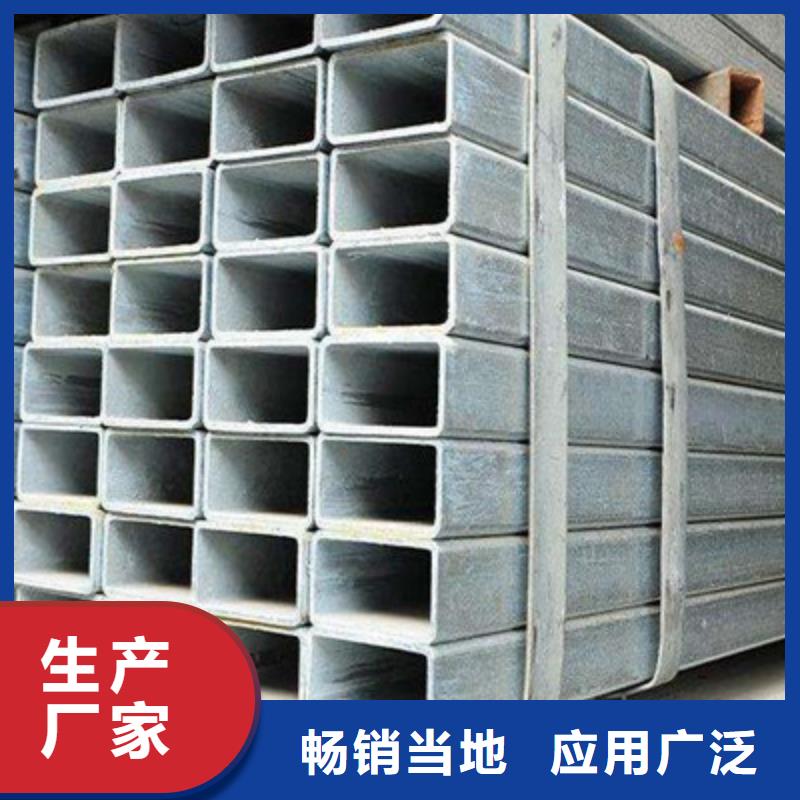
以下是:西藏鍍鋅方矩管-我公司資質齊全的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 Q235 類型 鍍鋅方矩管 長度 6米 品牌 法爾克 倉庫地址 重慶法爾克 規格 齊全 范圍 鍍鋅方矩管-我公司資質齊全供應范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市等區域。 【法爾克】以匠心打造多元場景產品,涵蓋拉薩耐候鋼板來圖定制量大從優、昌都耐候鋼板細節決定成敗、阿里耐候鋼板一站式采購商家、林芝耐候鋼板款式多樣、那曲耐候鋼板實體廠家大量現貨、日喀則耐候鋼板品質保障價格合理、山南耐候鋼板為您提供一站式采購服務等。鍍鋅方矩管-我公司資質齊全,法爾克貿易(西藏分公司)fek1678-6專業從事鍍鋅方矩管-我公司資質齊全,聯系人:付經理,供應服務范圍覆蓋:西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市,以下是鍍鋅方矩管-我公司資質齊全的詳細頁面。 西藏自治區 西藏自治區,簡稱“藏”,中華人民共和國自治區,廢除農奴制,是中國五個少數民族自治區之一,位于中華人民共和國西南地區,素有“世界屋脊”之稱的青藏高原的西南部,地處北緯26°50′至36°53′,東經78°25′至99°06′之間,平均海拔在4000米以上。面積120.28萬平方公里,轄6個地級市、1個地區,首府拉薩市。截至2022年末,西藏自治區常住人口為364萬人。
【新品發布,視頻先行!】鍍鋅方矩管-我公司資質齊全產品,等你來探!以下是:西藏鍍鋅方矩管-我公司資質齊全的圖文介紹
方矩管的功能如下。能連續生產斷面幾何形狀不同的塑料制品,如硬管、軟管、波紋管、異型材、棒材、薄膜、板、絲、包裝帶、復合膜和網等制品。周期性重復擠出生產瓶、桶等中空容器。其他方面用途。在壓延薄膜生產線中,擠出機在壓延機的前一道工序,塑化、過濾薄膜制品原料,然后供壓延機生產成型。另外,還可用擠出機擠出造粒。
回收廢薄膜再制品、著色等。擠出機生產塑料制品的特點擠出機生產塑料制品有如下特點。擠出成型方矩管制品的生產成本低,方矩管工藝操作簡單,擠出成型生產效率比較高。特別是由于近幾年對螺桿結構形式的改進,使生產這度提高。對于管、膜、板、褲和絲,可以連續生產任意長度。
由擠出機組成的生產線,設備造價低,投資少,占地面積小,生產環境清潔,投資回收期短。因此,其經濟效益較高。能一機多用。調換不同結構形式螺桿,可以擠出塑化多種塑料。改換不同結構形式機頭模具,配套相適應的輔機,可以生產多種形狀制品。
按上述要求測量單根的總長度或有效長度,應在外表面平行于方矩管的軸線處進行測量,且至少測量三處,并均勻分布在管材的圓周上。當由測量值計算算術測平均值時,規定修約并記錄結果,作為管材的總長度或有效長度。
按上述要求測量單根的總長度或有效長度,應在外表面平行于方矩管的軸線處進行測量,且至少測量三處,并均勻分布在管材的圓周上。當由測量值計算算術測平均值時,規定修約并記錄結果,作為管材的總長度或有效長度。如用機械切割,并能保證垂直切割的方矩管,可以在一處進行測量。
