| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 215元 |
| 發(fā)貨期限 | 3-7天 |
| 供貨總量 | 9899989 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 是否廠(chǎng)家 | 是 |
| 發(fā)貨城市 | 山東 聊城 |
| 產(chǎn)品產(chǎn)地 | 山東 聊城 |
| 加工定制 | 是 |
| 可售賣(mài)地 | 全國(guó) |
| 產(chǎn)品顏色 | 黑 紅 橘 綠 藍(lán) 紅 |
| 品牌 | 鑫潤(rùn)通 |
| 產(chǎn)地 | 山東 |
| 是否定制 | 支持定制 |
| 類(lèi)型 | 防撞護(hù)欄 |
| 材質(zhì) | 不銹鋼、不銹鋼復(fù)合管 |
| 用途 | 橋梁防撞護(hù)欄、道路防撞護(hù)欄 |
| 適用范圍 | 橋梁、道路、河道、景區(qū)、天橋等 |
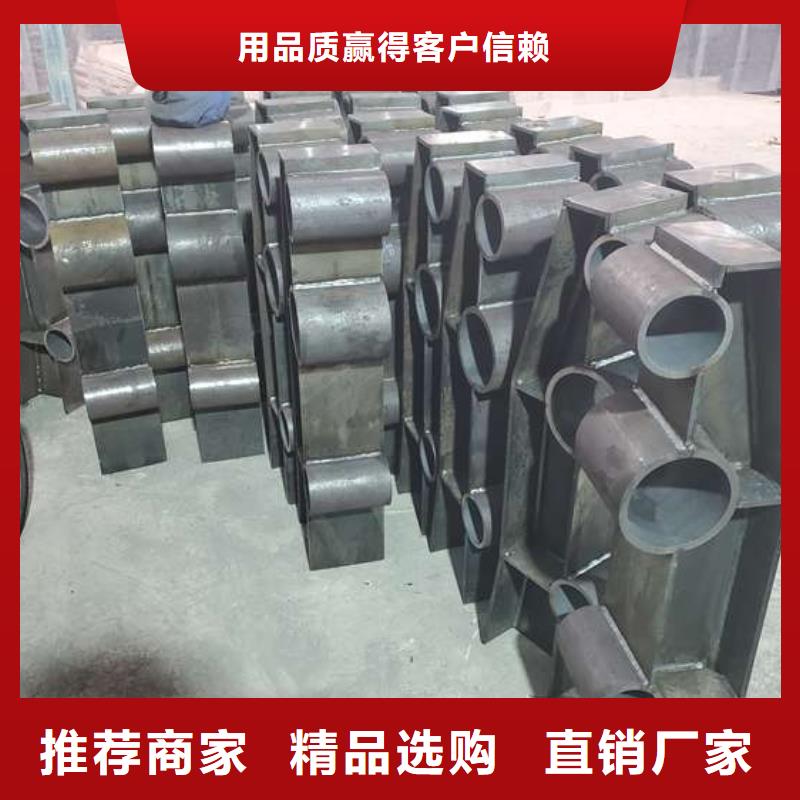
201不銹鋼復(fù)合管欄桿")
不銹鋼橋梁防撞護(hù)欄是指設(shè)置于橋梁上的護(hù)欄。
其目的是為了防止失控車(chē)輛越出橋外,具有使車(chē)輛不能突破、下穿、翻越橋梁以及美化橋梁建筑的功能。 今天,就來(lái)介紹一下如何劃分不銹鋼橋梁護(hù)欄的防撞等級(jí)。
劃分不銹鋼橋梁護(hù)欄的類(lèi)型方法很多,除按設(shè)置位置劃分外,還可按構(gòu)造特征、防撞性能等劃分。按設(shè)置位置可分為橋側(cè)護(hù)欄、橋梁中央分隔帶護(hù)欄和人行、車(chē)道分界處護(hù)欄;按構(gòu)造特征可分為梁柱式(金屬制和混凝土)護(hù)欄、鋼筋混凝土墻式擴(kuò)欄和組合式護(hù)欄;按防撞性能可分為剛性護(hù)欄、半剛性護(hù)欄和柔性護(hù)欄。
一般常見(jiàn)的護(hù)欄形式有混凝土護(hù)欄、波形梁護(hù)欄和纜索護(hù)欄。 橋梁護(hù)欄形式的選擇,首先應(yīng)根據(jù)公路等級(jí),綜合考慮其性、協(xié)調(diào)性、需防護(hù)對(duì)象的特性及現(xiàn)場(chǎng)幾何條件等因素確定防撞等級(jí),然后再根據(jù)本身結(jié)構(gòu)、經(jīng)濟(jì)性以及施工和養(yǎng)護(hù)維修等因素進(jìn)行構(gòu)造形式的選擇。其埋置方式有立柱直接埋入式、法蘭盤(pán)連接式和通過(guò)傳力鋼筋把橋梁護(hù)欄和橋面板澆注成一體三種方式,條件許可時(shí),可采用抽換式護(hù)欄。
不銹鋼橋(梁防撞護(hù)欄)欄桿施工注意的問(wèn)題:
