域。 【全通】為您提供寶山螺旋鋼管產地廠家直銷、普陀螺旋鋼管用好材做好產品、靜安螺旋鋼管多種優勢放心選擇、閔行螺旋鋼管從廠家買售后有保障、黃浦螺旋鋼管實地大廠等多元產品與服務。螺旋鋼管廠家供應,全通管道(上海市徐匯區分公司)為您提供螺旋鋼管廠家供應,聯系人:銷售部 王經理,電話:【177681665506】、【177681665506】。 上海市,徐匯區 徐匯境內鐵路、航道、立交、高架道路縱橫交錯,是市中心進出閔行區、奉賢區、浦東新區、金山區、青浦區等區和江蘇、浙江、福建、江西、安徽等諸省的交通要道。上海地鐵1、3、4、7、9、10、11、12、15號線經過區境。
不要錯過這部精心制作的螺旋鋼管廠家供應產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:上海徐匯螺旋鋼管廠家供應的圖文介紹
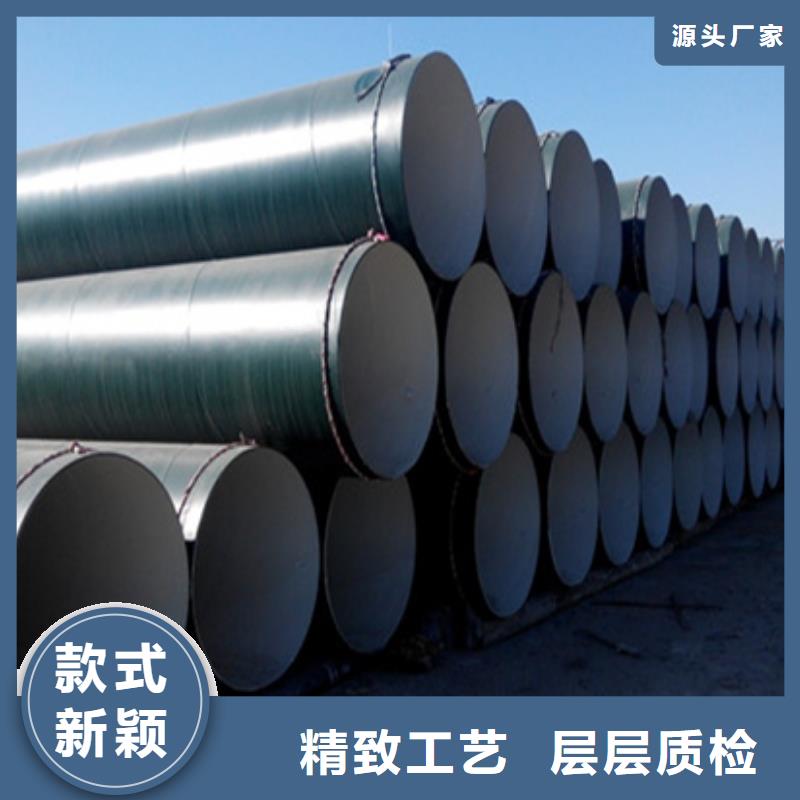
我公司秉承:不收不良產品、不做不良產品、不出不良產品.嚴格把握質量要求的產品。讓每一位客戶放心選擇我們.您的開始將是我們的!合作愉快!螺旋鋼管分為單面埋弧焊的和雙面埋弧焊:1.單面埋弧焊:單面焊成形方式分為強制成形和自由成形,現今一般使用強制成形,通常利用陶瓷襯墊。在焊接鋼筋的時候,兩個鋼筋接頭,只在接頭的一面(或側)施焊的焊接就叫單面焊。焊接長度為10倍d(d是鋼筋直徑)。例如兩個直徑25毫米的鋼筋搭接,焊縫長度要到達25厘米或者25厘米以上。焊縫的小厚度為0.05d。焊縫寬度小為0.1d。才能達到焊接的要求。2.雙面埋弧焊:雙面埋弧焊管采用雙面埋弧螺旋焊接技術,將窄帶(板)卷連續焊接而成的鋼管。其在我國西氣東輸等油氣長輸管道工程中獲得了廣泛應用,是我國油氣長輸管道工程采用的主要管型。鋼管成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的鋼管在直徑和壁厚的鋼管尺寸規格范圍上,有更大的靈活性,尤其在生產高鋼級厚壁鋼管,特別是大口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在鋼管規格方面更多的要求;采用先預焊后內外焊(精焊)的工藝,可在位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量;進行整體機械擴徑,可有效地提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態,從而避免由于應力腐蝕造成的破壞,同時有利于現場的焊接施工;對鋼管進行9項的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了埋弧焊鋼管產品質量;整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數和質量指標進行采質量其承壓能力高、阻力小、耐低溫、抗腐蝕、安裝維修方便等優點而越來越受到石油天然氣、礦漿輸送、城市建設等行業的歡迎,工藝流程首先進行全板超聲波檢驗。