方矩管和管件的端面垂直度測量,首先選定量具或僅器,并確定測量步驟,公稱直徑小于等于200 mm時測量的準確度為0.5 mm,公稱直徑大于200 mm時測量的準確度為1mm。測定方法。假設管材或管件的外表面平行于軸線,還假設用鋼直角尺或線墜作為垂直基準線通過任一裝置與部件的軸線形成垂直。
用鋼直角尺測量適合于中小尺寸的部件。將鋼直角尺或線墜貼近部件,其不垂直度y由測量得到的外徑和距離1經計算得出。測量步驟。按前述測量平均外徑的方法測定部件的外徑。端面垂直度的測定,將要測定的部件置于水平平板上,在部件與平板之間加墊必要的墊片以解決部件軸線與平板不平行或不垂直的問題。
方矩管即耐沖擊共聚聚丙浠,由均聚聚丙烯(PP一H)和(或)無規共聚聚丙烯(PP一R)與橡膠相形成的兩相或多相丙烯共聚物。橡膠相是由丙烯單體(或多種烯烴單體)的共聚物組成。該烯烴單體無烯經外的其他宮能
方矩管即耐沖擊共聚聚丙浠,由均聚聚丙烯(PP一H)和(或)無規共聚聚丙烯(PP一R)與橡膠相形成的兩相或多相丙烯共聚物。橡膠相是由丙烯單體(或多種烯烴單體)的共聚物組成。該烯烴單體無烯經外的其他宮能團。
交聯聚乙烯(PE一X)。以某種方式使聚乙烯分子鏈之間形成化學鍵連接,具有網狀結構的方矩管。非增塑聚氣乙烯(PVC一U)。非增塑聚氯乙烯通常稱為硬聚氯乙烯(PVC一U),是不含增塑劑的聚氣乙烯。產品類型術語, 方矩管。管材橫截面均為實心圓環結構的管材,也包括內壁帶有咯數凸出的導流螺旋線的管材。
結構壁管。對管材的截面結構進行優化設計,以達到節省材料,且滿足使用要求的管材品種。例如芯層發泡管、單(雙)壁波紋管、纏繞管等。多層復合管。管壁由數層不同材料構成的管材。阻隔性管材。為阻止和減少氣體或光線透過管壁,在管壁中增加特殊阻隔材料層的管材。
按照現行標準《給水用硬聚氯乙烯(PVC一U)管材》GB/T 10002.1一2006 的規定,此種方矩管適用于建筑物內或室外理地使用輸送飲用水或一般用途給水(但不得用于室內消防水管道系統),水溫不超
按照現行標準《給水用硬聚氯乙烯(PVC一U)管材》GB/T 10002.1一2006 的規定,此種方矩管適用于建筑物內或室外理地使用輸送飲用水或一般用途給水(但不得用于室內消防水管道系統),水溫不超過45 C,并與《給水用硬聚氟乙烯(PVC一U)方矩管》GB/T 10002.1一2003配套使用。
管材的衛生性能應符合《生活飲用水輸配水設備及防護材料的性評價標準)GB/T17219的規定,輸送飲用水的方矩管,其氯乙烯單體含量應不大于1.0 mg/kg.1.溫度對壓力的折減系數公稱壓力(PN)系指管材輸送20 C水的大工作壓力。當輸水溫度不同時,給出的不同溫度對壓力的折減系數(f)修正工作壓力,即用折減系數(f.)乘以公稱壓力(PN),得到大允許工作壓力。
方矩管允許偏差之極限偏差。允許極限數值與規定數值之同的差值。大允許值與規定值之差稱為上偏差,小允許值與規定值之差稱為下偏差。公差。規定量值允許的偏差,用大允許值與小允許值之差的值表示,等
