
以下是:長治市屯留區(qū)焊管薄利多銷的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 范圍 焊管薄利多銷供應(yīng)范圍覆蓋山西省、長治市、屯留區(qū)、襄垣縣、平順縣、黎城縣、壺關(guān)縣、長子縣、武鄉(xiāng)縣、沁縣、沁源縣、潞城區(qū)等區(qū)域。 【天鑫達(dá)】為客戶提供多樣化產(chǎn)品,包括平順H型鋼廠家廠家規(guī)格全、黎城H型鋼廠家發(fā)貨及時(shí)等,適配多元場(chǎng)景需求。焊管薄利多銷,天鑫達(dá)特鋼有限責(zé)任公司(長治市屯留區(qū)分公司)為您提供焊管薄利多銷的資訊,聯(lián)系人:楊經(jīng)理,電話:【18853178958】、【18853178958】。 山西省,長治市,屯留區(qū) 屯留區(qū),隸屬山西省長治市。位于山西省東南部,上黨盆地西側(cè),東臨潞州區(qū),南連長子縣,西據(jù)安澤縣,北依襄垣縣,總面積1142平方千米。截至2022年,屯留區(qū)常住人口25.09萬人。截至2022年10月,屯留區(qū)下轄1個(gè)街道、6個(gè)鎮(zhèn)、3個(gè)鄉(xiāng),屯留區(qū)人民政府駐麟絳街道東大街51號(hào)。
想要深入了解焊管薄利多銷產(chǎn)品的各項(xiàng)功能和特點(diǎn)?我們?yōu)槟鷾?zhǔn)備了精彩視頻,不容錯(cuò)過!
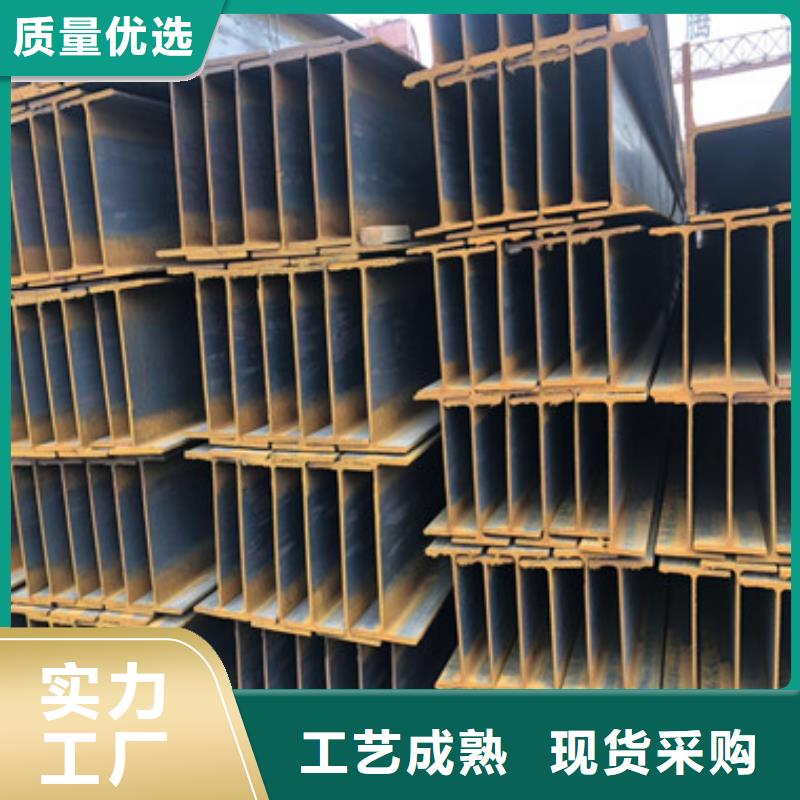
以下是:長治屯留焊管薄利多銷的圖文介紹長治屯留H型鋼廠家生產(chǎn)制作經(jīng)驗(yàn)品質(zhì)好放心選擇長治屯留H型鋼廠家的詳細(xì)介紹
