
以下是:佳木斯市同江市螺旋鋼管服務貼心的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 螺旋鋼管服務貼心供應范圍覆蓋黑龍江省 佳木斯市 前進縣、東風縣、郊縣、樺南縣、樺川縣、湯原縣、撫遠市、同江市、富錦市等區域。 【全通】以匠心打造多元場景產品,涵蓋前進螺旋鋼管選擇我們沒錯、東風螺旋鋼管誠信為本、郊縣螺旋鋼管24小時下單發貨、樺南螺旋鋼管工期短發貨快、湯原螺旋鋼管訂制批發、富錦螺旋鋼管源頭廠家供應等。螺旋鋼管服務貼心,全通管道(同江市分公司)quantong1364-6為您提供螺旋鋼管服務貼心的資訊,聯系人:銷售部 王經理,發貨地:南開發區。 黑龍江省,佳木斯市,同江市 同江市,黑龍江省轄縣級市,由佳木斯市代管,地處黑龍江省東北部松花江與黑龍江兩江交匯處南岸,東接撫遠,南與富錦市、饒河縣為鄰,西臨松花江與綏濱縣相連,北隔黑龍江與俄羅斯猶太自治州相望,邊境線長170千米。總面積6229平方千米。截至2021年末,同江市戶籍人口為173788人。截至2022年10月,轄2個街道、6個鎮、4個鄉。市人民政府駐同江鎮杏林路10號。
30秒一段產品介紹視頻,帶你了解螺旋鋼管服務貼心產品的功能、特點和使用方法。
以下是:螺旋鋼管服務貼心的圖文介紹
螺旋鋼管服務貼心
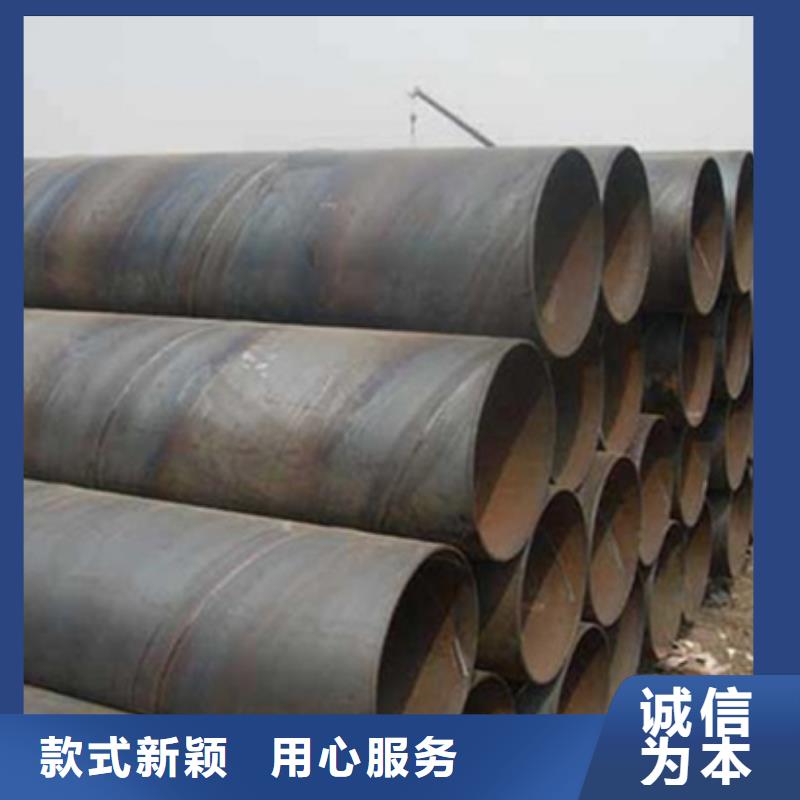
埋弧焊的原理:埋弧焊是利用電弧熱能進行焊接的,與手工焊條電弧焊不同的是:埋弧焊的焊絲是裸露的,上面沒有涂料,埋弧焊的確焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下燃燒的埋弧焊的形成過程是這樣的焊絲與工件接觸,按下啟動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧引燃,焊接小車向前進,焊絲連續下向輸送,維持電弧在焊劑層下燃燒,在電弧下方形成焊接熔池。在電弧周圍,焊劑熔化形成一個空洞,。這個空洞和熔池不斷前進,而熔池后方的金屬凝固,形成連續的焊縫。這個過程由于是在焊劑下進行的,因此,我們用肉眼是看不到的。