方矩管允許偏差之極限偏差。允許極限數值與規定數值之同的差值。大允許值與規定值之差稱為上偏差,小允許值與規定值之差稱為下偏差。公差。規定量值允許的偏差,用大允許值與小允許值之差的值表示,等于上偏差與下偏差之間的差值。公差等級。
在公差與配合標準中,認為對所有基本尺寸都具有相同精度等級的一組公差。不同的公差等級通常用代號或數字區分。公稱尺寸。部件尺寸的名義數值。公稱外徑。 管材或管件插口外徑的規定數值,單位為mm。與方矩管外徑相配合的管件的公稱直徑也用管材公稱外徑表示。任一點外徑。通過方矩管任一點橫斷面測量的外徑,單位為mm。測量時應采用分度值不大于0.05 mm的量具,讀數到0.1 mm,小數點后第二位非零數字進位。平均直徑(dm)。
對應于管壁截面中心圓的直徑。平均直徑等于平均外徑與平均壁厚之差,或平均內徑與平均壁厚之和,單位為mm。平均外徑(dm)。管材或管件插口端任一橫斷面的外圓周長除以3.142(圖周率),并向大圓整到0.1 mm得到的值。平均外徑的小值稱為小平均外徑(dm.mn),平均外徑的大值稱為大平均外徑(dm.mx)。
測量方矩管的選用應與測量步驟相結合,以實現尺寸測量所要求的準確度。應按有關要求對量具進行校準,其校準應能溯源到接受的參考標準。測量量具的準確度。測量量具的選用應與測量步驟相結合,以達到尺寸測量所要求的準確度。
測量方矩管和管件各種尺寸所使用的量具、僅器的精度。測量時還要考慮到量具、儀器及測量方法產生的隨機誤差和系統誤差。建筑排水用PVC一U管材和管件國標,方矩管規格由40一160 mm擴大到32~250 mm,與市政排水用管道尺寸有區別,管材連接增加了密封圖連接方式,取消優等品和合格品分類,增加了管材、管件承口尺寸要求。
方矩管產品需經生產廠質量檢驗部門檢驗合格,并附有合格證方可出廠。出廠檢驗項目有:外觀、顏色、規格尺寸、物理和力學性能。井管內外表面應光滑平整,無凹陷,不應有明顯的色澤不均和分解變色線。管材端面應切制
方矩管產品需經生產廠質量檢驗部門檢驗合格,并附有合格證方可出廠。出廠檢驗項目有:外觀、顏色、規格尺寸、物理和力學性能。井管內外表面應光滑平整,無凹陷,不應有明顯的色澤不均和分解變色線。管材端面應切制平整并與軸線垂直。
方矩管宜為藍色,也可由供需雙方商定其他顏色。規格尺寸應符合上述“1.規格尺寸”的要求。物理和力學性能應符合規定。標志、包裝、運輸、貯存,每根井管至少應有一處完整標志。標志至少應包括下列內容:生產廠名和商標:方矩管產品名稱(應注明“PVC一U井管”);規格尺寸(公稱外徑a。和總長度I);產品標準號(印CJ/T 308一2009);生產日期。
井管經包裝后,包裝層外應有下列標志:生產廠名、廠址;產品名稱;商標。在運輸過程中,井管不得暴曬、重壓、拋掉、損傷和玷污。管材應在倉庫內堆放,堆放高度不超過2 m,并遠離熱源。井管的承口部位應交錯放置,避免擠壓變形。
現行標準《給水用硬聚氯乙烯(PVC一U)管件》GB/T 10002.2一2008 規定了以聚氖乙烯樹脂為主要原料,經注塑成型和用方矩管彎制成型的硬聚氯乙烯管件的產品分類、技術要求、試驗方法、檢驗規則
