| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4800 |
| 發(fā)貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運費說明 | 物流 |
| 小起訂 | 1噸 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 否 |
| 產(chǎn)品材質(zhì) | Q235B Q345B |
| 產(chǎn)品品牌 | 神悅 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 包頭 |
| 產(chǎn)品產(chǎn)地 | 天津 |
| 加工定制 | 加工 |
| 產(chǎn)品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
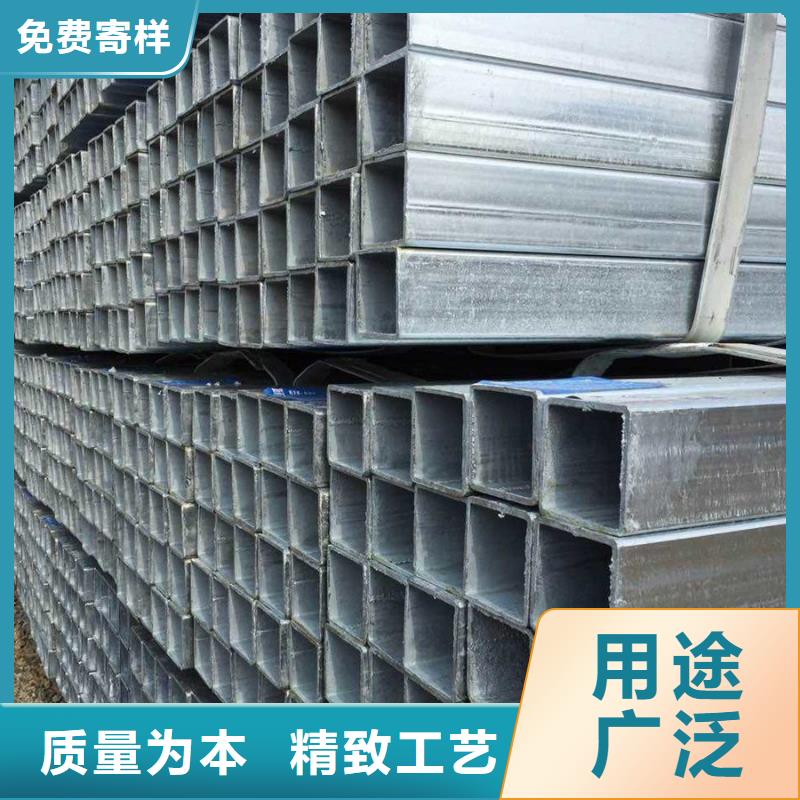
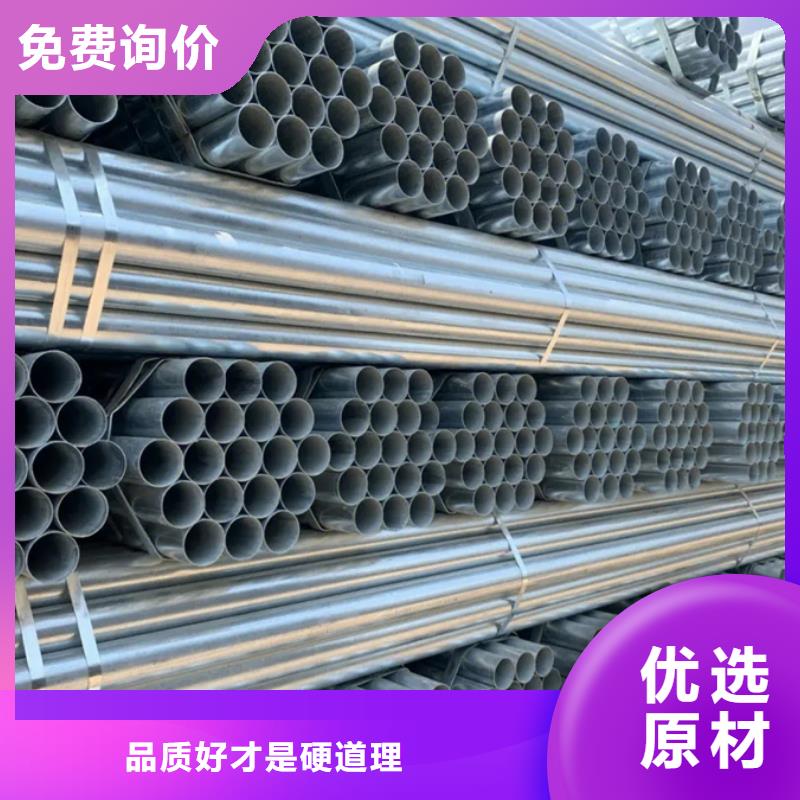
| 產(chǎn)品顏色 | 鍍鋅 |
| 質(zhì)保時間 | 一年 |
| 外形尺寸 | 圓形 方形 |
| 適用領域 | 建筑、機械、煤礦、化工、電力、鐵道車輛、汽車工業(yè)、公路、橋梁、集裝箱、體育設施、農(nóng)業(yè)機械、石油機械、探礦機械等制造工業(yè) |
| 是否進口 | 否 |
| 質(zhì)量認證 | 認證 |
| 產(chǎn)品功率 | 無功率 |
| 工作溫度 | 530 |
| 長度 | 3米 4米 5米 6米等 |
通遼鍍鋅無縫管多采用冷拔和熱軋制造,冷拔鍍鋅無縫管多采用冷拔和冷軋協(xié)同加工制造。 鍍鋅無縫管比熱軋鋼管規(guī)格更多。準確、更光滑的表面,常用于機械零件的生產(chǎn),有的鍍鋅無縫管在原廠前經(jīng)過退火處理,有的不經(jīng)過退火處理。鍍鋅無縫鋼管的硬度大嗎?首先我們來了解一下鍍鋅無縫鋼管退火的效果。退火的關鍵作用是軟化金屬材料,提高延展性。 它用于各種金屬材料的激光器。