
以下是:供應異型管的廠家的產品參數供應異型管的廠家,千鶴鋼管有限公司(武漢分公司)為您提供供應異型管的廠家的資訊,聯系人:賀經理,電話:18864897226、18864897226,QQ:270591967,發貨地:經濟開發區。 湖北省,武漢市 武漢市地處江漢平原東部、長江中游,長江及其支流漢水在此交匯,形成武漢三鎮(武昌、漢口、漢陽)隔江鼎立的格局,市內江河縱橫、湖港交織,水域面積占全市總面積四分之一,被評為國際濕地城市。作為中國經濟地理中心,武漢素有“九省通衢”之稱,是中國內陸的水陸空交通樞紐、長江中游航運中心,其高鐵網輻射大半個中國,是華中地區可直航全球五大洲的城市。
想要直觀了解供應異型管的廠家產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!以下是:供應異型管的廠家的圖文介紹
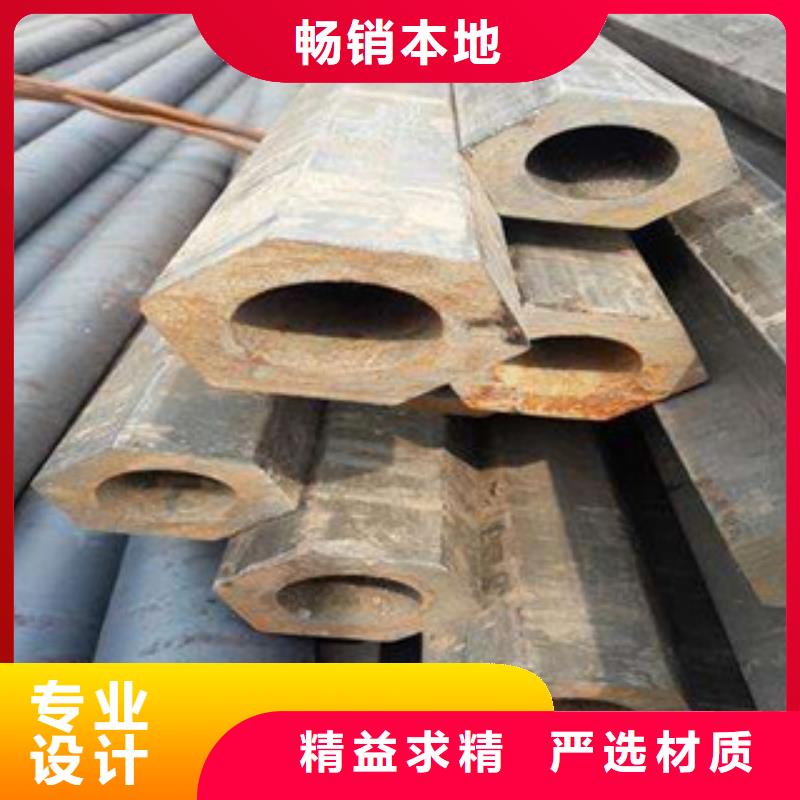
影響異型管脫磷的十點因素:脫磷的有利條件是高堿度、氧化性強和流動性良好的爐渣,以及較低的溫度。而影響異型管脫磷的因素主要有以下十點:(一)增加爐渣中氧化鐵含量,可加速石灰的渣化和改善熔渣的流動性,有利于脫磷反應;(二)當爐渣堿度較高和氧化鐵含量較高時,都會使脫磷效果提高,但應指出爐渣堿度過高時,由于爐渣變稠,反而會使脫磷效果降低;(三)當爐渣中氧化鐵含量過多時,由于其對爐渣的“稀釋”作用,也會使脫磷效果降低;(四)鋼液中有較多的磷進入爐渣中,隨著爐溫升高,磷的分配比降低,即會發生反磷現象;(五)爐溫過低,不利于石灰的渣化,并影響熔渣流動性,也阻礙脫磷反應的進行;(六)當控制鋼液溫度在1550-1580℃,爐渣堿度R=3左右,其流動性良好時,磷的分配比高,脫磷效果顯著;(七)若原料中磷含量高,好是采用爐外脫磷處理;也可采用雙渣操作,或適當的加大渣量;(八)當前采用濺渣護爐技術,爐渣中MgO含量較高,要注意調整好熔渣流動性,否則對異型管脫磷也有影響;(九)脫磷是鋼-渣界面反應,因此具有良好流動性的熔渣,進行充分的熔池攪動,會加速脫磷反應,提高脫磷效率。(十)為了保證異型管鋼液的含磷量不超過規格要求,應將氧化期末含磷量作為扒除氧化渣開始還原的條件之一。一般規定,鋼液含磷量低一半以上,才可以扒除氧化渣進行還原。
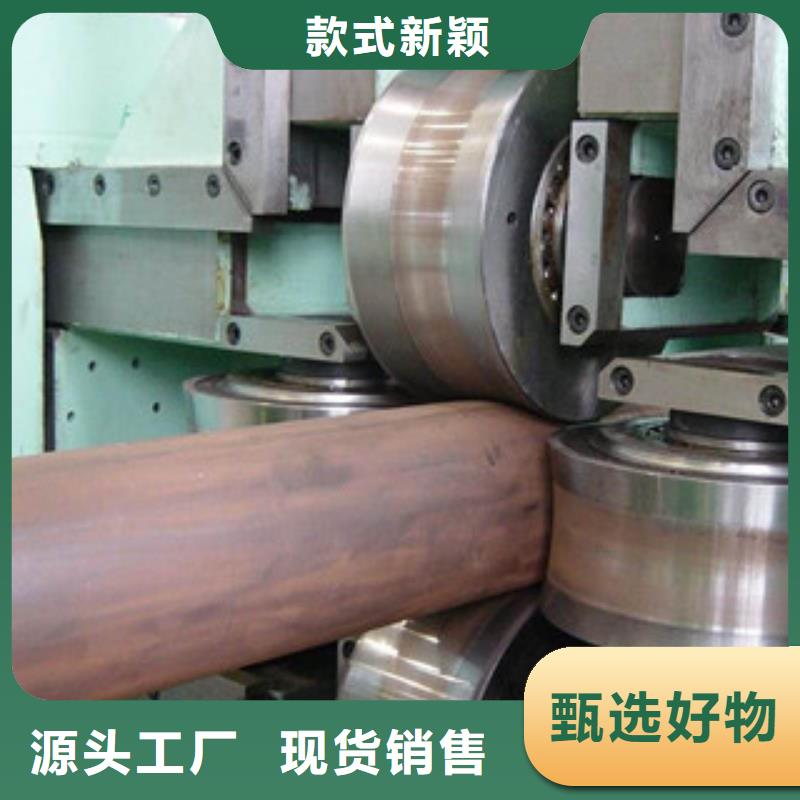
