
以下是:福州市臺江區(qū)焊管生產廠家-批發(fā)的產品參數
產品參數 產品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 焊管-批發(fā)供應范圍覆蓋福建省、福州市、臺江區(qū)、倉山區(qū)、馬尾區(qū)、晉安區(qū)、閩侯縣、連江縣、羅源縣、閩清縣、永泰縣、平潭縣、福清市、長樂區(qū)等區(qū)域。 【天鑫達】業(yè)務覆蓋多元場景,提供以下產品和服務:馬尾H型鋼廠家支持批發(fā)零售、長樂H型鋼廠家現貨充足量大優(yōu)惠、閩侯H型鋼廠家支持定制貼心售后、連江H型鋼廠家產地源頭好貨、羅源H型鋼廠家優(yōu)選廠家、倉山H型鋼廠家源頭廠家量大價優(yōu)等。在福州市臺江區(qū)采買焊管生產廠家-批發(fā)到天鑫達特鋼有限責任公司(福州市臺江區(qū)分公司),無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯系人:楊經理-【18853178958】。 福建省,福州市,臺江區(qū) 臺江區(qū)舊稱南臺。漢高祖五年(前202年),閩越王無諸從江上登岸,在大廟山筑臺設壇祭天,“登南城翹望,有臺臨江”,臺江、南臺由此而得名。臺江地區(qū)歷來商賈云集,素負商業(yè)“黃金地”、“聚寶盆”之盛名,唐宋時期開始繁榮,至民國初年達到鼎盛。形成30多個同鄉(xiāng)會“會館”,以及行業(yè)的“商幫”。民國三十四年(1945年),成立臺江,1968年9月,改稱赤衛(wèi)區(qū),1978年4月,恢復臺江區(qū)名稱。區(qū)內有中亭街、上下杭歷史文化街區(qū)、古田會館等旅游景區(qū)。榮獲“全國科普示范區(qū)”稱號、“全國殘疾人工作先進單位”稱號。
想要知道焊管生產廠家-批發(fā)產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:焊管生產廠家-批發(fā)的圖文介紹
帶鋼邊緣質量
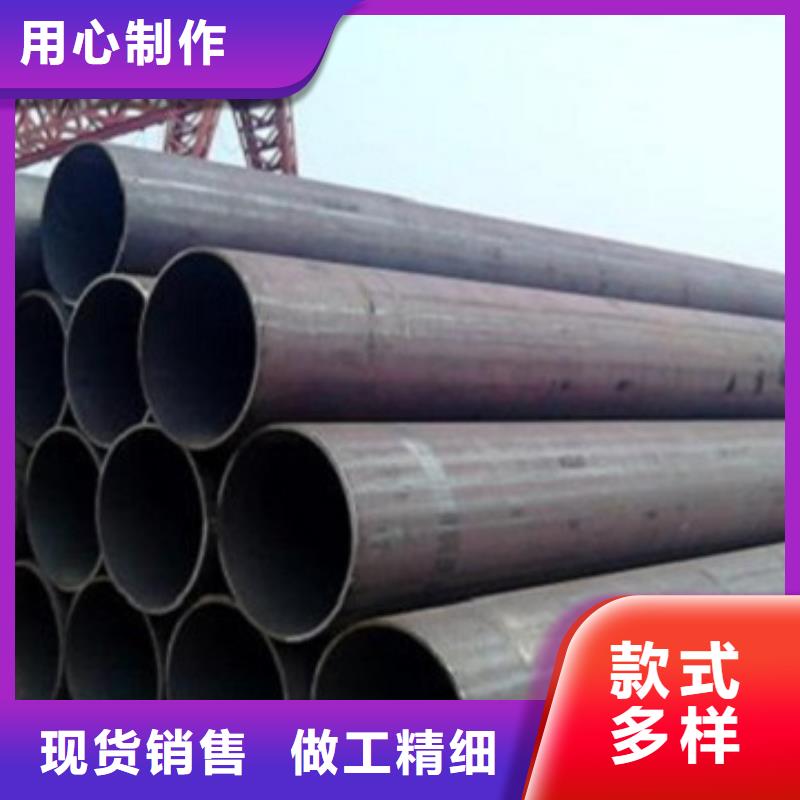
直縫焊管、大口徑直縫焊管、厚壁直縫焊管、直縫焊管廠家、高頻焊管現貨、薄壁焊管價格、厚壁焊管直銷、高頻焊管、小口徑直縫焊管、薄壁高頻焊管、吹氧焊管、高頻直縫焊管、托輥管、電線套管等。天鑫達特鋼有限責任公司,可以生產各種材質的焊管,規(guī)格齊全,并常年備有大量現貨,均可滿足客戶要求,特殊規(guī)格焊管可按用戶要求進行加工。
焊管產品廣泛應用于自來水工程、石化工業(yè)、化學工業(yè)、電力工業(yè)、農業(yè)灌溉、城市建設,是我國開發(fā)的二十個重點產品之一。作液體輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石油氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。
焊管產品規(guī)格齊全、技術力量雄厚、設備先進、工藝流程合理、科學的生產管理,并能交貨及時,講究信譽,推行小批量,多品種,薄利多銷的原則。