切削加工;通遼鍍鋅管退火是將鋼材加熱到適中溫度,保溫一定時間,然后緩慢冷卻,獲得接近平衡機理的熱處理方法。退火的目的取決于均勻的成分、改善物理和使用性能、或減少熱應力,以及為零件的終熱處理工藝準備機制。大部分設備零件和工人毛坯及模具外殼退火后,可鑄、鍛、焊零件的熱應力和構(gòu)件的結(jié)構(gòu)不對稱。 鋼的物理性能可以得到改善和調(diào)整,這是下一道工藝流程。 提前準備好您的組織。由以上分析可知,鍍鋅無縫管退火后成分均勻,金屬材料組織變軟,延展性提高,金屬材料組織變軟,延展性提高表明硬度 是降低的,也就是說,鍍鋅無縫管退火后硬度不易膨脹,反而會降低。鍍鋅無縫管中常見的鋼種,45#鍍鋅無縫管的硬度較高,作為機械設備零件加工時會進行退火處理。
只有對鍍鋅無縫管進行質(zhì)量管理,才能進行生產(chǎn)工作的操作過程,也是保證操作人員人身的必備要素。 重點應用大跨度鋼網(wǎng)架、工程項目房屋建筑鋼結(jié)構(gòu)工程施工、電力安裝工程及高壓輸變電工程建設工程、自動化機械、海底隧道、道路、公路橋梁、市政管網(wǎng) 、基礎路基、基礎打樁、水氣管道、公路建設等公共服務設施。 根據(jù)通遼鍍鋅管焊接工藝相關技術標準,對焊絲和焊膏的規(guī)格進行檢查,防止因焊絲誤操作造成電弧焊和電焊的生產(chǎn)事故, 焊膏。 二是對弧焊點焊生態(tài)環(huán)境進行監(jiān)管。 當自然環(huán)境較弱時,應采用相應的方法進行弧焊和電焊。 焊前檢查焊接規(guī)格和型號,包括間隙、鈍邊、視角和通縫,均不符合制造工藝要求。 通遼鍍鋅管在埋弧自動內(nèi)外弧焊的整個過程中,所使用的加工工藝參數(shù),如弧焊量、焊接工作標準電壓、焊接焊接速度等都是有問題的。 在監(jiān)理電焊工埋弧自動式內(nèi)外弧焊時,可靈活應用鍍鋅無縫管端弧板的長度,提高內(nèi)外弧焊電焊弧板的應用效率,有利于 改進液壓鋼管端部。 弧焊焊接質(zhì)量。 監(jiān)督弧焊和電焊工作的工人是否先將煤灰清理干凈,接頭是否已經(jīng)解決,焊接處是否有機油、鐵銹、熔渣、水、油漆等。
廠家")
廠家")
