| 產品參數 | |
|---|---|
| 產品價格 | 4350 |
| 發貨期限 | 兩天 |
| 供貨總量 | 4000 |
| 運費說明 | 物流 |
| 小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q345B 16mn |
| 產品品牌 | 神悅 |
| 產品規格 | 規格全 |
| 發貨城市 | 包頭 |
| 產品產地 | 包頭 |
| 加工定制 | 加工 |
| 產品型號 | 型號全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 排水用 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 6米 可按客戶要求定尺 |
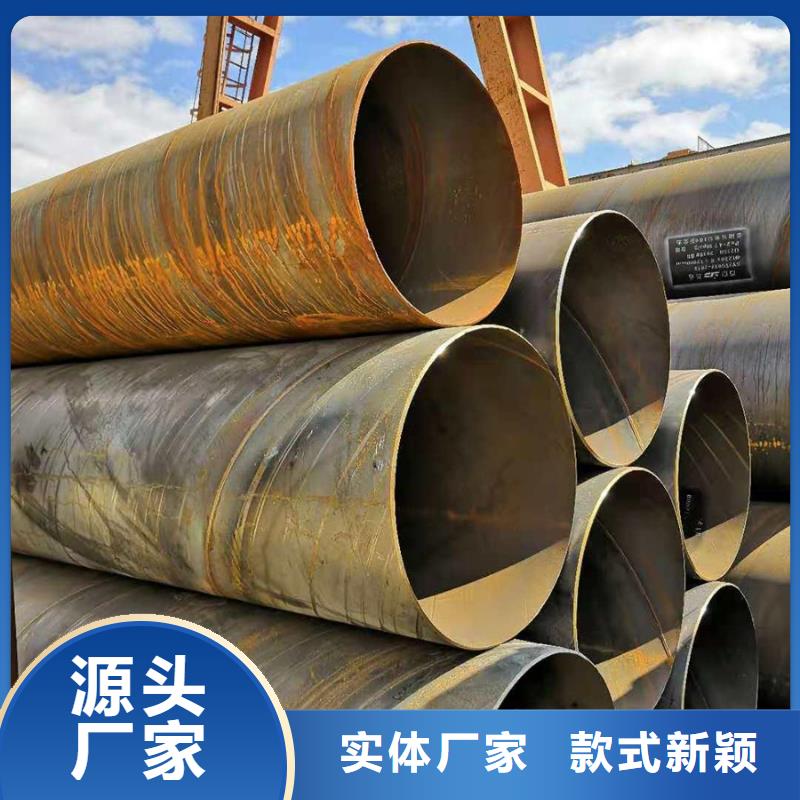
通遼防腐螺旋管熱處理設備(1)種類和型式所謂熱處理,就是將鋼管加熱到900℃的高溫(不銹鋼的固溶處理溫度是100℃C而且,為了使全長,Q235B螺旋鋼管 整個圓周直到管壁都能達到溫度均勻,螺旋鋼管具有優良的焊接性有在高溫下保溫數分鐘至數十分鐘,以及在其后的過程中能確保預定的速度的熱處理設備。對熱處理來說,這是非常重要的條件。熱處理對鋼管質量起著重要作用,在軋管后的精整工程中,占有重要位置。應該避免在加熱過程中的鋼管表面脫碳,滲碳影響鋼管質量。特別是對冷加工產品,要在加熱時粘結上氧化鐵皮是非常討厭的。近,根據用途和用戶的要求,都傾向于使用指定熱處氛。 現在,Q235B螺旋鋼管 熱處理爐的型式一般是根據裝料,出料方式,以及能否調節熱處氛,按表42進行分類另外,也可以根據管子的輸送機構和加熱燃料,燒嘴型式,或根據可能進行的熱式的不同進行分類。