經營理念:“同樣的產品比質量、同樣的質量比價格、同樣的價格比服務、 同樣的服務比信譽”。
企業(yè)精神:“團結拼搏、艱苦奮斗、敬業(yè)奉獻、務實求新”公司在廣泛領域里尋求真誠的合作,以提高企業(yè)的綜合實力。
服務三保:保證質量、保證時間、保證數量。
服務宗旨:雄厚的實力、優(yōu)質的產品、低廉的價格、好的服務。
鄭重承諾:保證以好的產品、優(yōu)的質量、低的價格、完善的服務來答謝新老顧客的信賴。
供貨規(guī)格:DN15-DN200 4分-8寸
供貨材質:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
螺旋鋼管在廠之前做機械性能試驗和壓扁試驗以及擴試驗,并要達到規(guī)定要求。直縫鋼管檢測如下:
1、從表面上判斷,也就是在外觀檢驗。焊接接頭外觀檢驗是一種手續(xù)簡便而又用廣泛檢驗,是成品檢驗一個重要內容,主要是發(fā)現焊縫表面缺陷和尺寸上偏差。一般通過觀察,借助樣板、量規(guī)和放大鏡等工具進行檢驗。若焊縫表面現缺陷,焊縫內部便有存在缺陷可能。
2、物理檢驗:物理檢驗是利用一些物理現象進行測定或檢驗。材料或工件內部缺陷情況檢查,一般都是采用無損探傷。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。
3、受壓容器強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作容器和管道焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后產品不用排水處理,對于排水困難產品尤為適用。但試驗危險性比水壓試驗大。進行試驗時,必須遵守相技術措施,以防試驗中發(fā)生事故。
用途編輯
螺旋鋼管主要用于自來水工程、石化工業(yè)、化學工業(yè)、電力工業(yè)、農業(yè)灌溉、城市建設,是二個重點產品之一。
作輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石氣。作結構用:作打樁管、作橋梁;碼頭、道路、建筑結構用管等。
24小時詢價熱線: 聯系人:劉經理 真誠期待與您合作!
作!(用市場用真誠服務客戶)
公司承諾:同等鋼管、鋼管價格低。
溫馨提示:由于現在市場行情不,實際下單請當天價格。
(1)批零兼營,一支起售。
(2)客戶可以隨意挑選自己所需長度或其他要求。
(3)提供氣割、鋸切等套服務。
(4)訂、購各類鋼廠合同或特殊規(guī)格。
(5)調劑本庫暫缺規(guī)格,省去您奔波采購辛勞。
(6)運輸,量大可直發(fā)您。
(7)節(jié)假日不休息,隨到隨提。
(8)所售鋼管,公司負責跟蹤,為您排除后顧之憂 螺旋管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,
福州臺江山東天鑫達特鋼有限責任公司地理條件優(yōu)越,交通便捷。公司以“ H型鋼廠家質量求生存,信譽求發(fā)展!”為企業(yè)目標,以“打造品牌,樹立形象!”為企業(yè)宗旨,不斷挑戰(zhàn)自我,越超自我。