1、護(hù)欄需使用鋼模板,模板加工按機(jī)械制造的工藝進(jìn)行,模板交角處采用倒圓角處理,使其平順整潔,尺寸嚴(yán)格按設(shè)計(jì)要求制作。
2、按照設(shè)計(jì)的要求合理設(shè)置斷縫及誘導(dǎo)縫,模板拆除后應(yīng)立即進(jìn)行誘導(dǎo)縫的切割。
3、澆筑到頂面時(shí),應(yīng)安排專(zhuān)人進(jìn)行抹面修整處理,確保護(hù)欄成型后,頂面光潔,線(xiàn)形順暢。
4、護(hù)欄模板底砂漿找平層嚴(yán)禁侵入護(hù)欄混凝土,護(hù)欄施工完畢后予以。
不銹鋼樓梯欄桿施工工藝
(1)工程流程:安裝預(yù)埋件放線(xiàn)安裝立柱扶手與立柱連接打磨拋光
(2)安裝預(yù)埋件(后加埋件):樓梯欄桿預(yù)埋件的安裝只能采用后加埋件做法,其做法是采用膨脹螺栓與鋼板來(lái)制作后置連接件,先在土建基層上放線(xiàn),確定立柱固定點(diǎn)的位置,然后在樓梯地面上用沖擊鉆鉆孔,再安裝膨脹螺栓,螺栓保持足夠的長(zhǎng)度,在螺栓定位以后,將螺栓擰緊同時(shí)將螺母與螺桿間焊死,防止螺母與鋼板松動(dòng)。扶手與墻體面的連接也同樣采取上述方法。
(3)放線(xiàn):由于上述后加埋件施工,有可能產(chǎn)生誤差,因此,在立柱安裝之前,應(yīng)重新放線(xiàn),以確定埋板位置與焊接立桿的準(zhǔn)確性,如有偏差,及時(shí)修正。應(yīng)保證不銹鋼立柱全部座落在鋼板上,并且四周能夠焊接。
(4)安裝立柱:焊接立柱時(shí),需雙人配合,一個(gè)扶住鋼管使其保持垂直,在焊接時(shí)不能晃動(dòng),另一人施焊,要四周施焊,并應(yīng)符合焊接規(guī)范。
(5)扶手與立柱連接:立柱在安裝前,通過(guò)拉長(zhǎng)線(xiàn)放線(xiàn),根據(jù)樓梯的傾斜角度及所用扶手的圓度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,從一端向另一端順次點(diǎn)焊安裝,相鄰扶手安裝對(duì)接準(zhǔn)確,接縫嚴(yán)密。相鄰鋼管對(duì)接好后,將接縫用不銹鋼焊條進(jìn)行焊接。焊接前,必須將沿焊縫每邊30~50mm范圍內(nèi)的油污、毛刺、銹斑等干凈。
(6)打磨拋光:全部焊接好后,用手提砂輪打磨機(jī)將焊縫打平砂光,直到不顯焊縫。拋光時(shí)采用絨布砂輪或毛氈進(jìn)行拋光,同時(shí)采用相應(yīng)的拋光膏,直到與相鄰的母材基本一致,不顯焊縫為止。
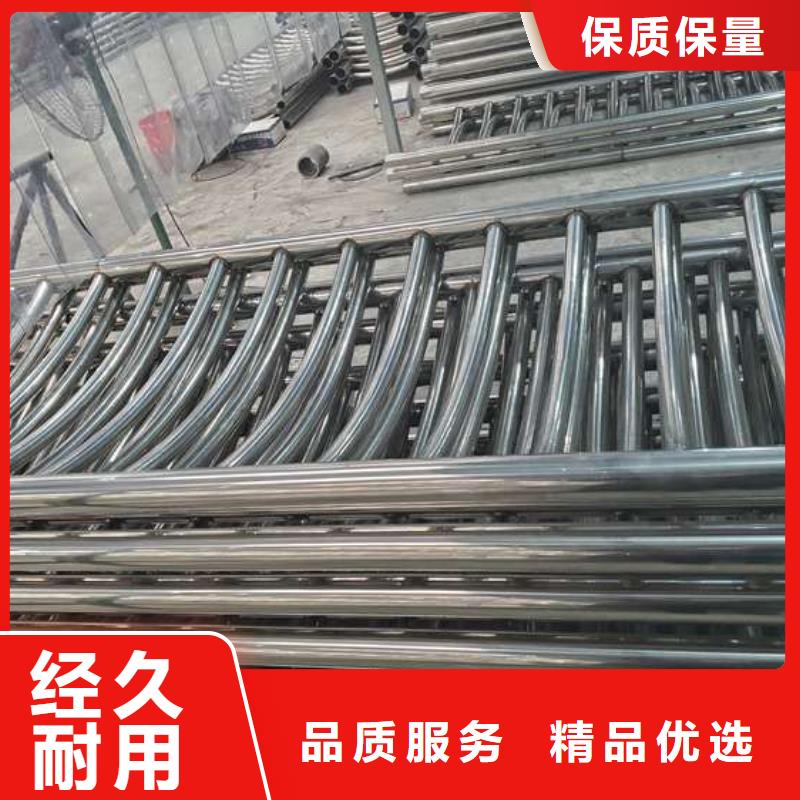
201不銹鋼復(fù)合管欄桿")
通不銹鋼制品有限公司(唐山分公司)名片")