
以下是:張家口市下花園區定制無縫管的公司的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 20# 產地 山東 規格 全 類型 1 可定制 可以 范圍 定制無縫管的公司供應范圍覆蓋河北省、張家口市、下花園區、宣化區、張北縣、康保縣、沽源縣、尚義縣、蔚縣、陽原縣、懷安縣、萬全區、懷來縣、涿鹿縣、赤城縣、崇禮區等區域。 【金厚源】為客戶提供多樣化產品,包括懷安無縫管常年出售、赤城無縫管實體廠家、張北無縫管一站式采購方便省心、涿鹿無縫管優選廠商、尚義無縫管品質值得信賴等,適配多元場景需求。定制無縫管的公司,金厚源鋼管(張家口市下花園區分公司)為您提供定制無縫管的公司,聯系人:趙學會,電話:【0527-88266222】、【17768165506】。 河北省,張家口市,下花園區 2021年,下花園區實現地區生產總值(快報數)246906萬元,按可比價計算,同比增長6%。
不要錯過我們上傳的定制無縫管的公司視頻!它將為您提供比圖文更直觀、更的產品介紹,點擊觀看,讓您輕松了解產品詳情。以下是:張家口下花園定制無縫管的公司的圖文介紹
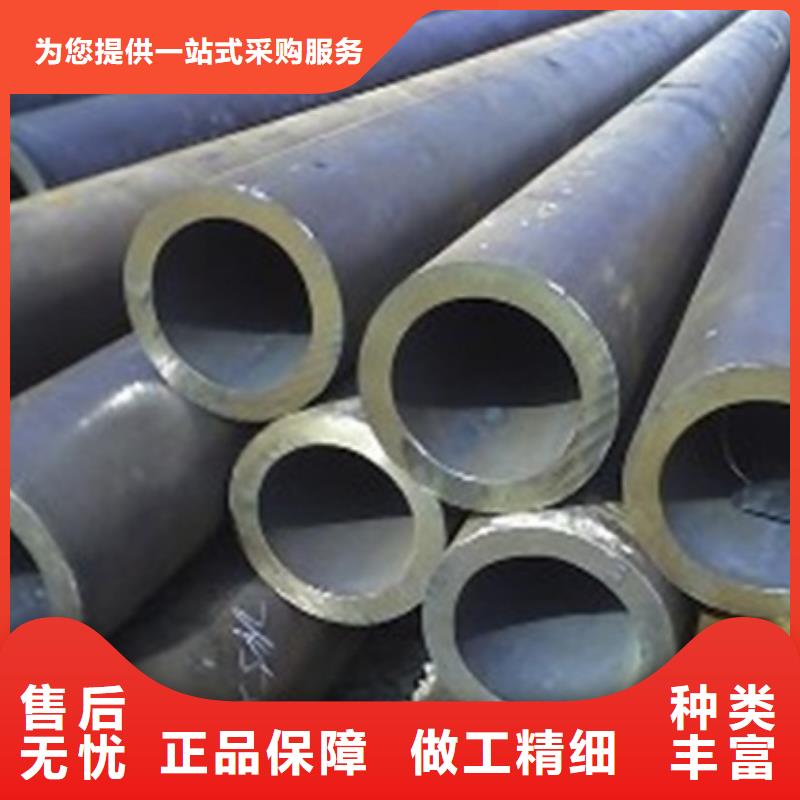
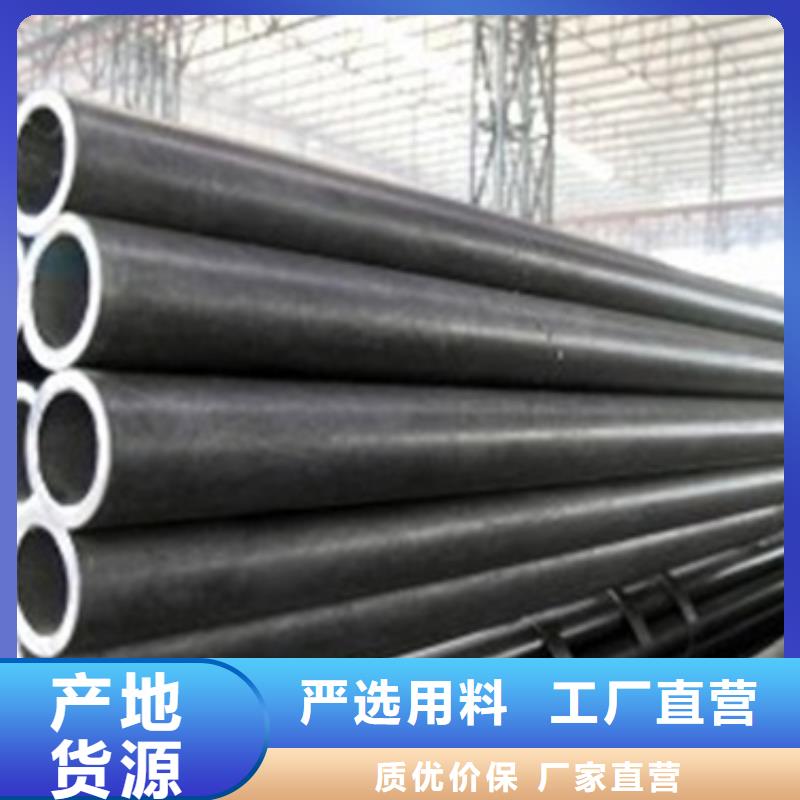
鋼塑復合管、大口徑涂敷鋼管 鋼塑復合管以熱浸鍍鋅鋼管作基體,經粉末熔融噴涂技術在內壁(需要時外壁亦可)涂敷塑料而成,性能優異。與鍍鋅管相比,具有抗腐蝕、不生銹、不積垢、光滑流暢、清潔,使用壽命長等優點。據測試,鋼塑復合管的使用壽命為鍍鋅管的三倍以上。與塑料管相比,具有機械強度高,耐壓、耐熱性好等優點。由于基體是鋼管,所以不存在脆化、老化問題。可廣泛應用于自來水、煤氣、化工產品等流體輸送及取暖工程,是鍍鋅管的升級換代產品。由于其安裝使用方法與傳統的鍍鋅管基本相同,管件形式也完全相同,而且能代替鋁塑復合管在大口徑自來水輸送上發揮作用,深受用戶歡迎,已成為管道市場具競爭力的新產品之一。 