考慮到經(jīng)濟效益,在設計方案規(guī)定的條件下,通遼鍍鋅管可以 限度地控制成本,有利于產(chǎn)品的市場銷售;鍍鋅方管制成的零件值得信賴,硬度等級越高,系數(shù)越高。 鍍鋅方管不易腐蝕。 事實上,坦率地說,高精度不銹鋼管的耐腐蝕性其實是非常好的,因此相應的性價比也很高。 這是因為表面有一層過渡膜,也可以降低其氧化的可能性。但是,因為我們對鍍鋅方管有太多的放縱,所以對鍍鋅方管的維護保養(yǎng)并不容易關心。 但對通遼鍍鋅方管的描述表明,過渡膜的耐腐蝕性較弱的部分會因為自激振蕩反應而產(chǎn)生點腐蝕反應,小孔的加工制造會隨著內(nèi)容的增加而更加刺激。 附近的氯離子。 水溶液加速蝕刻速率。 再加上不銹鋼板內(nèi)部的應力腐蝕開裂,會破壞不銹鋼板表面的過渡膜。 由于鍍鋅方管兩側(cè)液壓缸的直徑相同,活塞桿兩側(cè)的總有效面積相同。
通遼鍍鋅方管應該是焊接應力過于集中的問題。通遼鍍鋅方管的材質(zhì)淬火后很脆,焊接時局部高溫,沒有相應的保溫措施,導致斷裂。焊接:焊接,又稱“熔接”或焊接、焊接,是將兩種或多種材料加熱、加壓或一起使用,使兩個工件之間產(chǎn)生原子結(jié)合的過程和連接方法。焊接在金屬和非金屬方面都有廣泛的應用。二輥斜軋穿孔機廣泛應用于一發(fā)鍍鋅鋼坯穿孔。不僅普通的奧氏體鍍鋅鋼板,而且難變形的雙相不銹鋼和鎳基合金都可以在兩輥斜軋穿孔機上生產(chǎn)。 如果使用雙輥錐型輥穿孔機,通遼鍍鋅管可生產(chǎn)的鋼種與毛細管的表層很短,如向內(nèi)折疊和內(nèi)部裂紋等內(nèi)表層缺陷。另外,生產(chǎn)出來的毛壁厚度更薄,經(jīng)過各種軋管機可以使壁厚變薄,從而減少冷拔道次,提高生產(chǎn)效率和成功率,顯著提高經(jīng)濟效益。 熱擠壓工藝是國外熱處理通遼鍍鋅方管的關鍵生產(chǎn)工藝。 與擠壓成形和冷軋的生產(chǎn)方法相比,鍍鋅方管擠壓成形法的特點是金屬材料在整個變形過程中受到三維壓縮應力。 對于抗變形能力高、熱固性差的塑料的不銹鋼管,可以獲得良好的內(nèi)外工藝性能和合金成分。 由于柱式液壓機破孔技術的改進,擠壓后的荒壁厚度精度可達到5%~7%。
名片")