現在,把日本國內正在使用的熱處理設備。斷續式爐(窯式爐)窯式(Bach是一窯,一捆之意)爐,就是將同時裝入爐內的管子原地不動地完成加熱,Q235B螺旋鋼管 保溫,等一系列熱處理工序的爐子。一批管子具有的熱處理過程(與轉爐,螺旋鋼管具有優良的焊接性電爐為相似)。窯式爐根據爐型分為:箱形爐,坑式爐,車底式爐等。螺旋鋼管之類的細長大型構件,幾乎都使用車底式爐處理。是車底式爐子的原理圖這種車底式爐是將管子裝在臺車上:分段裝爐時,中間用料隔開;管子和臺車一起裝入爐內,關閉爐門。
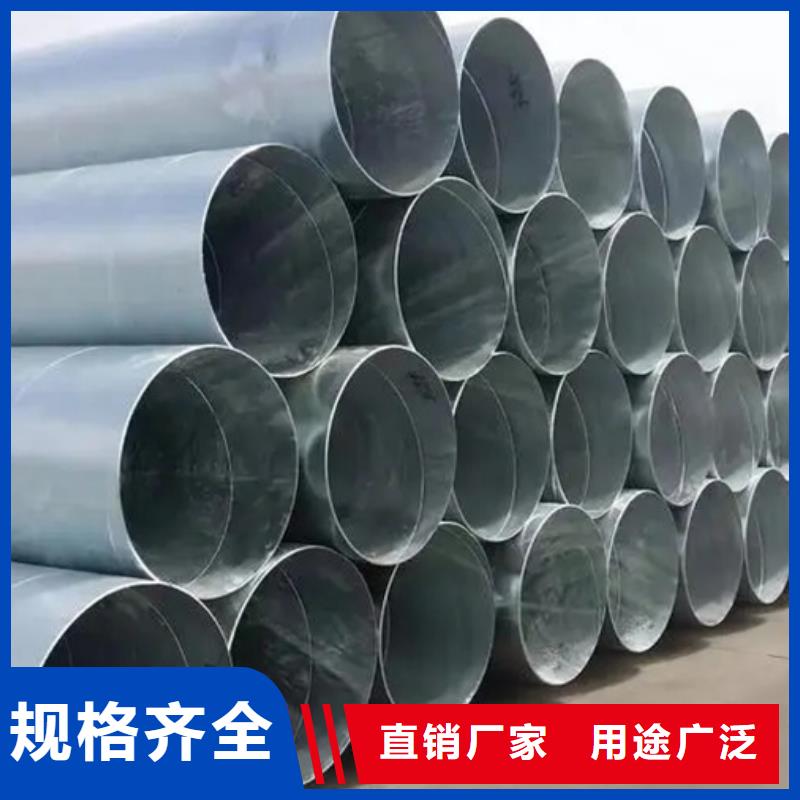
1、通遼防腐螺旋管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕; 2、通遼防腐螺旋管禁止在防腐鋼管垛位四周存放對鋼材有侵蝕作用的物品; 3、通遼防腐螺旋管垛底應墊高、堅固、平整,防止材料受潮或變形; 4、通遼防腐螺旋管同種材料按入庫先后分別堆碼; 5、通遼防腐螺旋管露天堆放的防腐鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形; 6、通遼防腐螺旋管堆垛高度,人工功課的不超過1.2m,機械功課的不超過1.5m,垛寬不超過2.5m; 7、通遼防腐螺旋管垛與垛之間應留有一定的通道,檢查道一般為O.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.Om; 8、通遼防腐螺旋管露天堆放角鋼和槽鋼應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹; 9、通遼防腐螺旋管垛底墊高,若倉庫為向陽的水泥地面,墊高O.1m即可;若為泥地,須墊高O.2~0.5m。