

以下是:湖北省武漢市優(yōu)質(zhì)螺旋鋼管廠(chǎng)家的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 范圍 優(yōu)質(zhì)螺旋鋼管供應(yīng)范圍覆蓋湖北省、武漢市、宜昌市、黃石市、襄陽(yáng)市、荊州市、十堰市、荊門(mén)市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市 江岸區(qū)、江漢區(qū)、硚口區(qū)、漢陽(yáng)區(qū)、武昌區(qū)、青山區(qū)、洪山區(qū)、東西湖區(qū)、漢南區(qū)、蔡甸區(qū)、江夏區(qū)、黃陂區(qū)、新洲區(qū)等區(qū)域。 【全通】以匠心打造多元場(chǎng)景產(chǎn)品,涵蓋漢南螺旋鋼管細(xì)節(jié)之處更加用心、東西湖螺旋鋼管質(zhì)量檢測(cè)、黃石螺旋鋼管優(yōu)良材質(zhì)、宜昌螺旋鋼管選擇我們選擇放心等。優(yōu)質(zhì)螺旋鋼管廠(chǎng)家,全通管道(武漢市分公司)專(zhuān)業(yè)從事優(yōu)質(zhì)螺旋鋼管廠(chǎng)家,聯(lián)系人:王總,電話(huà):【0317-6309859】、【13932771377】,以下是優(yōu)質(zhì)螺旋鋼管廠(chǎng)家的詳細(xì)頁(yè)面。 湖北省,武漢市 武漢市是長(zhǎng)江經(jīng)濟(jì)帶核心城市、中部崛起戰(zhàn)略支點(diǎn)、創(chuàng)新改革試驗(yàn)區(qū),中國(guó)光谷致力打造有全球影響力的創(chuàng)新創(chuàng)業(yè)中心。根據(jù)發(fā)改委要求,武漢正加快建成以全國(guó)經(jīng)濟(jì)中心、高水平科技創(chuàng)新中心、商貿(mào)物流中心和國(guó)際交往中心四大功能為支撐的中心城市。
觀(guān)看我們的產(chǎn)品視頻,就像打開(kāi)了一扇通往優(yōu)質(zhì)螺旋鋼管廠(chǎng)家產(chǎn)品世界的窗戶(hù)。您將看到產(chǎn)品的每一個(gè)細(xì)節(jié),感受到它的每一處獨(dú)特之處。視頻將為您呈現(xiàn)一個(gè)真實(shí)、立體的產(chǎn)品形象,讓您對(duì)它有更深入的了解和認(rèn)識(shí)。
以下是:湖北武漢優(yōu)質(zhì)螺旋鋼管廠(chǎng)家的圖文介紹
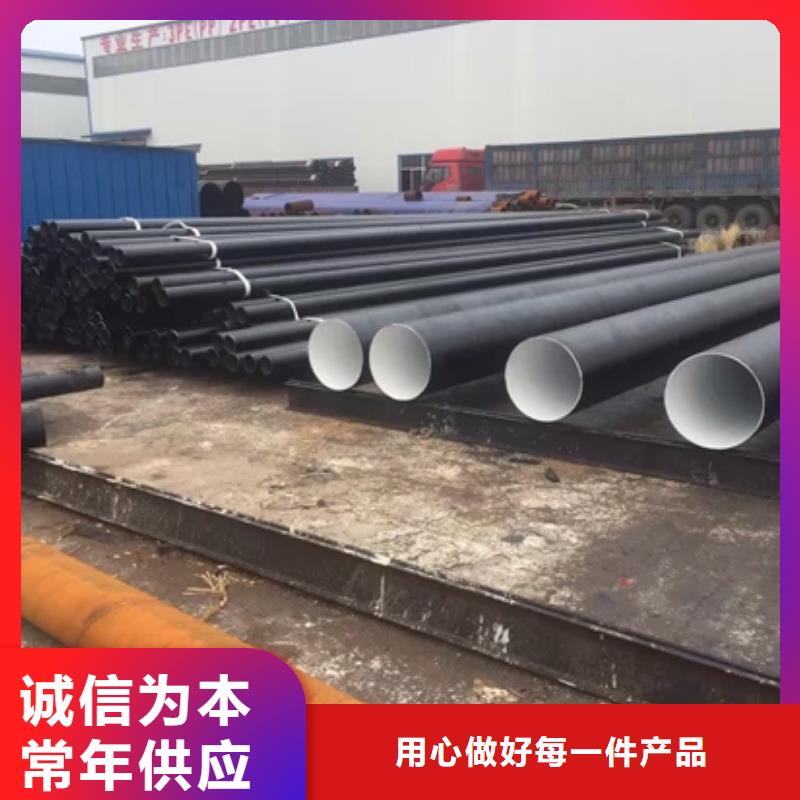
污水排放用Q235B螺旋鋼管價(jià)格以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管對(duì)焊帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過(guò)X射線(xiàn)電視或拍片檢查。螺旋管主要應(yīng)用于自來(lái)水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè),是我國(guó)開(kāi)發(fā)的二十個(gè)重點(diǎn)產(chǎn)品之一。
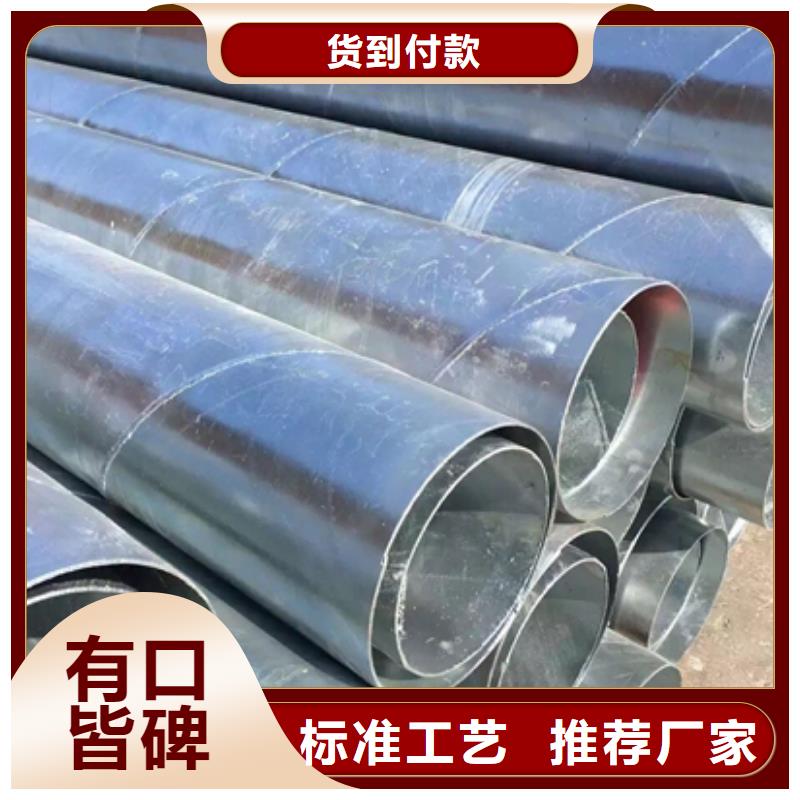