涂敷鋼管是在大口徑螺旋焊管和高頻焊管基礎上涂敷塑料而成,大管口直徑達1200mm,可根據不同的需要涂敷聚氯乙烯(PVC)、聚乙烯(PE)、環氧樹脂(EPOZY)等各種不同性能的塑料涂層,附著力好,抗腐蝕性強,可耐強酸、強堿及其它化學腐蝕,、不銹蝕、耐磨、耐沖擊、耐滲透性強,管道表面光滑,不粘附任何物質,能降低輸送時的阻力,提高流量及輸送效率,減少輸送壓力損失。涂層中無溶劑,無可滲出物質,因而不會污染所輸送的介質,從而保證流體的純潔度和衛生性,在-40℃到+80℃范圍可冷熱循環交替使用,不老化、不龜裂,因而可以在寒冷地帶等苛刻的環境下使用。 大口徑涂敷鋼管廣泛應用于自來水、天然氣、石油、化工、醫藥、通訊、電力、海洋等工程領域。
鑄造生鐵化學成分(執行標準:GB718-82) 鐵種 鑄造生鐵 化 學 成 分 % 牌號 鑄34 鑄30 鑄2 鑄22 鑄18 鑄14 代號 Z34 Z30 Z26 Z22 Z18 Z14 C >3.3 Si >3.20~3.60 >2.80~3.20 >2.40~2.80 >2.00~2.40 >1.60~2.00 >1.25~1.60 Mn 1組 ≤ 0.50 2組 >0.50~0.90 3組 > 0.90~1.30 P 1級 ≤ 0.06 2級 >0.06~0.10 3級 >0.10~0.20 4級 >0.20~0.40 5級 >0.40~0.90 S 1類 ≤ 0.03 2類 ≤ 0.04 ≤0.04 3類 ≤ 0.05 ≤0.06
張家口下花園金厚源鋼管有限公司是一家專業從事 無縫管的企業。本公司擁有先進的 無縫管生產設備;專業的技術人員和嚴格的質量標準、周到及時的售后團隊。公司主要產品: 無縫管。公司始終貫徹實施“市場導向、科技領先、以人為本、科學管理、優質服務”的經營管理方針和企業文化理念。我們將真誠、真心為您服務,提供優質的設計、制作、運輸、安裝、售后一條龍服務。 張家口下花園金厚源鋼管有限公司是您優質的選擇,我們愿以優異的產品質量,良好的服務與您共創輝煌的明天。
定制無縫管的公司_金厚源鋼管(張家口市下花園區分公司),固定電話:【17768165506】,移動電話:【0527-88266222】,聯系人:趙學會,沈北西路造化鋼材市場南區4區4棟7--9。








