| 產品參數 | |
|---|---|
| 產品價格 | 4800 |
| 發貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運費說明 | 物流 |
| 小起訂 | 1噸 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B |
| 產品品牌 | 神悅 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 包頭 |
| 產品產地 | 天津 |
| 加工定制 | 加工 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
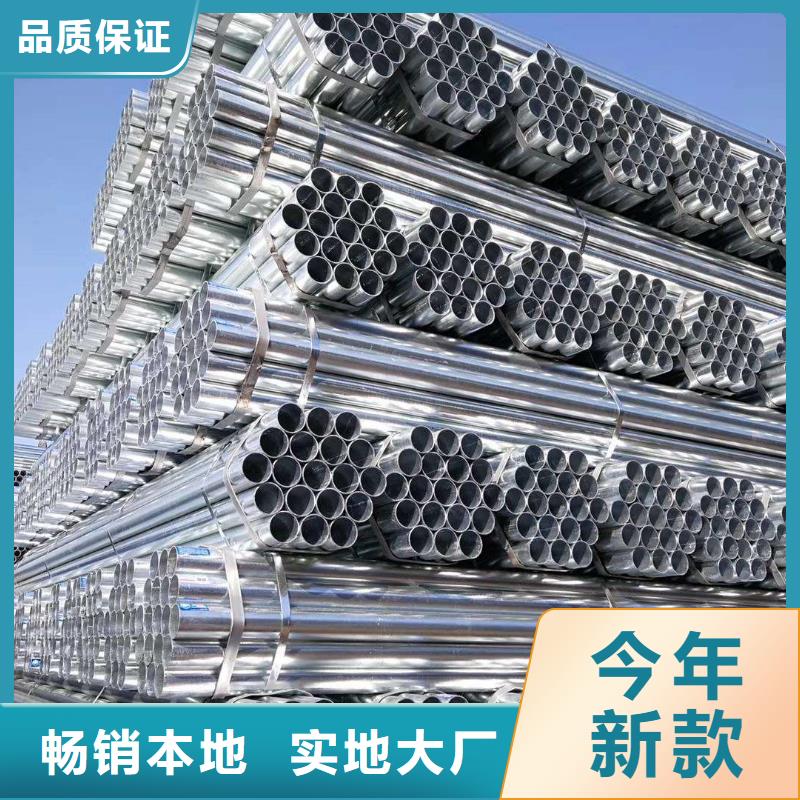
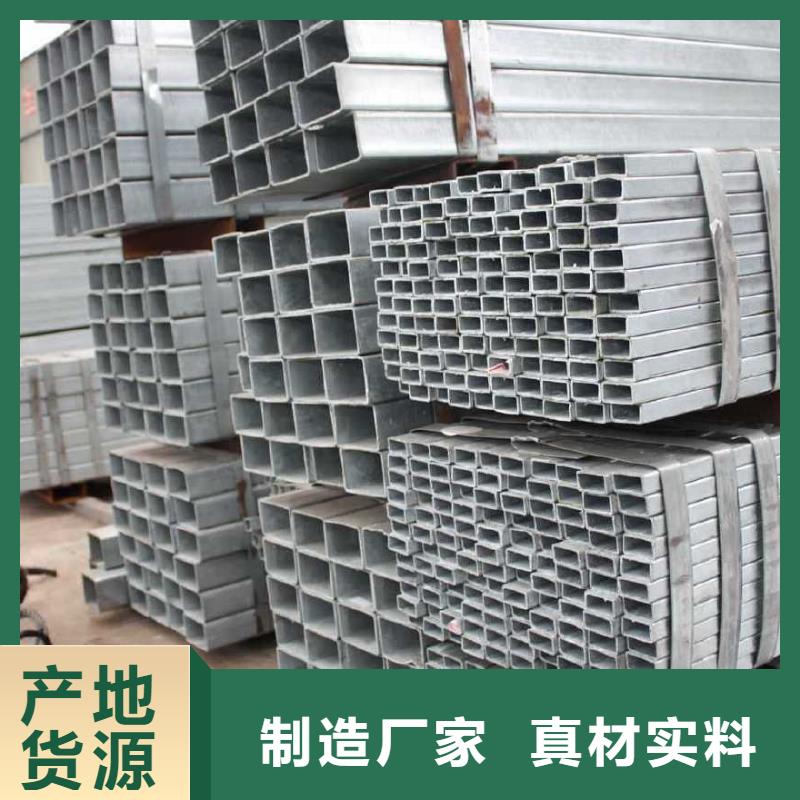
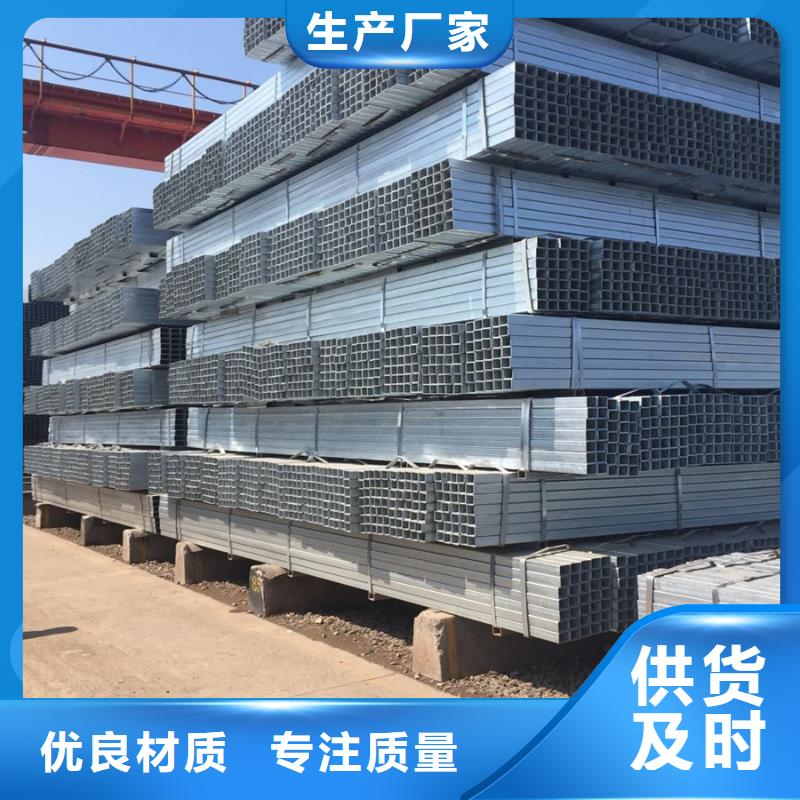
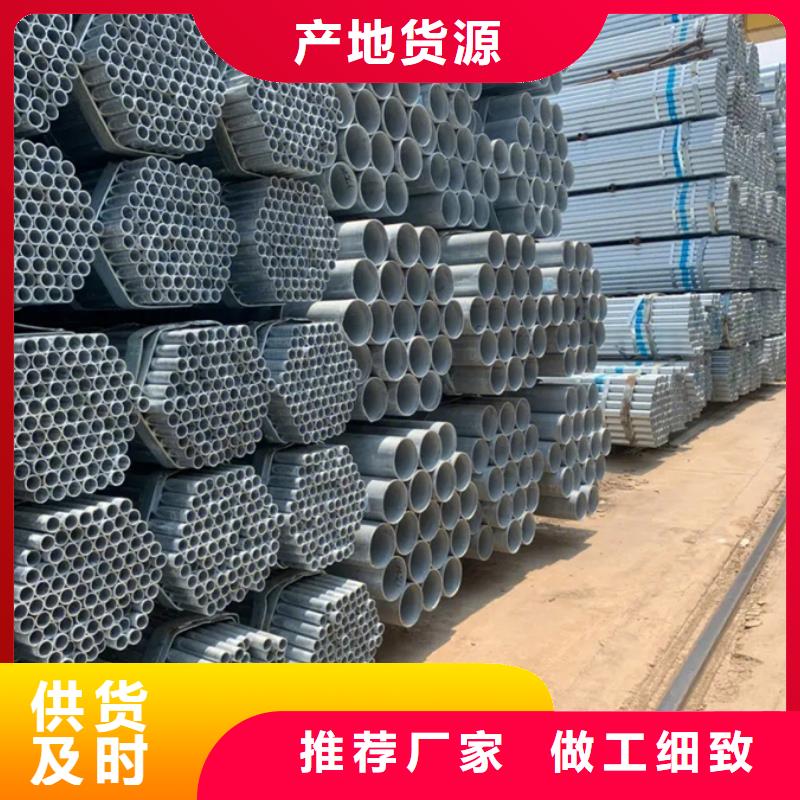
| 產品顏色 | 鍍鋅 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 方形 |
| 適用領域 | 建筑、機械、煤礦、化工、電力、鐵道車輛、汽車工業、公路、橋梁、集裝箱、體育設施、農業機械、石油機械、探礦機械等制造工業 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 3米 4米 5米 6米等 |
| 范圍 | Q345B鍍鋅方矩管價格公道供應范圍覆蓋內蒙古 呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市 等區域。 |