彎管生產要求以及力學性能:使用傳統工藝生產其彎管的過程中,為了能夠有更好的產品表面的質量,在使用的過程匯總會采取許多的辦法,比如選用先進的彎管機或者是采用強度比較高的模具、選用潤滑油等方法。彎管在制作時要是選用其先進的加工設備或者是強度比較高的模具,這樣企業的投入就會比較大,只有選用其潤滑產品,才能有效的降低使用成本,然后能夠比較快速的達到其企業產品品質的要求。在傳統工藝的生產的過程其其彎管潤滑能夠滿足在彎管生產中彎管質量的要求,但是油基管潤滑產品缺點就是不易清洗,這樣就直接對環境造成其嚴重的污染,需要采取方法進行。為了能夠有效的滿足彎管產品質量的要求,有效的減少甚至避免其環境問題而付出的物力和財力,其免洗可直接焊接的特性,更大大的提高企業的生產效率和產品品質。彎管在彎曲過程中其力學性能以及壁厚情況都會直接對產品的質量以及使用產生比較大的影響,所以加工技術是非常重要的,產品廣泛在化工、電力、石油等行業中進行使用。現在彎管的加工材料是非常多的,在制作的過程中可以采用其鑄鋼、不銹鋼、鋁合金等材質,產品的結構是通過彎曲模和導向模所完場的,其兩模之間是相互連接的。
1、處理費用低:熱浸鍍鋅防銹的費用要比其他漆料涂層的費用低;2、持久耐用:熱鍍鋅角鋼具有表面光澤,鋅層均勻,無漏鍍,無滴溜,附著力強,抗腐蝕能力強的特性,在郊區環境下,標準的熱鍍鋅防銹厚度可保持50年以上而不必修補;在市區或近海區域,標準的熱鍍鋅防銹層則可保持20年而不必修補;3、可靠性好:鍍鋅層與鋼材間是冶金結合,成為鋼表面的一部份,因此鍍層的持久性較為可靠;4、鍍層的韌性強:鍍鋅層形成一種特別的冶金結構,這種結構能承受在運送及使用時受到機械損傷;5、性保護:鍍件的每一部分都能鍍上鋅,即使在凹陷處、尖角及隱藏處都能受到保護;6、省時省力:鍍鋅過程要比其他的涂層施工法更快捷,并且可避免安裝后在工地上涂刷所需的時間。
湖北武漢千鶴鋼管有限公司所經營的 精密管規模大、品種全、價格合理。公司是一家集銷售、運輸于一體的大型 精密管銷售企業。公司以客戶和市場為導向,為相關行業提供優質材料,應用技術及的售后服務,主營 精密管等產品。
公司實行總經理領導下的分工負責制,堅持以市場為導向、以發展為動力、以“誠實守信 實現雙贏”為經營管理理念、以“客戶優先 勤勉盡責”為服務宗旨;竭誠為廣大客戶服務。長期以來我公司重合同守信用,深受廣大客戶的支持和信賴。公司一貫以服務周到、質量過關、價格合理、客戶至上、讓利客戶、薄利多銷為原則,同樣的價格比質量,同樣的質量比服務! 誠信鑄就品質,品質鑄造未來!
在湖北省武漢市采買供應異型管的廠家到千鶴鋼管有限公司(武漢分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:賀經理-18864897226,QQ:270591967,地址:《經濟開發區》。