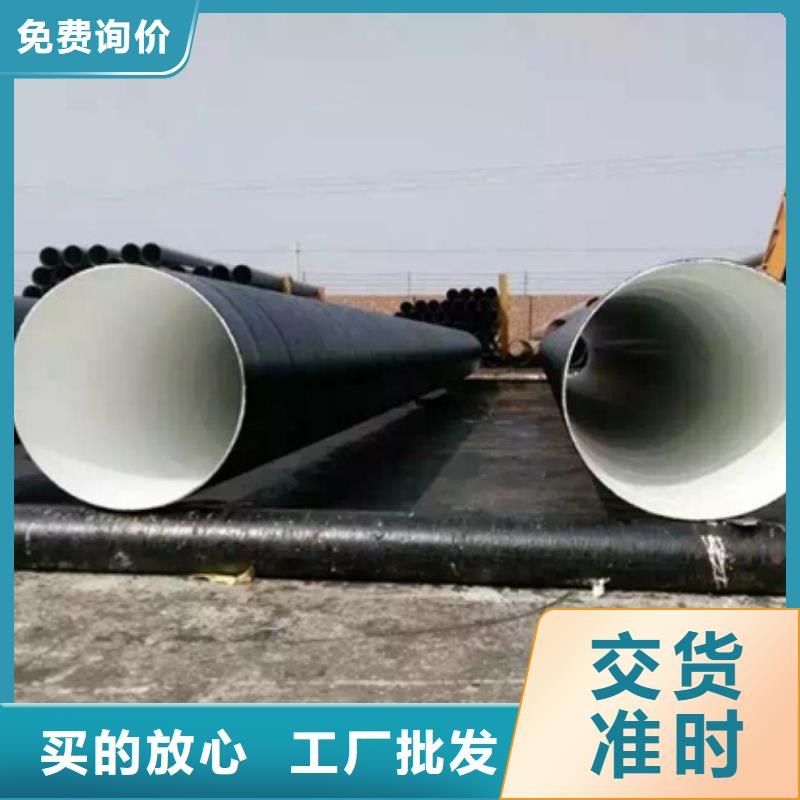
公司產品執行APISpec5L、APISpec5CT、APISpec5B,SY/T5037-2000,GB/T9711.1-1997,GB/T8163-2008,GB/T8162-2008,GB/T3091-2008標準。焊縫處理:螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。1.如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。排水用螺旋鋼管生產廠家河北全通鋼管制造有限公司生產的螺旋鋼管,型號齊全,可按客戶要求定做,用途廣泛,滿足不同行業的客戶需求,專業品牌公司,使用優質原材料生產,積極研發技術,降低生產成本,價格合理,有優勢,充分以消費者的需求為出發點。
上海徐匯全通管道有限公司長期致力于【螺旋鋼管】的研究、開發、生產工作,積累了豐富的【螺旋鋼管】開發及生產經驗,深受市場寵愛,是購買【螺旋鋼管】的理想選擇。
上海徐匯全通管道有限公司,【螺旋鋼管】行業質量口碑相傳,竭誠為您提供高質的【螺旋鋼管】產品的服務! 歡迎您成為我們的合作伙伴!
除了以上檢測項目外,根據API標準及其它相關標準和一些用戶的特殊要求,還需要對鋼板、鋼管進行有損檢驗和其它檢驗,其中包括進廠原材料理化性能的抽檢,的鋼板外觀檢查。兩者相比較,雙面埋弧焊螺旋鋼管在市場中占有較大的比例.雙面埋弧螺旋焊接鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。螺旋焊管是通過成型機將原料帶鋼螺旋成型,通過內外埋弧焊接,從而生產出不同規格的螺旋焊管。雙面埋弧螺旋焊接鋼管生產工藝簡單、運行費大中口徑焊管用低,具有低成本運行優勢,在中大口徑低壓輸水管、熱力管和打樁管等市場具有價格優勢。雙面二、埋弧焊管特點及其標準分類:承壓流體輸送用雙面埋弧焊管(SY5036-83)主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管(SY5038-83),用高頻搭接焊法焊接的,用于承壓流體輸送的雙面埋弧焊管。用高頻搭用于承壓流體輸送的雙面埋弧焊管。雙面埋弧焊管的垛與垛之間應留有一定的通道,檢查道的寬度一般在0.5m左右,出入通道的寬度根據材料大小和運輸機械而定,一般在1.5到2m。1.成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢,可滿足用戶在螺旋鋼管規格方面更多的要求。
今年在上海市徐匯區購買螺旋鋼管廠家供應有了新選擇,全通管道(上海市徐匯區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的螺旋鋼管廠家供應產品。如需購買或咨詢,請隨時聯系我們,聯系人:銷售部 王經理-【177681665506】,地址:南開發區。