若為露天場地,水泥地面墊高O·3~O·5m,沙泥面墊高0.5~O.7m。


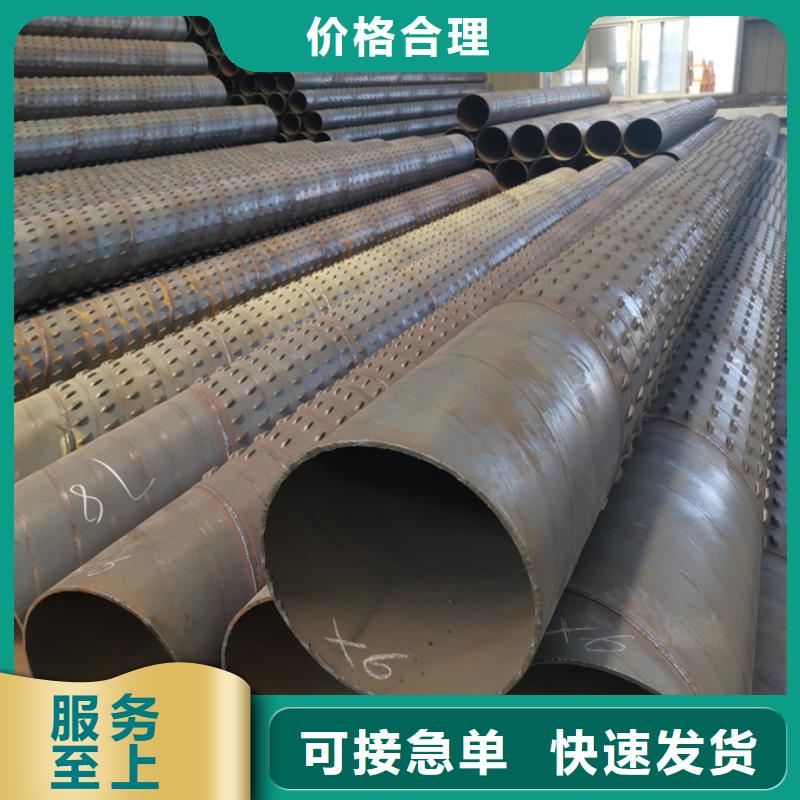
通遼Q345B螺旋管是人們在建筑或施工行業當中的專用術語;螺旋管可以在建筑工地和施工現場等起到不同的作用;為了更方便裝修和施工較高樓層而無法直接施工的地方;架子管也可以為施工人員和路邊行人等提供的保障和外圍網維護及高空安裝施工等。 在架子管上的作業人員不得隨意拆動架子管的一切拉接點和架子管,以及扣件綁扎扣等一切架子部件。當因作業的需求有必要撤除某些桿件時或連墻件時,應取得施工主管和技術人員的贊同,并采納牢靠的彌補加固辦法。 通遼Q345B螺旋管工程外架子管使用時間會比較長,因此在使用過程中也需求進行檢查,發現基礎下沉,桿件變形嚴重,防護不全,拉接松動等問題要及時處理。
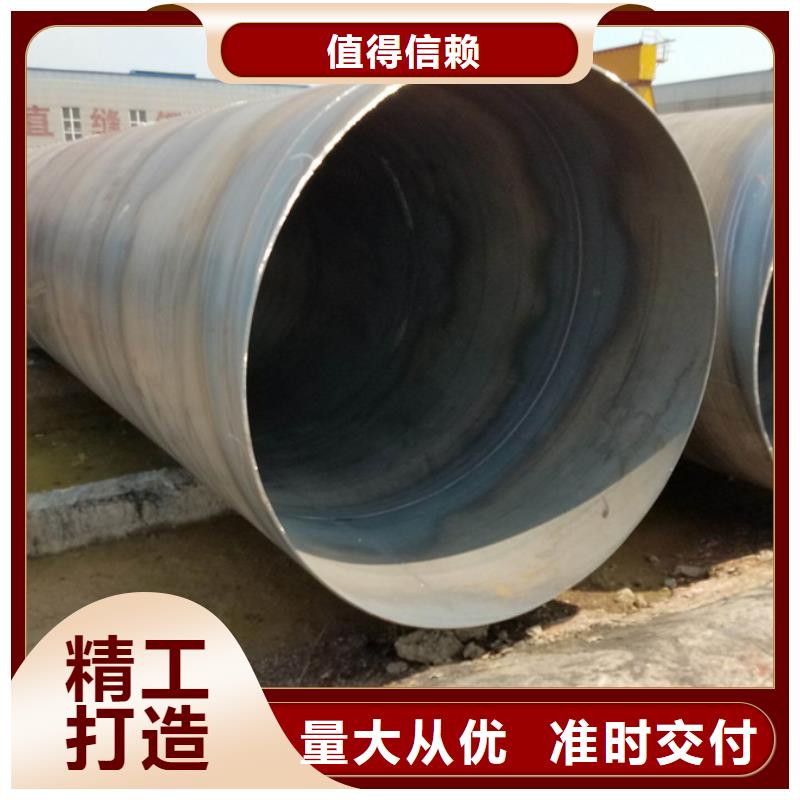
目前針對通遼大口徑螺旋管市場供求情況有行業分析人表示,我國螺旋鋼管市場需求增長弱化,行業流通集約化程度低,流通成本居高不下,行業風險日益加大。產能過剩態勢相當嚴峻。近年來,為提高雙面埋弧焊螺旋焊管整體技術水平,我國制定一系列產業發展政策。進而推進結構調整,改善產業布局,發展循環經濟,降低物耗能耗,重視環境保護,提高企業綜合競爭力,實現產業升級,以指導廣大螺旋鋼管廠家穩步發展。 通遼大口徑螺旋管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。
名片")