的優勢是可以100%采購,符合環保、環保節能、節能減排的戰略。 新政策鼓勵擴大的主要用途。 在我國,的消費量僅占資本主義 不銹鋼板總產量的一半。 應用行業的擴大,為行業發展提供了更廣闊的室內空間。 據我國特鋼研究會鍍鋅管聯合會科學研究,未來我國對優質的需求量將以年均10-12%的速度增長。 通遼鍍鋅方管具有中空截面,多用作輸送液體的管道,如輸送原油、天然氣、液化氣、水和一些固體原料的管道。與圓鋼等實心不銹鋼板相比,合金管在抗彎強度、抗扭強度和抗壓強度相同的情況下,凈重較輕。 如原油鉆具、傳動軸、自行車車架和建筑工程中使用的鋼管腳手架等。 使用合金管生產環形件,可以提高原材料的利用率,簡化生產工藝,節省原材料和生產加工時間,如滾子軸承拋環、液壓千斤頂組等,已被廣泛應用 用于無縫鋼管生產。
通遼Q355B鍍鋅鋼管下焊和上焊兩種方式的有機結合,以及甲基纖維素焊絲優良的根部焊適應性,在很多地方還是無法實現自動焊機的替代品。加熱爐受熱面管道冷卻標準在運行過程中變質燒空,使壁厚溫度在短時間內突然升高,溫度達到零極限。 強度極限,導致切割開裂和爆裂,這種爆裂稱為短時過熱爆裂。壞料爆裂是指不銹鋼板使用不當或使用有缺陷的不銹鋼板造成管道過早失效。 在發電機組安裝的基礎施工中,超臨界鍋爐的安裝具有系統軟件復雜、焊接材料種類多、安裝難度大、質量要求高等特點。 通遼Q355B鍍鋅管安裝難度很大,特別是超臨界萃取交流電加熱爐沒有分缸,改進了啟動系統和加熱系統的軟件,剛性梁比傳統的亞臨界加熱爐體積更大 . 并且全部與受熱面焊接,安裝難度大。 通遼鍍鋅管常用于高溫高壓標準。 在高溫煙霧和水蒸氣的作用下,管道會產生空氣氧化和腐蝕。 通遼鍍鋅管常用于高溫高壓標準。 在高溫煙霧和水蒸氣的作用下,管道會產生空氣氧化和腐蝕。