作液體輸送用:給水、排水,污水處理工程,輸泥,海洋輸水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管,海洋打樁管等。焊縫處理:螺旋鋼管將帶鋼送入焊管機(jī)組,經(jīng)多道軋輥滾壓,帶鋼逐漸卷起,形成有開(kāi)口間隙的圓形管坯,調(diào)整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過(guò)大,則造成鄰近效應(yīng)減少,渦流熱量不足,焊縫晶間接合不良而產(chǎn)生未熔合或開(kāi)裂。2.如間隙過(guò)小則造成鄰近效應(yīng)增大,焊接熱量過(guò)大,造成焊縫燒損;或者焊縫經(jīng)擠壓、滾壓后形成深坑,影響焊縫表面質(zhì)量。將管坯的兩個(gè)邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。
埋弧焊的原理:埋弧焊是利用電弧熱能進(jìn)行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒(méi)有涂料,埋弧焊的確焊劑是預(yù)先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的埋弧焊的形成過(guò)程是這樣的焊絲與工件接觸,按下啟動(dòng)按動(dòng)鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車(chē)向前進(jìn),焊絲連續(xù)下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周?chē)竸┤刍纬梢粋€(gè)空洞。這個(gè)空洞和熔池不斷前進(jìn),而熔池后方的金屬凝固,形成連續(xù)的焊縫。這個(gè)過(guò)程由于是在焊劑下進(jìn)行的,因此,我們用肉眼是看不到的。借助于X射線(xiàn)攝影可以看到由于螺旋鋼管采用埋弧自動(dòng)焊的焊接技術(shù),除了此種的生產(chǎn)效率高;生產(chǎn)輔助時(shí)間少,節(jié)省了換焊條的時(shí)間;焊接條件干凈無(wú)飛濺,節(jié)省了清理的時(shí)間;焊縫質(zhì)量高。
也為螺旋焊管廠(chǎng)的交貨提供了必要的條件,使得量大的螺旋鋼管生產(chǎn)時(shí)間得到保證,因此目前還是被廣泛采用著。埋弧焊螺旋鋼管是以連續(xù)焊絲作為電極和填充金屬,工作時(shí)在焊接區(qū)的上面覆蓋一層顆粒狀焊劑,電弧在焊劑層下燃燒,將焊絲端部和局部母材熔化,形成焊縫在電弧熱的作用下,上部分焊劑熔化熔渣并與液態(tài)金屬發(fā)生冶金反應(yīng)。
作為【螺旋鋼管】的專(zhuān)業(yè)生產(chǎn)企業(yè),湖北武漢全通管道有限公司在幾年的時(shí)間內(nèi),通過(guò)技術(shù)改造、完善企業(yè)經(jīng)營(yíng)管理,逐步占領(lǐng)【螺旋鋼管】的主要市場(chǎng),成為國(guó)內(nèi)專(zhuān)業(yè)的【螺旋鋼管】生產(chǎn)企業(yè)。“質(zhì)量至上、信譽(yù)至上”是我們始終堅(jiān)持的經(jīng)營(yíng)理念,您的意見(jiàn)是我們前進(jìn)的動(dòng)力,您的滿(mǎn)意是我們追求的目標(biāo)。為了回報(bào)廣大用戶(hù)對(duì)我公司的支持與信賴(lài)我公司將會(huì)秉承以往的優(yōu)良作風(fēng),堅(jiān)持“以上等的【螺旋鋼管】產(chǎn)品吸引顧客、以低廉的價(jià)格回報(bào)顧客、以熱情周到的售前售后服務(wù)感動(dòng)顧客”,為您帶來(lái)更加優(yōu)良便捷的服務(wù),您的支持與肯定是我們不變的追求!