借助于X射線攝影可以看到由于螺旋鋼管采用埋弧自動焊的焊接技術,除了此種的生產效率高;生產輔助時間少,節省了換焊條的時間;焊接條件干凈無飛濺,節省了清理的時間;焊縫質量高。也為螺旋焊管廠的交貨提供了必要的條件,使得量大的螺旋鋼管生產時間得到保證,因此目前還是被廣泛采用著。Q235B螺旋鋼管廠家-滄州全通管道有限公司已成為國內較大規模的螺旋鋼管,厚壁螺旋焊管,大口徑螺旋管,Q235b矩管,q235螺旋管,大口徑螺旋管,螺旋鋼管價格,螺旋管生產廠家,小口徑鍍鋅管的銷售基地,先后與全國各大電廠,鍋爐廠,石油,化工,機械等企業相繼建立了穩定的供貨關系,公司遵循誠信經營,貨真價實,優質服務的宗旨,贏得了用戶,拓展了市場,建立了廣泛的銷售網絡,以質量求信譽,以信譽求發展,以雄厚的實力、優質的產品、低廉的價格深得新老用戶的信賴;歡迎來電垂詢或親臨指導。
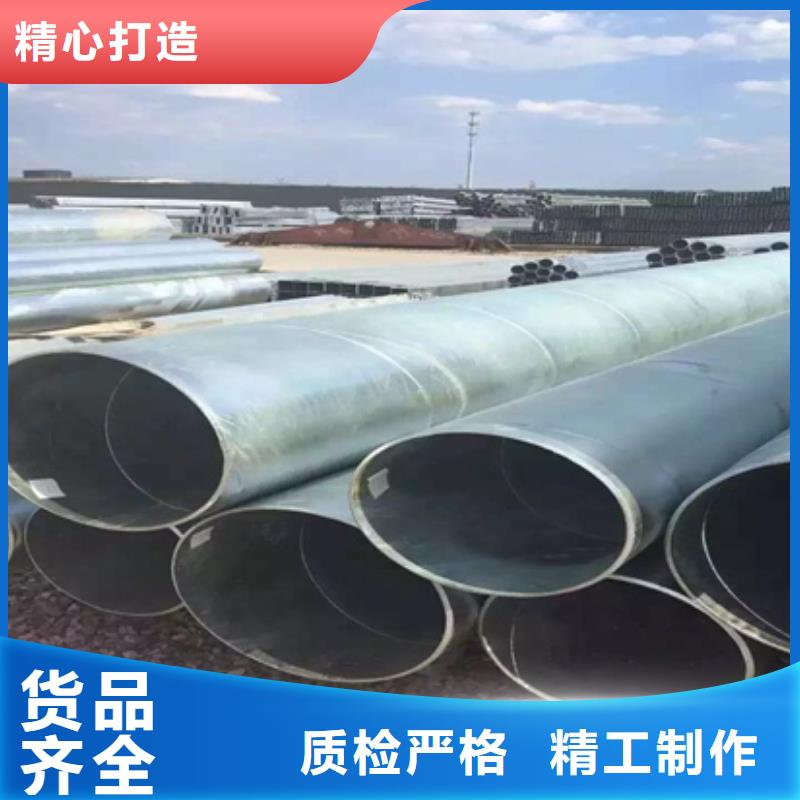
公司產品執行APISpec5L、APISpec5CT、APISpec5B,SY/T5037-2000,GB/T9711.1-1997,GB/T8163-2008,GB/T8162-2008,GB/T3091-2008標準。焊縫處理:螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。1.如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。排水用螺旋鋼管生產廠家河北全通鋼管制造有限公司生產的螺旋鋼管,型號齊全,可按客戶要求定做,用途廣泛,滿足不同行業的客戶需求,專業品牌公司,使用優質原材料生產,積極研發技術,降低生產成本,價格合理,有優勢,充分以消費者的需求為出發點。
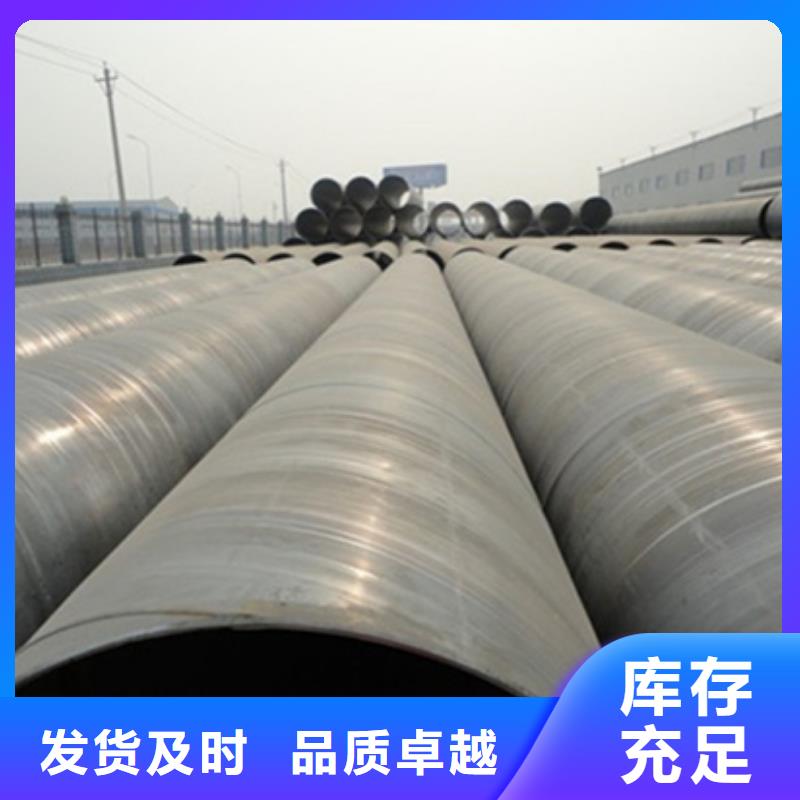
佳木斯同江全通管道有限公司視 螺旋鋼管產品質量為企業的生命,我們從原材料到產品出廠的全過程進行質量跟蹤控制。完善的質量管理體系和檢測設備為用戶提供質優 螺旋鋼管產品提供可靠保證。
螺旋鋼管服務貼心_全通管道(同江市分公司),聯系人:銷售部 王經理,南開發區 發貨到 黑龍江省 佳木斯市 前進縣、東風縣、郊縣、樺南縣、樺川縣、湯原縣、撫遠市、同江市、富錦市。








