


以下是:西藏可靠的電解拋光設備生產廠家的產品參數
材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 36KG/桶 類型 不銹鋼拋光去毛刺去除焊點增強抗腐蝕能力 顏色 淡綠色 品牌 張家港燈鼎科技 型號 DD-204 可定制 是 使用壽命 3-5年 范圍 可靠的電解拋光設備供應范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市等區域。 【前海燈鼎】為客戶提供多樣化產品,包括拉薩電解拋光設備用途廣泛、林芝電解拋光設備支持加工定制、山南電解拋光設備產地直供、那曲電解拋光設備實拍品質保障、日喀則電解拋光設備來圖來樣定制、昌都電解拋光設備自有生產工廠等,適配多元場景需求。可靠的電解拋光設備生產廠家,前海燈鼎實業(西藏分公司)為您提供可靠的電解拋光設備生產廠家產品案例,聯系人:楚先生,電話:【0527-88266222】、【17768165506】。 西藏自治區 西藏是中國領土不可分割的一部分。自元朝始,中央政權始終對西藏行使著有效管轄。藏族人民是中華民族大家庭中的重要一員。西藏唐宋時期稱為“吐蕃”,元明時期稱為“烏斯藏”,清代稱為“唐古特”“圖伯特”等。清朝康熙年間起稱“西藏”。1951年5月23日,西藏和平解放。1959年西藏叛亂平定后,中央政府開始對西藏進行直接管轄。1965年9月9日,西藏自治區正式宣告成立。
我們的可靠的電解拋光設備生產廠家視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:西藏可靠的電解拋光設備生產廠家的圖文介紹
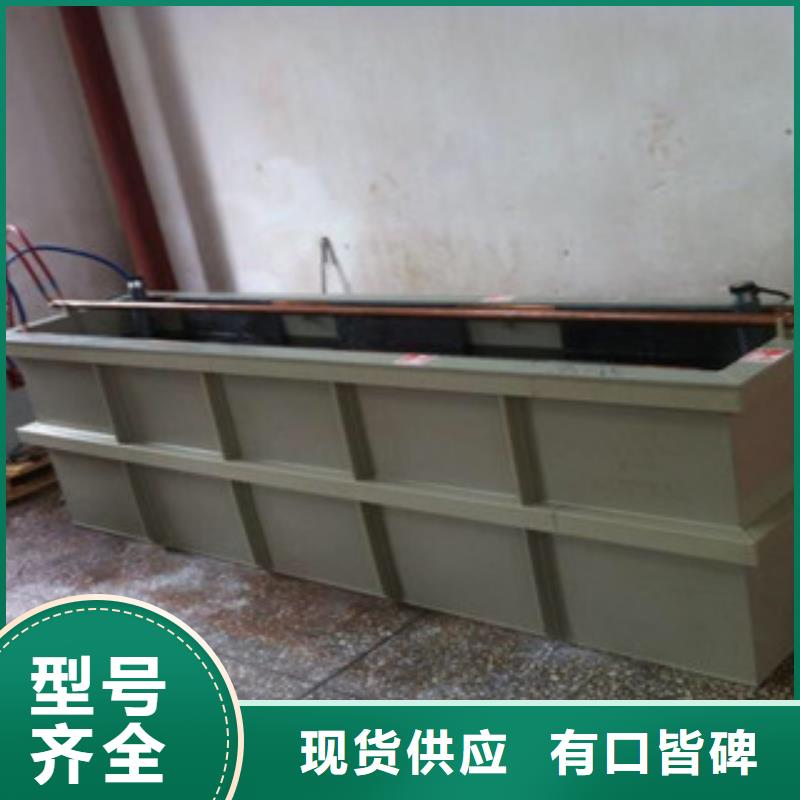
適用材質范圍: 1、不銹鋼(包括馬氏體、奧氏體及鐵素體)2、鋁及其合金3、銅及其合金4、鋼鐵件 一般組合包括:整流機+拋光槽+陽極棒+陰極棒+陰極鉛板+兩級銅線+石英加熱器+拋光液+電解掛具(添加時間控制儀+溫控儀)。
廣泛應用于各類材料器件表面處理,電鍍電泳陽極氧化,電解熱處理,電解酸洗堿洗除銹脫脂除油,電解拋光,有色稀貴金屬和稀土材料是解冶煉,工業水處理種廢水電解處理及廢棄物的電解回收,精密機械零部件的電解加工,蓄電池和極板充電放電化成檢測焊接,金鋼石和碳化硅及耐火材料加熱電源以及超聲波等離子焊割電源。
不銹鋼除銹劑◆產品特性本品為無色透明液體,由多種進口食品級材料復配而成,屬于除銹、防銹二合一的中性環保處理劑,廣泛用于各類五金加工行業,能快速除去在焊接、切割、錘擊、碰損等高溫加工處理后產生的棕褐色氧化物(銹跡)、加工殘留的油污、鐵銹等,使工件銀亮有光,從而解決了工件加工的發黑現象,處理完畢后對工件有一定的防銹作用.本品已通過SGS的環保檢測,符合歐盟的ROHS標準。將工件浸泡在配制好的工作液中,至銹斑去除干凈為止,然后用去離子水漂洗,以除工作表面殘留污染。
或直接沾取本品,在工件需要的地方擦拭處理。不銹鋼悍斑電焊的基本工作原理是通過常用的220V電壓或者380V的工業用電,通過電焊機里的減壓器降低了電壓,增強了電流,并使電能產生巨大的電弧熱量融化焊條和鋼鐵,而焊條熔融使鋼鐵之間的融合性更高。電焊條的外層的藥皮、CO2焊接噴出CO2氣體起防止金屬融化后氧化的作用。電焊的不銹鋼氧化皮發黑,嚴重的影響不銹鋼的美觀。不銹鋼酸洗劑本品為無色透明液體,屬于除油、除銹、除氧化物三合一的酸性清洗劑,廣泛用于各類五金加工行業,能快速除去在焊接、切割、錘擊、碰損等高溫加工處理后產生的棕褐色氧化物(銹跡)、加工殘留的油污、鐵銹等,使工件銀亮有光,從而解決了工件加工的發黑現象.本品已通過SGS的環保檢測,符合歐盟的ROHS標準。
將工件浸泡在配制好的工作液中,至油污或氧化物,電焊悍斑除去凈為止,然后用流動水沖洗1~2分鐘,以除工作表面殘留污染。 或直接沾取本品,在工件需要的地方擦拭處理。