235B直縫焊管質量檢驗方法有很多種,其中物理方法也是常用的檢驗方法,物理檢驗就是利用一些物理現象進行測定或檢驗的方法。材料或Q235B直縫焊管內部缺陷情況的檢查,一般都是采用無損探傷的方法。當前的無損探傷有磁力探傷、超聲波探傷、射線探傷、滲透探傷等。
磁力檢驗
磁力探傷只能發(fā)現磁性Q235B直縫焊管表面和近表面的缺陷,而且對缺陷僅能做定量分析,對于缺陷的性質和深度也只能根據經驗來估計。磁力檢驗是利用磁場磁化鐵磁Q235B直縫焊管所產生的漏磁來發(fā)現缺陷的。按測量漏磁方法的不同,可分為磁粉法、磁感應法和磁性記錄法,其中以磁粉法應用廣。
滲透檢驗
滲透檢驗是利用某些液體的滲透性等物理特性來發(fā)現和顯示缺陷的,包括著色檢驗和熒光探傷兩種,可用來檢查鐵磁性和非鐵磁性材料表面的缺陷。
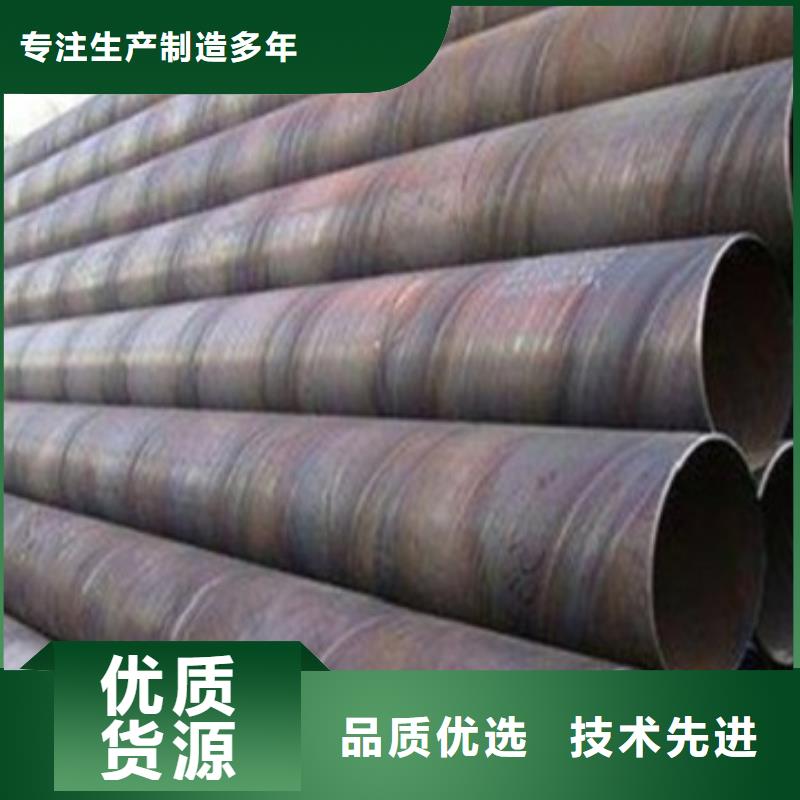
生產工藝編輯
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。
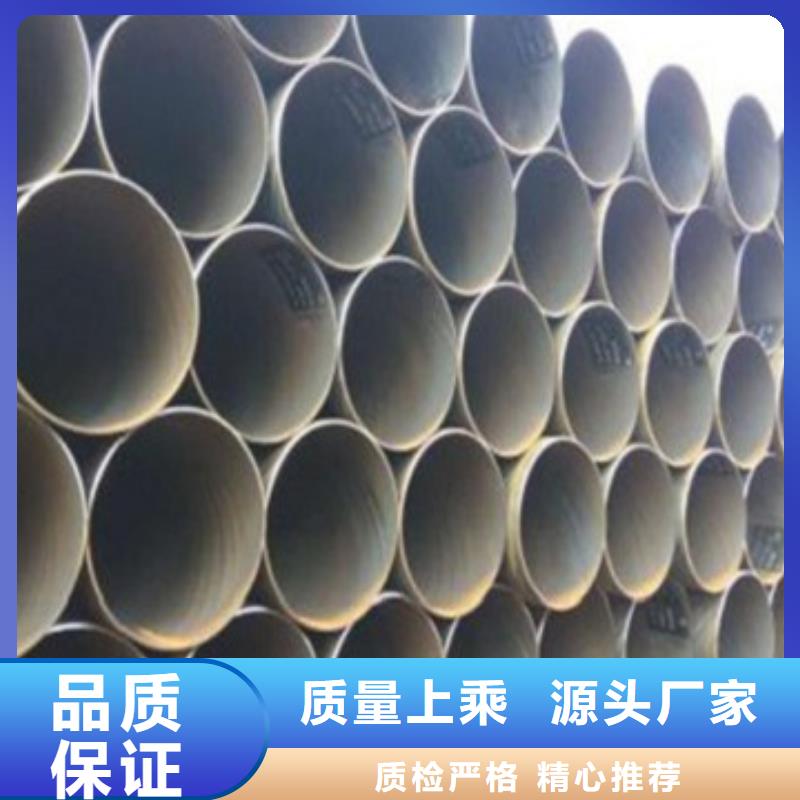
內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。焊完的焊縫均經過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。采用空氣等離子切割機將鋼管切成單根。切成單根鋼管后,每批鋼管都要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
焊縫上有連續(xù)聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。每根鋼管經過靜水壓試驗,壓力采用徑向密封。
(5)采用外控或內控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙焊接要求,管,錯邊量和焊縫間隙都嚴格控制。
(7)內焊和外焊均采用電焊機進行單絲或雙絲埋弧焊接,從而焊接。
(8)焊完焊縫均經過連續(xù)超聲波自動傷儀檢查,保證了螺旋焊縫無損檢測覆蓋率。若有缺陷,自動并噴涂標記,生產工人依此隨時工藝參數,及時缺陷。
(9)采用空氣等離子切割機將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進行嚴格首檢制度,檢查焊縫力學性能,化學成份,溶合狀況,鋼管表面以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。
(11)焊縫上有連續(xù)聲波探傷標記部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。
在福州市臺江區(qū)采購焊管生產廠家-批發(fā)請認準天鑫達特鋼有限責任公司(福州市臺江區(qū)分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產品。(聯系人:楊經理-【18853178958】)。
")
")
")
")
")
")
")
")
")
")
")
")
")
")