實(shí)力廠家工藝成熟
十幾年風(fēng)雨歷程,鑄就了公司品牌,取得了可喜的業(yè)績。長治屯留山東天鑫達(dá)特鋼有限責(zé)任公司多年來憑著誠實(shí)守信的經(jīng)營作風(fēng)和顧客至上的營銷理念及質(zhì)優(yōu)價(jià)惠的 H型鋼廠家產(chǎn)品贏得了客戶的好評(píng),現(xiàn)已形成良好的市場(chǎng)美譽(yù)度。
山東天鑫達(dá)特鋼有限責(zé)任公司
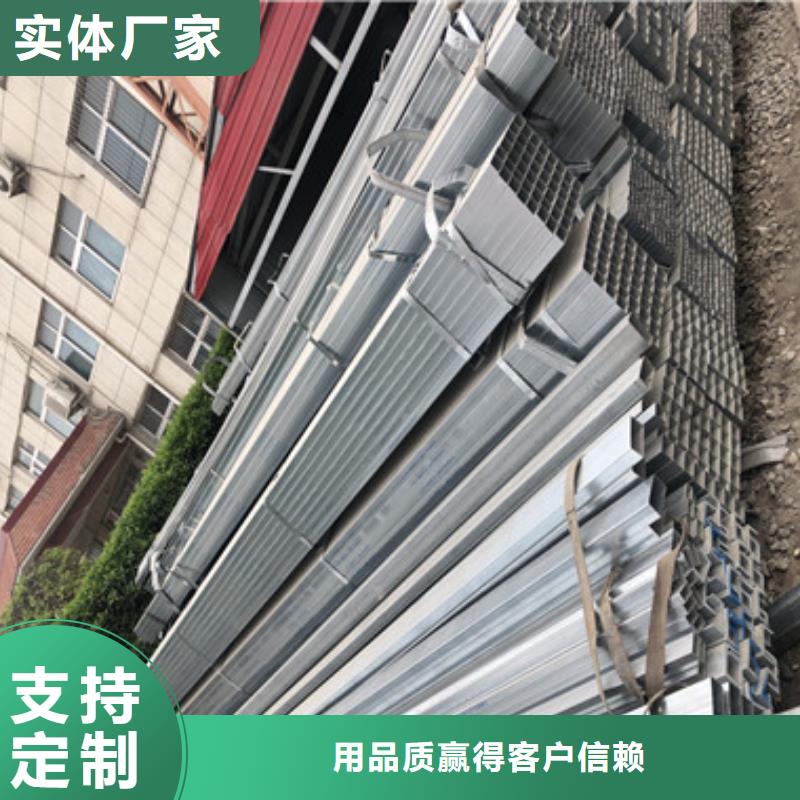
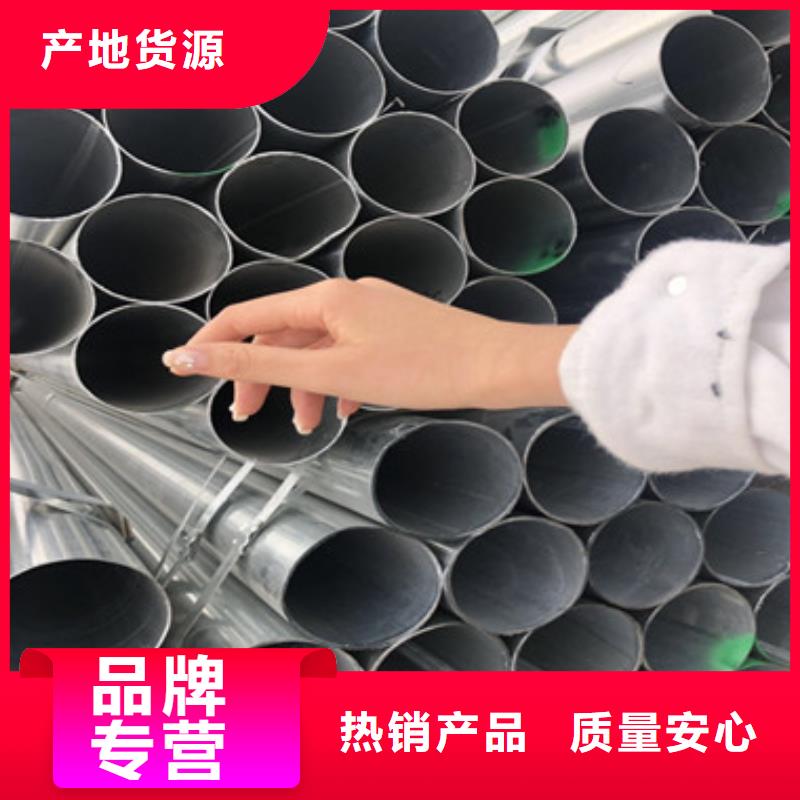
產(chǎn)品實(shí)拍圖片從事長治屯留H型鋼廠家行業(yè)多年品質(zhì)值得信賴
m1——單顆粒磨料的質(zhì)量。
m。的大小與磨料破碎率有關(guān),破碎率大小直接影響表面處理作業(yè)的成本及除銹設(shè)備的費(fèi)用。當(dāng)設(shè)備固定不變后,m為常數(shù),y為常數(shù),所以E也是一個(gè)常數(shù),但由于磨料破碎,m1發(fā)生變化,因此,一般應(yīng)選擇損耗率較低的磨料,這樣有利于提高清理速度和長葉片的壽命。
4.5清洗和預(yù)熱
在噴(拋)射處理前,采用清洗的方法除去薄壁焊管表面的油脂和積垢,采用加熱爐對(duì)管體預(yù)熱至40一60℃,使薄壁焊管表面保持干燥狀態(tài)。在噴(拋)射處理時(shí),由于薄壁焊管表面不含油脂等污垢,可增強(qiáng)除銹的效果,干燥的薄壁焊管表面也有利于鋼丸、鋼砂與銹和氧化皮的分離,使除銹后的薄壁焊管表面更加潔凈。
5 結(jié)語
