| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發(fā)貨期限 | 雙方協(xié)商 |
| 供貨總量 | 按訂單生產 |
| 運費說明 | 5天發(fā)貨 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產品規(guī)格 | 按要求訂做 |
| 生產工藝 | 熱滾塑工藝 |
| 連接方式 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執(zhí)行標準 | HG20536-93 |
| 應用領域 | 化工、環(huán)保、冶煉、電力等行業(yè) |
| 范圍 | 襯塑復合鋼管pe襯塑管供應范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市等區(qū)域。 |
縱橫機械制造(西藏分公司)自成立以來,就以“誠實經營,高質服務”作為服務理念,一方面積j i開拓 法蘭襯塑管道市場,緊跟信息產業(yè)的發(fā)展潮流,不斷增強 法蘭襯塑管道中心技術實力,同時還大力加強內部管理,提高員工的整體素質,樹立良好形象。并結合客戶實際情況科學有效的 法蘭襯塑管道方案!歡迎來電咨詢!



碳鋼襯塑復合管的表面制作對焊接的要求
1.在外部鋼管的轉角和接管部位是焊接難度高的,此部位要應盡量保證焊接要求。保證焊縫達到飽滿狀態(tài),并將其細致打磨成鈍角,形成圓弧過渡,焊接部位不得有毛刺和棱角現象。
2.在角焊縫的圓角部位,焊角部位,其焊角高度應大于5mm,一般凸出角應大于或等于3mm,內角應大于或等于10mm.
3.在清理組對卡具時,嚴禁損傷基體母材。施焊過程中嚴禁在基體母材上引弧。
4.在對復合管道的殼體進行焊接時,好采用雙面對焊的焊接方法。這就要求我們工人的技術水平,焊縫要平整(磨平或圓滑過渡)、無氣孔、焊廇和夾渣現象,且焊縫的高度不得大于2mm。在焊接完成后,還要徹底焊接帶來的飛濺物。
5.鋼管在焊接的時候必須采用連續(xù)焊,且焊縫不得出現裂縫或連續(xù)咬邊的情況,咬肉深度不能超過0.5mm。
碳鋼襯塑復合管在生產時要注意哪些事項:
一、不得有鐵銹、木塊、紙屑等有害雜質,必要時需過篩。
二、管道長度在500mm以上的需在襯塑防腐設備滾動輥上襯塑,到溫度達到襯塑溫度即可加料。
三、加料前應先把法蘭密封面成型工裝加緊在法蘭上,加料采用專用加料管,加料應均勻一致。在停車情況下加料,加料后立即轉動。
四、襯塑時間一般為2~15分鐘,一般管徑越大、壁厚越大時間越長,DN150以下控制在5分鐘以內。
五、襯塑防腐設備的滾動輥圓周速度宜控制在40轉/分以內,但不低于2轉/分,一般管徑越大速度越慢。
六、停轉時,卸下密封面工裝后次找平并冷卻塑層,直至密封面光亮,光滑,凝固。冷卻時必須轉動,防止可能因溫度局部過高而流淌影響使用及美觀。
七、襯塑防腐設備的法蘭拐角等較厚地方可采取濕布、噴霧等方法在外部快速降溫。局部降溫速度不宜太快,冷卻水等不得接觸襯層,防止襯層收縮過大,引起分層或剝離。時間一般不超過2min,且滾動架上轉速應低于30轉/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加熱爐均勻加熱,但避免因局部溫度過高或燃燒而成黃色。



襯塑管道經過多年的實際應用,影響其使用壽命和性能穩(wěn)定的因素是溫度、壓力、介質等。
襯塑管道供應
襯塑管道選擇標準,工業(yè)耐磨襯塑管特點在于性能,環(huán)保鋼襯塑管道在制造的時候使用的技術都是相當先進的。而且使用的制造材料也都是的,因此人們在進行使用的時候也是可以放心的。無污染環(huán)保鋼襯塑管道,如果您有產品需要,歡迎來電進行咨詢,我們將為您提供為專業(yè)的服務。環(huán)保無污染鋼襯塑管道。


