| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5/米 |
| 發(fā)貨期限 | 1-3 |
| 供貨總量 | 500000 |
| 運費說明 | 含運費 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 國標(biāo) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | Q195-235 |
| 產(chǎn)品品牌 | 寶益德 |
| 產(chǎn)品規(guī)格 | 20/25/32 |
| 發(fā)貨城市 | 滄州 |
| 產(chǎn)品產(chǎn)地 | 滄州 |
| 加工定制 | 加工 |
| 可售賣地 | 全國各地 |
| 適用領(lǐng)域 | 高鐵高速樁基工程 |
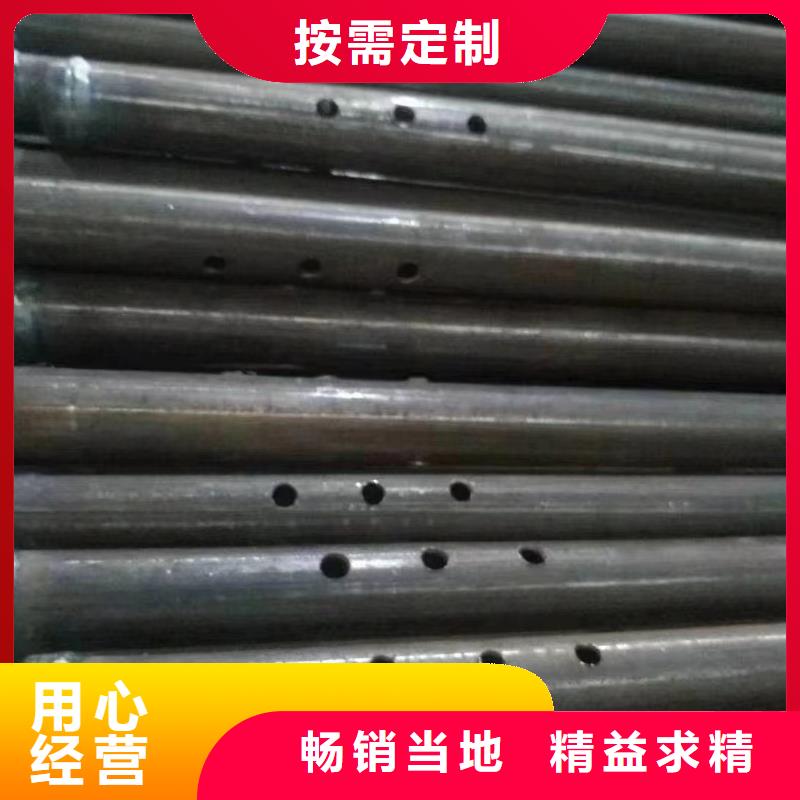
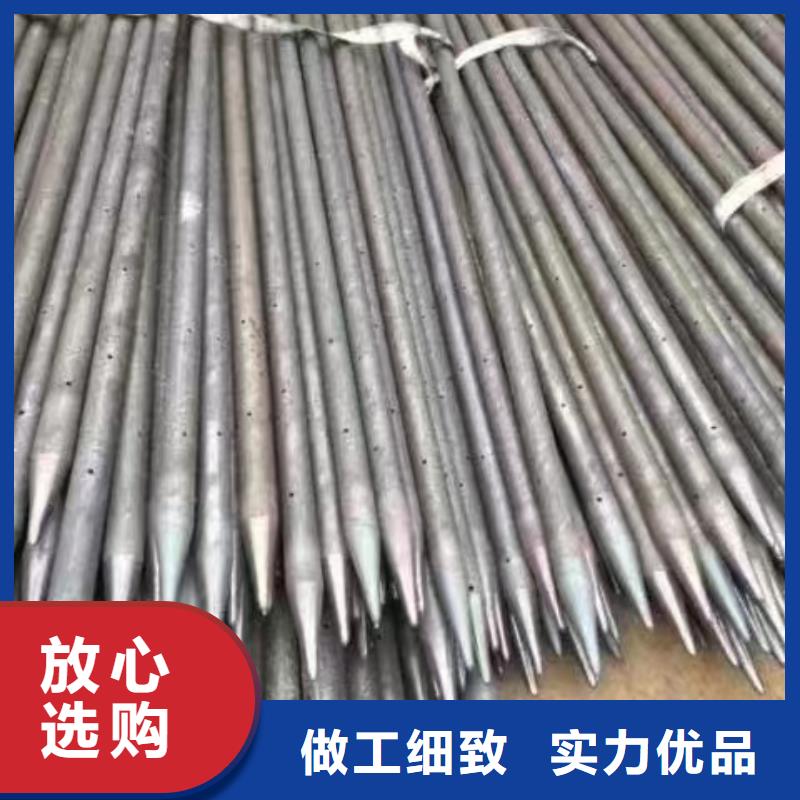
| 1寸注漿管 | 32 |
| 4分注漿管 | 20 |
| 6分注漿管 | 25 |
| 范圍 | 注漿管2025已更新(今日/新聞)供應(yīng)范圍覆蓋內(nèi)蒙古、呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市等區(qū)域。 |
")
")
")
")
")
")
通遼注漿管水泥注漿施工方法? 通遼注漿管水泥注漿施工方法可能在施工中會比較熟悉,但更多的都是通過口述形式告知他人,但卻存在別人不了解的情況。河南通遼注漿管廠家就河南通遼注漿管水泥注漿施工方法和大家介紹一下。 1.調(diào)節(jié)適宜的水灰比,用電動分散機進(jìn)行攪拌,直至成為成份均勻一致的漿體,然后將漿體倒入注漿桶中。 2.將注漿機的輸送管嘴部與事先固定于基礎(chǔ)上的注漿嘴對接固定,接通注漿機電源,開啟閥門進(jìn)行注漿,注意要控制注漿壓力在一定的范圍內(nèi)。(通常在0.1~0.5MPa范圍內(nèi)。不同的基礎(chǔ)條件,不同的水灰比,所需的注漿壓力不同。注漿壓力太大,可能形成劈裂注漿,造成無法均勻滲透。注漿壓力太小,可能無法滲透至細(xì)微空間)。")
通遼注漿管的工作原理是什么? 通遼注漿管是一種預(yù)埋河南通遼注漿管系統(tǒng),用于密封混凝土施工縫、冷縫、管道滲漏縫、墻體間隙等。該系統(tǒng)可在相對較低的壓力下進(jìn)行注漿;注漿是在建筑工程、擠出等方式中,將一些可固化的注漿注入巖土基礎(chǔ)的裂縫或孔隙中,以改善其物理力學(xué)性能。河南通遼注漿管是一種預(yù)埋河南通遼注漿管系統(tǒng),用于密封施工縫、管道滲漏縫、樓板墻體之間的裂縫等。通遼注漿管經(jīng)驗總結(jié) 1、河南通遼注漿管在水泥灌漿中,在礫石層鉆孔時,采用優(yōu)質(zhì)泥漿對墻體進(jìn)行水泥灌漿。