張家港燈鼎科技有限公司目前為常州,無錫,昆山,杭州,臺州,寧波等全國15個城市安裝調試了不銹鋼保險杠電解拋光設備,個別客戶在電解保險杠的時候經常遇到很多的問題1,電解保險杠的時候為什么保險杠發白,有種朦朧白的效果?回答:產品發白的原因因素有很多,2大點:1電解液的溫度有沒有達到佳狀態,一般學過物流的都知道,電流的大小給三種因素有關:【1】電壓,我們在機器功率額定的狀態下,知道電流隨著電壓的增大而增大【2】溫度,電流是隨著溫度的增高而增加的,我們可以做個例子:當你電解一個產品時,沒有溫度的情況下,電壓10V,你看電流是多少,當有溫度的時候,電壓還是10V,同樣的產品,你再看電流多少,后則一定比前者大,而且電解的效果比沒有溫度電解的效果更鏡面。電解液的佳溫度60°左右。【3】接觸面積,因為接觸面積越大電流越大,影響接觸面積的元素有很多,掛具與陽極銅棒的接觸面積,掛具與產品直接的接觸面積,鉛板與陰極銅板的接觸面積等等。2產品不導電,測試產品有沒有導電可以從以下3點測試:【1】直接觀察計時器上面有沒有電壓電流。【2】觀察電解槽2邊陰極電解液有沒有電解液紋向中間陽極銅棒流動。【3】陽極銅棒上的掛具上的產品四周有沒有水波出現。 2,電解產品拿出來時,為什么產品上面還有黑色焊回答:在產品電解拋光前處理加一道產品酸洗工藝就沒有問題,黑色焊斑就可以去掉。 3,電解不銹鋼為甚么會出現局部鏡面,局部發白? 回答:2點因素【1】除油不干凈,加大除污能力【2】電解液溫度不均與,把電解液溫度攪拌均勻 4,為什么工件拋光后不光亮并呈灰暗色分析原因:可能電化學拋光溶液已不起作用,或作用不明顯。
解決方法:檢查電解拋光液是否使用時間過長,質量下降,或溶液成分比例失調。5.工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。6.為什么拋光后表面有陰陽面,及局部無光澤的現象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件進行適當的調整,使工件與陰極的位置適當,使電力分布合理。
7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?
原因分析:可能是拋光后期工件表面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速度,增加溶液的流動。8.零件和掛具接觸點無光澤并有褐色斑點,表面其余部分都光亮是什么原因?原因分析:可能是零件與掛具的接觸不良,造成電流分布不均,或零件與掛具接觸點少。解決方法:擦亮掛具接觸點,使導電良好,或增大零件與掛具的接觸點面積。9.同一槽拋光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽拋光工件太多,致使電流分布不均勻,或者是工件之間互相重疊,屏蔽。解決方法:減少同槽拋光工件的數量,或者注意工件的擺放位置。10.為什么拋光零件凹入部位和零件與掛具接觸點接觸附近有銀白色斑點?原因分析:可能是零件的凹入部位被零件本身或掛具屏蔽了。
解決方法:適當改變零件位置,使凹入部位能得到電力線或縮小電極之間距離或提高電流密度。11.已嚴格按照工藝規范操作,為什么拋光后零件表面有或多或少的過腐蝕現象?原因分析:是否溶液溫度過高或電流密度太大,如果溶液配制沒有問題,又嚴格操作,則可能是拋光前的處理問題。解決方法:嚴格執行電化學拋光前處理的操作,在酸洗過程中避免過腐蝕。不要把清洗水留在零件表面,帶進拋光槽。
目前西藏前海燈鼎實業有限公司生產的 電解拋光設備產品遠銷國內各大省市,以質量穩定、價格優惠、 電解拋光設備產品過硬贏得了廣大客戶的一致好評。真誠希望與老客戶繼續合作,與新客戶建立關系--攜手并進,共創輝煌。
可靠的電解拋光設備生產廠家_前海燈鼎實業(西藏分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯系人:楚先生,寶安區沙井鎮。