在生產(chǎn)中重視表面處理的重要性,嚴(yán)格控制除銹時(shí)的工藝參數(shù),在實(shí)際施工中,薄壁焊管防腐層的剝離強(qiáng)度值大大超過標(biāo)準(zhǔn)的要求,確保了防腐層的質(zhì)量,在同樣設(shè)備的基礎(chǔ)上,大大提高工藝水平,降低生產(chǎn)成本。簡介編輯
其中按照用途不同,又不同的后道生產(chǎn)工序,.(大致可分為腳手架管,流體管,電線套管,支架管,護(hù)欄管等幾種)。直縫焊管標(biāo)準(zhǔn) GB/T3091-2008而低壓流體焊管是直縫焊管的一種,一般用水,煤氣的輸送, 在焊接完畢后比普通焊管多加以一道水壓測(cè)試,當(dāng)前低壓流體管比普通直縫焊管價(jià)格高出一點(diǎn)(按當(dāng)前的市場(chǎng)價(jià)來說,大概高出80元左右) 例如:焊接鋼管流體管1寸(DN25)(就是Φ33.5*3.25) 價(jià)格大概在4300每噸,而普通直縫焊管在4200左右。
成型工藝編輯點(diǎn)擊查看天鑫達(dá)特鋼有限責(zé)任公司(長治市屯留區(qū)分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
您是想要在長治市屯留區(qū)采購高質(zhì)量的焊管薄利多銷產(chǎn)品嗎?天鑫達(dá)特鋼有限責(zé)任公司(長治市屯留區(qū)分公司)是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的焊管薄利多銷產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:楊經(jīng)理-【18853178958】,地址:《鋼材市場(chǎng)》。