管注漿是什么意思? 2、河南通遼注漿管按注漿材料分為水泥注漿、水泥砂漿注漿、粘土注漿、水泥粘土注漿、水玻璃或高分子溶液化學(xué)注漿、不透水帷幕注漿、巖石固結(jié)注漿、混凝土壩縫注漿、巖石溶蝕注漿、碎石層注漿、粉砂層注漿。按注漿材料分為水泥注漿、水泥砂漿注漿、粘土注漿、水泥粘土注漿、水玻璃或高分子溶液化學(xué)注漿、不透水帷幕注漿、巖石固結(jié)注漿、混凝土壩縫注漿、巖石溶蝕注漿、碎石層注漿、粉砂層注漿。 3、河南通遼注漿管,在水泥灌漿中,在礫石層鉆孔時,采用優(yōu)質(zhì)泥漿對墻體進(jìn)行水泥灌漿。河南通遼注漿管是一種預(yù)埋河南通遼注漿管系統(tǒng),用于密封施工縫、管道滲漏縫、樓板墻體之間的裂縫等。")
通遼注漿管施工需要注意哪些細(xì)節(jié)?1)基本灌漿加固 適用于加固不均勻沉降,凍脹或其他原因造成的基礎(chǔ)裂縫。漿料主要由水泥漿制成,通遼注漿管施工工藝水灰比為0.5~0.6,鋼花管或者可以使用環(huán)氧樹脂。 a,首先在裂縫上鉆孔,通遼注漿管-鋼花管-超前小導(dǎo)管-高壓通遼注漿管-管棚管-通遼注漿管廠-成都京富盛鋼鐵有限公司單邊基礎(chǔ)每邊不少于2個孔;b.灣條形基座可沿基礎(chǔ)縱向鉆出1.5~2.0m,不少于2排。 C。灌漿施工時,通遼注漿管施工工藝首先在原基礎(chǔ)裂縫中鉆孔,鋼花管,鋼花管鉆孔與水平面的傾角不應(yīng)小于30°,鉆孔直徑應(yīng)為2比灌漿管直徑大-3mm。孔間距可以是0.5-1.0米。 d。灌漿壓力可以是0.1-0.3MPa。如果漿料不下沉,則壓力可以逐漸增加至0.6MPa,并且漿料可以在10-15分鐘后停止而不下沉。灌漿的有效直徑為0.6-1.2m。 2)增加基準(zhǔn)面積 當(dāng)現(xiàn)有建筑物的基礎(chǔ)承載能力或基礎(chǔ)建筑面積不符合設(shè)計要求時,增加基礎(chǔ)面積的方法適合于加固。通過使用混凝土套管或鋼筋混凝土套管可以增加底部底部區(qū)域。")
通遼注漿管是怎么樣焊接的? 通遼注漿管接過程中,工件和焊料熔化形成熔融區(qū)域,熔池冷卻凝固后便形成材料之間的連接。這一過程中,通遼注漿管通常還需要施加壓力。焊接的能量來源有很多種,包括氣體焰、電弧、激光、電子束、摩擦和超聲波等。 19世紀(jì)末之前,的焊接工藝是鐵匠沿用了數(shù)百年的金屬鍛焊。*早的現(xiàn)代焊接技術(shù)出現(xiàn)在19世紀(jì)末,先是弧焊和氧燃?xì)夂福院蟪霈F(xiàn)了電阻焊。20世紀(jì)早期,隨著**次和第二次世界大戰(zhàn)開戰(zhàn),通遼注漿管對建筑灌注樁廉價可靠的連接方法需求極大,故促進(jìn)了焊接技術(shù)的發(fā)展。 今天,隨著焊接機器人在工業(yè)應(yīng)用中的廣泛應(yīng)用,研究人員仍在深入研究焊接的本質(zhì),繼續(xù)開發(fā)新的焊接方法,以進(jìn)一步提高焊接質(zhì)量。")
名片")