| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電儀 |
| 發(fā)貨期限 | 電儀 |
| 供貨總量 | 99999 |
| 運費說明 | 電儀 |
| 品牌 | 鑫橋通 |
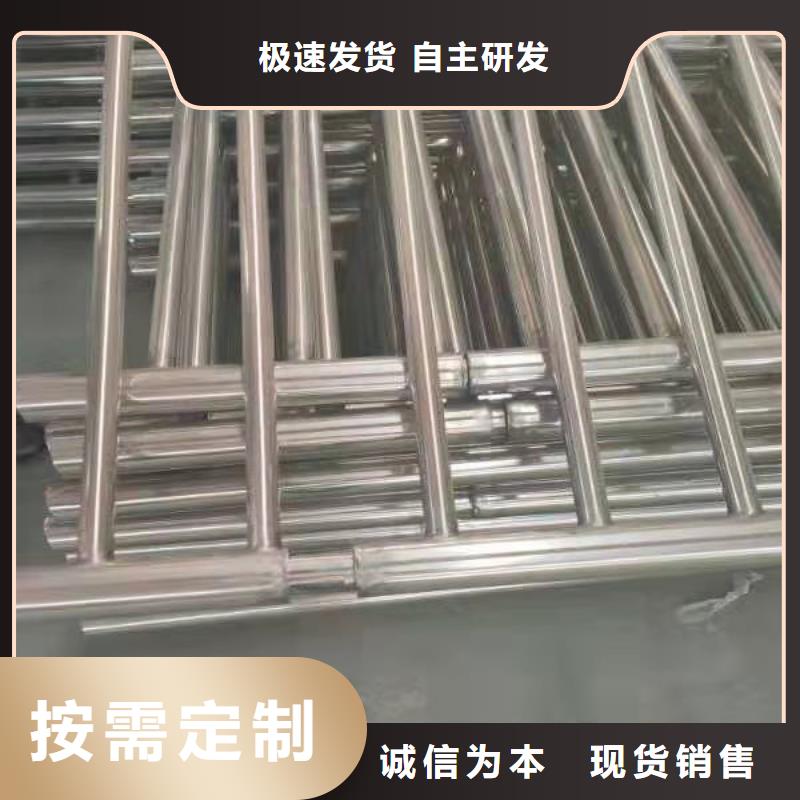
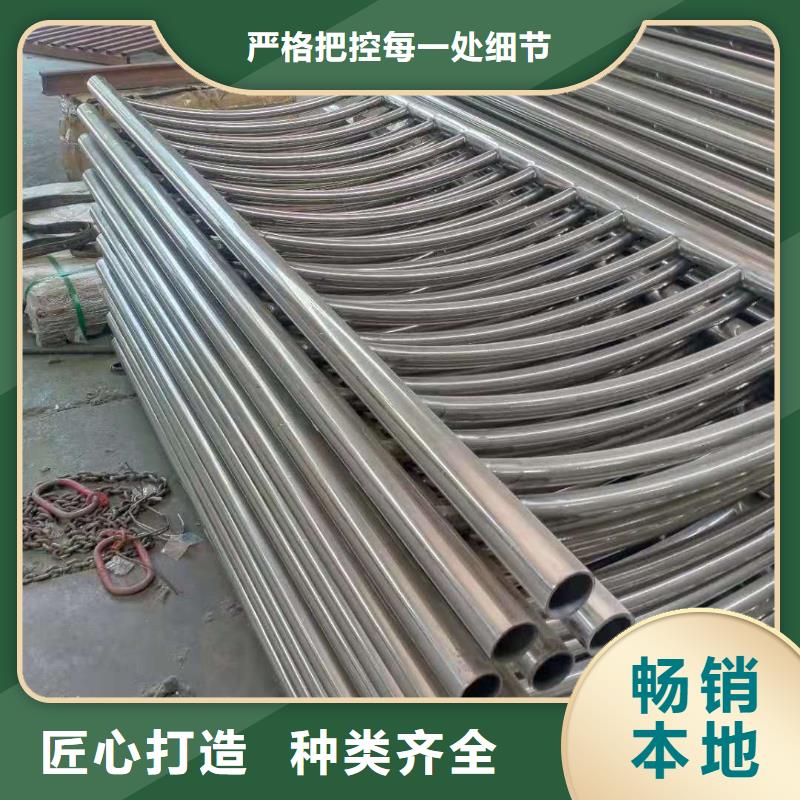
| 適用范圍 | 道路護欄,橋梁護欄 |
| 規(guī)格 | 齊全 |
| 高度 | 定制 |
| 材質(zhì) | 不銹鋼 |
| 范圍 | 橋梁護欄圖片生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市等區(qū)域。 |