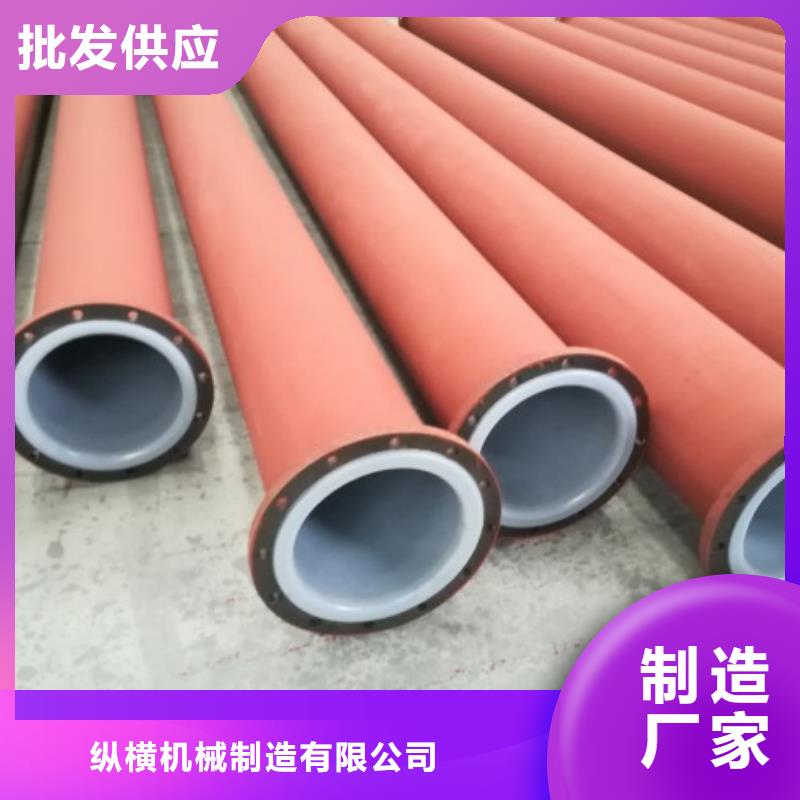
專業(yè)法蘭連接襯塑管道生產,法蘭襯塑管道是由多種改性共混聚合物與鋼管經工藝復合而成的復合鋼管,它既保留了鋼管的強度和傳統(tǒng)的連接方法,而且經過塑料材料不同的改性,充分發(fā)揮了塑料材料的耐腐蝕、抗老化、高耐磨、無銹、、內壁光滑等特點。經改性后的耐腐蝕的襯塑鋼管,是石油、化工、電力、煤炭、輪船、碼頭等行業(yè)的工業(yè)管道的替代產品。
襯塑管道主要應用:
化工防腐管道;化工廠循環(huán)水管道;化工廠回水管道;除鹽水管道;工業(yè)襯塑管;電廠循環(huán)水管道;電廠回水管道;酸堿液介質管道;水處理管道;工業(yè)污水處理管道等水處理項目。
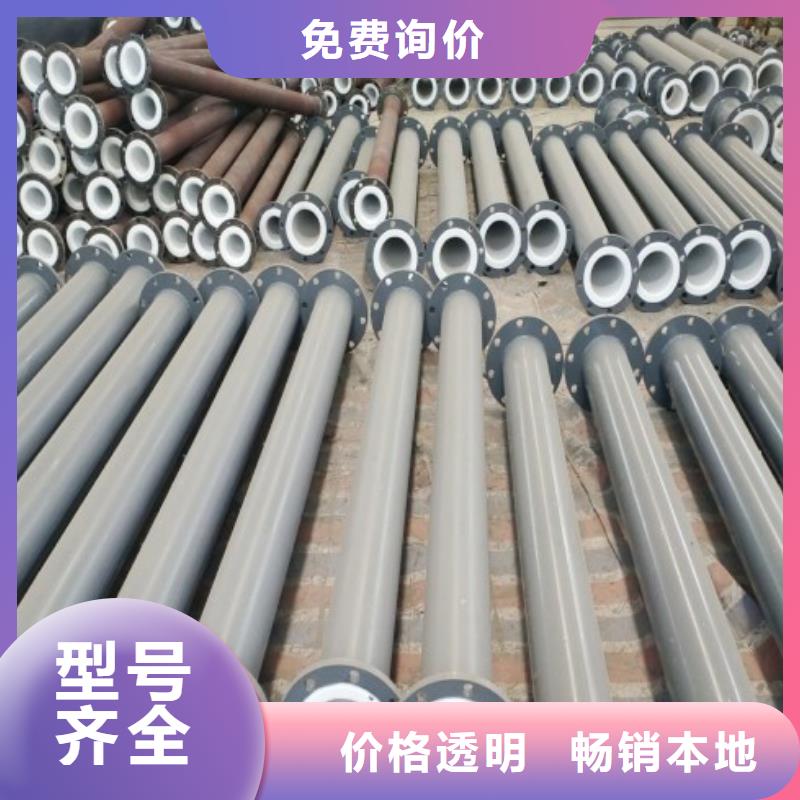
循環(huán)水輸送襯塑管道
循環(huán)水排放--鋼襯塑管廣泛應用于石油、化工、化纖、氯堿、染料、醫(yī)藥、環(huán)保、冶煉、電力等行業(yè)的介質輸送及環(huán)保處理系統(tǒng)、飲水工程及給排水工程。



名片")