


以下是:佳木斯市同江市精密鋼管歡迎來廠考察的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 產(chǎn)地 山東 名稱 功誠 是否出口 否 范圍 精密鋼管供應(yīng)范圍覆蓋黑龍江省 佳木斯市 前進(jìn)縣、東風(fēng)縣、郊縣、樺南縣、樺川縣、湯原縣、撫遠(yuǎn)市、同江市、富錦市等區(qū)域。 【功誠】業(yè)務(wù)覆蓋多元場景,提供以下產(chǎn)品和服務(wù):前進(jìn)高壓鍋爐管一手貨源、東風(fēng)高壓鍋爐管匠心工藝、樺南高壓鍋爐管用心制造、樺川高壓鍋爐管實(shí)拍展現(xiàn)、湯原高壓鍋爐管經(jīng)銷商、撫遠(yuǎn)高壓鍋爐管制造生產(chǎn)銷售、富錦高壓鍋爐管信譽(yù)有保證等。精密鋼管歡迎來廠考察,功誠鋼管制造(同江市分公司)gcgz854-6為您提供精密鋼管歡迎來廠考察,聯(lián)系人:姜培功,發(fā)貨地:高新技術(shù)產(chǎn)業(yè)開發(fā)區(qū)。 黑龍江省,佳木斯市,同江市 同江市,黑龍江省轄縣級市,由佳木斯市代管,地處黑龍江省東北部松花江與黑龍江兩江交匯處南岸,東接撫遠(yuǎn),南與富錦市、饒河縣為鄰,西臨松花江與綏濱縣相連,北隔黑龍江與俄羅斯猶太自治州相望,邊境線長170千米。總面積6229平方千米。截至2021年末,同江市戶籍人口為173788人。截至2022年10月,轄2個街道、6個鎮(zhèn)、4個鄉(xiāng)。市人民政府駐同江鎮(zhèn)杏林路10號。
為了給您提供更的精密鋼管歡迎來廠考察產(chǎn)品信息,解鎖精密鋼管歡迎來廠考察產(chǎn)品新體驗(yàn),視頻帶你玩轉(zhuǎn)每個細(xì)節(jié)!
以下是:精密鋼管歡迎來廠考察的圖文介紹
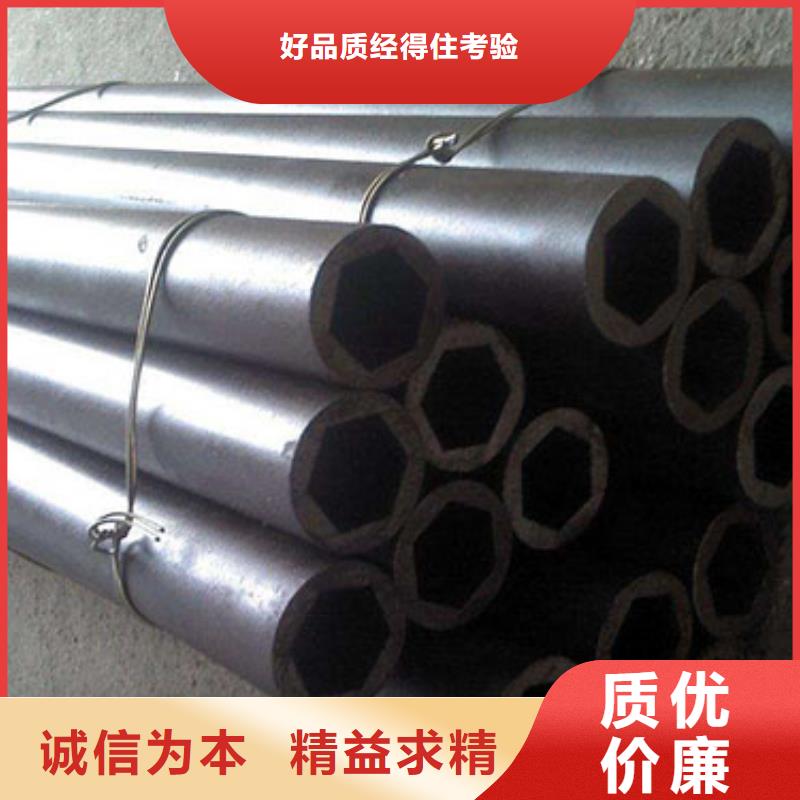
精密退火管常用材質(zhì)為10#、20#、35#、45#、20cr、40Cr、20CrMop16mnp27simnp304p201p310sp優(yōu)質(zhì)碳素結(jié)構(gòu)鋼。精密退火管特點(diǎn)特點(diǎn)1.外徑更小。2.精度高可做小批量生產(chǎn)。3.冷拔成品精度高,表面質(zhì)量好。4.鋼管橫面積更復(fù)雜。5.鋼管性能更優(yōu)越,金屬比較密。脆化現(xiàn)象根據(jù)精密管產(chǎn)生脆性的回火溫度范圍,可分為低溫回火脆性和高溫回火脆性。精密管低溫回火脆性合金鋼淬火得到馬氏體組織后,在250~400℃溫度范圍回火使鋼脆化,其韌性一脆性轉(zhuǎn)化溫度明顯升高。已脆化的精密管不能再用低溫回火加熱的方法。
不銹鋼精密鋼管產(chǎn)品介紹所謂的不銹鋼精密鋼管,就是尺寸精度遠(yuǎn)遠(yuǎn)高于普通的不銹鋼流體管或者換熱管,下面我們來一個方面一個方面的介紹不銹鋼精密鋼管的特性。