不銹鋼復(fù)合管下游需求的緩慢釋放以及原料價格的不斷走低讓快速上漲的鋼價有些“高處不勝寒”的感覺,價格持續(xù)出現(xiàn)回落。從目前形勢看,受成材成交持續(xù)低迷、價格不斷下行及外礦的一波又一波跌勢所壓制,鋼坯價格向上困難。國內(nèi)廢鋼市場持弱運行,交易量偏低。雖然成品材現(xiàn)貨市場依舊有部分品種價格上浮,而唐山鋼坯報價震蕩運行,但是鐵礦石和生鐵價格一直呈下調(diào)趨勢,國內(nèi)廢鋼市場上漲勢頭被遏制。目前多數(shù)鋼廠廢鋼資源存庫一般,對廢鋼的采購策略主體以平穩(wěn)過渡為主,廢鋼采購不作為重點,并且對于月度計劃量出現(xiàn)明顯縮減情況。需求方采購意愿的減弱,貿(mào)易商心遭受嚴(yán)重打擊,廢鋼市場運行頗顯艱難。預(yù)計近期國內(nèi)防撞護欄市場將承壓運行。

不銹鋼復(fù)合管焊接過程中,工件和焊料熔化形成熔融區(qū)域,熔池冷卻凝固后便形成材料之間的連接。這一過程中,不銹鋼復(fù)合管通常還需要施加壓力。焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。19世紀(jì)末之前,****的焊接工藝是鐵匠沿用了數(shù)百年的金屬鍛焊。***早的現(xiàn)代焊接技術(shù)出現(xiàn)在19世紀(jì)末,先是弧焊和氧燃?xì)夂福院蟪霈F(xiàn)了電阻焊。20世紀(jì)早期,隨著****次和第二次世界大戰(zhàn)開戰(zhàn),不銹鋼復(fù)合管對軍用器材廉價可靠的連接方法需求極大,故促進(jìn)了焊接技術(shù)的發(fā)展。今天,隨著焊接機器人在工業(yè)應(yīng)用中的廣泛應(yīng)用,研究人員仍在深入研究焊接的本質(zhì),繼續(xù)開發(fā)新的焊接方法,以進(jìn)一步提高焊接質(zhì)量。

不銹鋼復(fù)合管橋面燈光護欄夜間美化了我們生活的
橋面燈光護欄在我們生活中起到了很大的作用,夜間美化了我們生活的。但是但在美麗背后也存在不少隱患,需要大家格外留意,特別要加強對橋面燈光護欄的安裝工作,河道來往人,那么我們在安裝護欄時需要留意哪些問題呢?
因為在對橋面燈光護欄進(jìn)行安裝時,它要求相鄰構(gòu)件著色表面不應(yīng)有明顯的色差,護欄表面不應(yīng)有毛刺、油斑或其他污跡,裝配鏈接處不應(yīng)有外溢的膠黏劑;在安裝時需要按照施工圖設(shè)計進(jìn)行施工,如果當(dāng)安裝不合格的情況下需要進(jìn)行二次安裝時需要留意的是,安裝位置應(yīng)于窗戶保持適應(yīng)位置,安裝要有一定深度的。
其目的歸根到底都是為了防腐防生銹抗氧化,美化,在不影響材料的物理性能的前提下盡可能的增大護欄材料的自然壽命。鍍鋅層品質(zhì)測試,鍍鋅層附著量測試,鍍鋅層附著量測試可采用三法或鍍層測厚儀測試。三法基本原理由于鋅能完全溶解于三的濃鹽酸溶液中,通過溶解前后兩次稱重,計算出其單位面積鋅附著量,鍍鋅層均勻性測試,(1)鍍鋅層均勻性測試一般采用硫酸銅法,原理通過硫酸銅溶液浸蝕試樣置換出鋅金屬單質(zhì)的時間及程度,判斷其鍍鋅均勻性。試樣配置將36g化學(xué)硫酸銅溶于100ml蒸餾水中,加熱溶解后冷卻至室溫,加入氫氧化銅或碳酸銅(每1L硫酸銅溶液加入1g)。
不銹鋼復(fù)合管噴粉過程中要注意吊具的導(dǎo)電性且吊具上的徐層不宜太厚過厚時可采取集中焚燒的方法用具上的涂層;由于工件較重一定要設(shè)計好掛具要求掛具牢固***;采用預(yù)烘的目的:一是除去工件上剩余的水分二是可以***一定厚度的粉末涂料較好地附著在工件的表面三是***工件盡快均勻受熱加快固化過程一般預(yù)烘的溫度是80—140℃.對于護欄產(chǎn)品根據(jù)其特點采用自動噴槍另加手工噴槍補噴相結(jié)合的形式目的是實時監(jiān)控噴粉質(zhì)量***產(chǎn)品質(zhì)量穩(wěn)定.一般純聚酚粉術(shù)涂料的固化條件是200℃10min通過調(diào)整加熱爐的溫度和鏈速來***固化溫度和時間.
橋梁護欄噴粉采用冷風(fēng)吹干在吹干的過程中對工件進(jìn)行檢查對于允許缺陷如流掛、起泡、露底、締孔等可用丙酮等稀釋粉末涂料趁工件未晾時涂程或噴覆于缺陷表面用余熱固化對于重大缺陷需要進(jìn)行返修處理根據(jù)涂膜厚度選取不同的處理方法一般有直接上件重新噴粉、機械打磨、用脫膜劑處理三種方法.。

名片")