現行標準《給水用硬聚氯乙烯(PVC一U)管件》GB/T 10002.2一2008 規定了以聚氖乙烯樹脂為主要原料,經注塑成型和用方矩管彎制成型的硬聚氯乙烯管件的產品分類、技術要求、試驗方法、檢驗規則及標志、包裝、運輸、貯存要求。此項標準與《給水用硬聚氯乙烯(PVC U)管材)GB/T 10002.1配套使用。適用于建筑物內或理地給水用硬聚氯乙烯方矩管,即用于壓力下輸送水濕不超過45 C的一般用途水和飲用水。
用于輸送生活飲用水的管件的衛生性能應符合《生活飲用水輸配水設備及防護材料的性評價標準》GB/T 17219的規定,其中氯乙烯單體含量應不大于1.0 mg/kg。本部分管件不適用于熱氣焊和熱板焊接方矩管。
材料要求(1)給水用硬聚氣乙烯(PVC一U)管件的生產材料為PVC一U混合料。混合料應以PVC樹朋為主,并加入符合產品標準要求所需的添加劑。(2)使用的樹脂必須是衛生級,加入的添加劑不得使輸送介質產生毒性、引起人體感官不造或有助于微生物生長,同時不得影響產品施工時的粘接性能及產品標準中規定的其他性能。(3)生產過程中允許使用同部分生產流程的回用料,不允許使用外部得到的回用科和再加工料。
生產廠家應對方矩管進行波壓試驗,試驗用試樣由管段和方矩管組成。管件試樣數量為一個。試樣組裝可采用粘接形式或機械連接形式,所有與管件連接的管材應倒角。若采用粘接連接應有10天的干燥時間。 試驗裝置應能
生產廠家應對方矩管進行波壓試驗,試驗用試樣由管段和方矩管組成。管件試樣數量為一個。試樣組裝可采用粘接形式或機械連接形式,所有與管件連接的管材應倒角。若采用粘接連接應有10天的干燥時間。
試驗裝置應能將試樣與施壓設備連接,并保證在時間內不阻礙管件承口以外部分的自由變形。試驗方法按《流體輸送用熱塑性塑料管材耐內壓試驗方法)GB/T 6111規定測試,如出現管段破裂或粘結處滲漏試驗則應重做。
出廠檢驗各種給水用硬聚氣乙烯(PVC一U)方矩管產品需經過生產廠質量檢驗部門的檢驗或合格后,方可出廠,檢驗項目主要有:外觀檢查、尺寸測量、維卡軟化溫度測試、烘箱試驗、墜落試驗、液壓試驗、衛生性能試驗及系統適用生測試等項。8.標志、包裝、運輸、貯存()產品和產品包裝應有下列標志。O產品應有下列標志:商標;材料名稱,應注明為PVC一U;產品規格,應注明公稱外徑、公稱壓力;本標準編號。
西藏法爾克貿易有限公司引進先進的 耐候鋼板技術,性能更穩定,用擁有領先的制造和檢測設備, 耐候鋼板生產效率更高。
弧光放電,不僅可以用高壓引弧,也可以用低壓引弧。實踐中常采用低壓引弧,它是先將方矩管兩電極短路后再拉開,瞬間兩極間電流密度極大從而產生高溫,陰極發射出熱電子而產生電弧。自耗電弧爐中正極性熔煉時將壓制的鈦錠當陰極,銅坩堝當陽極。
熔煉時對電弧爐施加一定電壓,當兩極間拉開有一定間原時,產生弧光放電,陰極上的電子受電壓的夾持驅趕,帶負電荷獲得高速動能的電子迅速向陽極(銅坩堝)發射。電子到達銅坩堝中,熔煉初期轟擊預先放置的底墊料,一旦坩堝內形成熔池后,電子直接轟擊鈦熔池。