上乘的 高壓鍋爐管產(chǎn)品質(zhì)量,可靠的售后服務(wù),贏得了廣大客戶的一致好評。響譽(yù)全國, 高壓鍋爐管客戶遍布全國各地的各個行業(yè),無論是服務(wù)質(zhì)量、技術(shù)水平、時間保證等深得企業(yè)及個人用戶的廣泛信賴。佳木斯同江功誠鋼管制造有限公司是一家朝氣蓬勃的年青企業(yè),本著務(wù)實(shí)、創(chuàng)新、學(xué)習(xí)的精神,愿與國內(nèi)外同行竭誠合作,共謀發(fā)展!
精密鋼管制造廠家--口碑
精密鋼管 232*4.5 20# 山東
精密鋼管 140*3.5 20# 山東
精密鋼管 104*6 20# 山東精密鋼管 211*7.5 20# 山東
精密鋼管 58*4 20# 山東
精密鋼管 78*4.5 20# 山東
精密鋼管 69*3.5 20# 山東
精密鋼管 124*8 20# 山東
精密鋼管 63*7 20# 山東
精密鋼管 54*7.5 20# 山東
精密鋼管 169*4 20# 山東
精密鋼管 22*6 20#山東
精密鋼管 201*7 20# 山東
精密鋼管 119*3 20# 山東
精密鋼管 210*5 20# 山東
gcgz
精密無縫鋼管的焊接,不但要嚴(yán)格控制焊接規(guī)范參數(shù),而且焊接操作對焊接接頭質(zhì)量有著至關(guān)重要的影響。
1)氬弧焊打底焊。將管件處于水平轉(zhuǎn)動位焊接,焊接時采用短弧,焊槍盡可能與工件表面垂直,有利于氬氣對焊接熔池的保護(hù)。焊槍和焊絲可稍作橫向擺動,保證坡口兩側(cè)熔透。同時,要控制好熔池溫度防止產(chǎn)生焊穿和焊瘤缺陷。在接頭部位,要用手提砂輪打磨弧坑,將弧坑處的收弧裂紋和氣孔等焊接缺陷,然后繼續(xù)引弧焊接。
2)焊條電弧焊填充焊。應(yīng)采用短弧焊接,且熱輸入量不宜過大。若采用長弧焊接,不僅會出現(xiàn)電弧燃燒不穩(wěn)定、熔深淺、熔化金屬飛濺大及合金元素?zé)龘p加劇等問題,而且容易產(chǎn)生咬邊、未焊透等缺陷,同時空氣中的N2、O2等有害氣體易進(jìn)入熔池,在焊縫中形成氣孔缺陷。焊接時焊條可作小月牙形運(yùn)條,在坡口兩側(cè)要停留0.5~1S,焊接層間必須徹底清理焊渣,發(fā)現(xiàn)有氣孔等焊接缺陷時,用手提砂輪將焊接缺陷除掉收弧時必須將弧坑填滿,以免產(chǎn)生弧坑裂紋。各層間的接頭應(yīng)錯開,不得有重疊。
3)焊條電弧焊蓋面焊。焊接電流比填充層稍小些,應(yīng)選擇正確的焊條角度,運(yùn)條要均勻,防止在坡口邊緣產(chǎn)生咬邊缺陷。焊縫余高要控制在1~3mm,避免焊接接頭在使用中產(chǎn)生應(yīng)力集中。
點(diǎn)擊查看功誠鋼管制造(同江市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
選購精密鋼管歡迎來廠考察來佳木斯市同江市找功誠鋼管制造(同江市分公司),我們是廠家直銷,產(chǎn)品型號齊全,確保您購買的每一件產(chǎn)品都符合高標(biāo)準(zhǔn)的質(zhì)量要求,選擇我們就是選擇品質(zhì)與服務(wù)的雙重保障。聯(lián)系人:姜培功,地址:[高新技術(shù)產(chǎn)業(yè)開發(fā)區(qū)]。