另外,通遼16mn鍍鋅方管等溫工藝時間的長短應根據通遼鍍鋅方管結構更換的完成情況而定。 時間過長會降低工作效率,所以要認真完成。部分進行等溫淬火的通遼鍍鋅方管不進行淬火處理。但對于部分經過終熱處理的產品工件,其內部的殘余馬氏體在隨后的空冷過程中可能會轉變為奧氏體,因此需要進行淬火固溶,目的是為了去除延展性和為了 光滑的尺子,必須注意淬火溫度應低于等溫工藝溫度。 通遼鍍鋅管熱如何勻稱制冷呢?熱是制造中比較常見的原材料,對日常生活也有很大的幫助。其中,熱厚壁不均勻,冷卻不均勻。這個問題也有自己的解決方案。我們來說說厚壁怎么均勻冷卻?這種不對稱性現在可用于改善管的前端和后端,具體取決于條帶的選擇。 沿其整個寬度屏蔽器件可改善邊緣溫度不均勻性。此外,輸送輥的傾角不易立即影響管體的對稱冷卻,傾角的變化是影響熱通過的關鍵因素。
通遼制造大口徑直縫埋弧鍍鋅方管的成型方法有UOE成型法、排輥成型法成型等。 對于大多數成型方法, 的工序是擴大焊接管坯的全長,以提高焊接管的質量。 擴徑已成為大口徑直縫鍍鋅方管生產中保證成品管質量的重要工序。 擴徑是利用液壓或機械手段從鋼管內壁加力,使鋼管徑向向外擴徑的壓力加工工藝。 機械方法比液壓方法更簡單、更有效。 通遼鍍鋅管應用于世界上 進的幾條大口徑直縫鍍鋅方管道擴管工藝。 花瓣的扇形塊沿徑向膨脹,使管坯沿長度方向逐步實現整個管長的塑性變形過程。 分5個階段和初滾圓階段:扇形塊打開,直到所有扇形塊接觸鋼管內壁。 此時,階梯范圍內鋼管內管各點的半徑幾乎相同,鋼管初步圓整。 公稱內徑階段:扇形塊從前面位置開始減速運動,直到到達要求的位置,即有質量要求的成品管的內圓周位置。
名片")