此時,方矩管的動能會釋放并轉化為熱能,并不斷使鈦錠熔化,液滴落人熔池中,并使部分金屬汽化。與此相反,陽極產生的正離子會迅速射向陰極。此時,兩極間電弧放電時產生兩極間形成的等離子體的運動。盡管它的電離程度較低,但它產生了高的溫度場,這使熔煉時達到需要的溫度。
根據生產工藝特點不同將方矩管生產分為熔劑法和無熔劑法,連續式和間歇式冶煉法,無渣法和有渣法等冶煉方法。熔劑法:采用碳質材料、硅或其他金屬還原劑,方矩管生產時加造渣材料調節爐渣成分或性質(爐渣的酸、堿
根據生產工藝特點不同將方矩管生產分為熔劑法和無熔劑法,連續式和間歇式冶煉法,無渣法和有渣法等冶煉方法。熔劑法:采用碳質材料、硅或其他金屬還原劑,方矩管生產時加造渣材料調節爐渣成分或性質(爐渣的酸、堿性)。
無熔劑法:多用碳質材料做還原劑,生產時不加造渣材料調節爐渣成分和性質。連續式冶煉法:根據爐口料面下降情況,不斷向爐內加料,并將爐內熔池積聚的合金和爐渣定期排除。采用埋弧還原冶煉,操作功率幾乎是均衡穩定的。間歇式冶煉法:將爐料集中或分批加入爐內,冶煉過程一般分為熔化和精煉兩個時期,熔化期電極埋在爐料中,精煉完畢,排出合金和爐渣,再裝人新料,進行下一爐冶煉。
由于冶煉各個時期的工藝特點不同,操作功率也不同。無渣法:采用碳質還原劑、硅石或再制合金為原料,在還原電爐中連續冶煉。有渣法:在還原電爐或精煉爐中,選用合理的造渣制度生產鐵合金,其渣鐵比受冶煉品種和采用的原料條件等因素影響。
(1)爐子間。爐子間完成裝料、冶煉方矩管、出鐵,出渣、接放電極、維修機械及電氣設備等作業。主要包括電爐、變壓器及控制室、爐子上料、電極系統及冷卻水系統、爐口操作工具等設備及作業場地。精煉爐在垂直方向
(1)爐子間。爐子間完成裝料、冶煉方矩管、出鐵,出渣、接放電極、維修機械及電氣設備等作業。主要包括電爐、變壓器及控制室、爐子上料、電極系統及冷卻水系統、爐口操作工具等設備及作業場地。精煉爐在垂直方向有高架式和地坑式布置兩種形式。精煉爐在平面上的布置有縱向布置和橫向布置之分。縱向布置是冶煉和澆注布置在同一跨內,電爐出鐵方向與廠房平行。橫向布置是指出鐵方向與廠房垂直或成一定角度。小容量爐子及爐子數量較少時可采用縱向布置,大容量爐子及爐子數量較多時宜采用橫向布置。
(2)原料間。方矩管原料間通常布置在單獨一跨內,大多與爐子跨平行。跨間大小保證原料的儲存、加工、配料及運輸必需的空間。原料的供應方式可采用膠帶運輸機或吊車。
(3)澆注間。精煉爐采用縱向布置時,澆注與精煉爐在同一跨內;采用橫向布置時,澆注在單獨的一跨內進行,澆注跨與爐子跨平行。澆注分模鑄和澆注機澆注,采用澆注機澆注,澆注機一般與澆注間垂直布置。
(4)成品間。成品跨一般與澆注跨平行,用于成品精整、破碎、儲存、包裝等。
方矩管冶煉盡管品種繁多,設備各異,但其根本是選擇合適的還原劑,在冶煉中通過控制合適的條件,如溫度、還原劑用量、爐渣堿度等,選擇性地還原礦石中的一種或多種氧化物,使還原出來的各種元素( 如不足可補加)
鍍鋅方矩管-我公司資質齊全_法爾克貿易(西藏分公司),聯系人:付經理,重慶伏牛大道龍文鋼材市場。