按照時(shí)間推算,今天是漲價(jià)的“第三天”,用戶(hù)從懷疑到慌張,再到行動(dòng),該買(mǎi)的貨還是得買(mǎi):九點(diǎn)過(guò)后,工地計(jì)劃陸續(xù)報(bào)出;半小時(shí)之內(nèi),大戶(hù)鎖定低價(jià)資源——市場(chǎng)開(kāi)始交易的時(shí)間比昨天更早。我們本著誠(chéng)信為本的原則,以質(zhì)量求生存,以信譽(yù)得發(fā)展的企業(yè)經(jīng)營(yíng)理念,不斷開(kāi)拓進(jìn)取。在激烈的市場(chǎng)競(jìng)爭(zhēng)中,憑借良好的合作關(guān)系公司茁壯發(fā)展,在持續(xù)改進(jìn)、追求卓越不斷進(jìn)取、永不滿(mǎn)足的信念,企業(yè)在不斷創(chuàng)新中求發(fā)展,個(gè)人靠創(chuàng)新精神求進(jìn)步,日積月累,量變到質(zhì)變,每天的一小步,就是企業(yè)將來(lái)的一大步,點(diǎn)滴的匯集,使公司成長(zhǎng)的實(shí)力雄厚的流通企業(yè)。
給水工程用氧樹(shù)脂具有耐磨性、柔軟性、緊密性,使用環(huán)氧樹(shù)脂和硬化劑混合后的反應(yīng)型樹(shù)脂,可以形成快速、強(qiáng)勁、耐久的涂膜。環(huán)氧樹(shù)脂的噴涂方法一次噴涂的厚度為0.5至1mm,便可滿(mǎn)足防腐要求。使用速硬性環(huán)氧樹(shù)脂涂襯后,經(jīng)過(guò)2小時(shí)的養(yǎng)護(hù),清洗排水后便可使管道投入運(yùn)行。用內(nèi)襯軟管法來(lái)解決舊管道防腐的方法,有滑襯法、反轉(zhuǎn)襯法、“襪法”及用Poly至Pig拖帶聚胺脂薄膜的方法等。這些方法都能形成“管中有管”的防腐形式,防腐效果非常好,在長(zhǎng)距離無(wú)支管的情況下特別適用,但不適合城市供水管道。利用不開(kāi)挖技術(shù)對(duì)管道進(jìn)行翻新,在保證管道使用壽命的前提下改善水質(zhì),是一種行之有效的城市地下管道施工技術(shù)。根據(jù)外地經(jīng)驗(yàn),非開(kāi)挖技術(shù)與新敷設(shè)管線(xiàn)造價(jià)相當(dāng),但避免了對(duì)建成區(qū)的破壞,對(duì)環(huán)境影響也較少。
點(diǎn)擊查看全通管道(武漢市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
優(yōu)質(zhì)螺旋鋼管廠(chǎng)家,全通管道(武漢市分公司)為您提供優(yōu)質(zhì)螺旋鋼管廠(chǎng)家產(chǎn)品案例,聯(lián)系人:王總,電話(huà):【0317-6309859】、【13932771377】。

質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")
質(zhì)螺旋鋼管廠(chǎng)家")