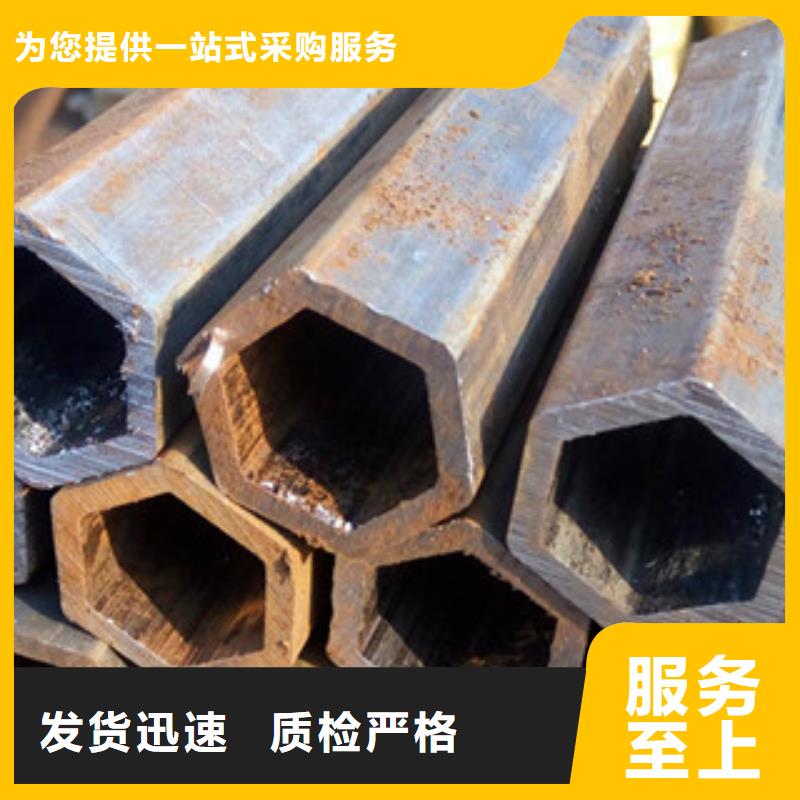
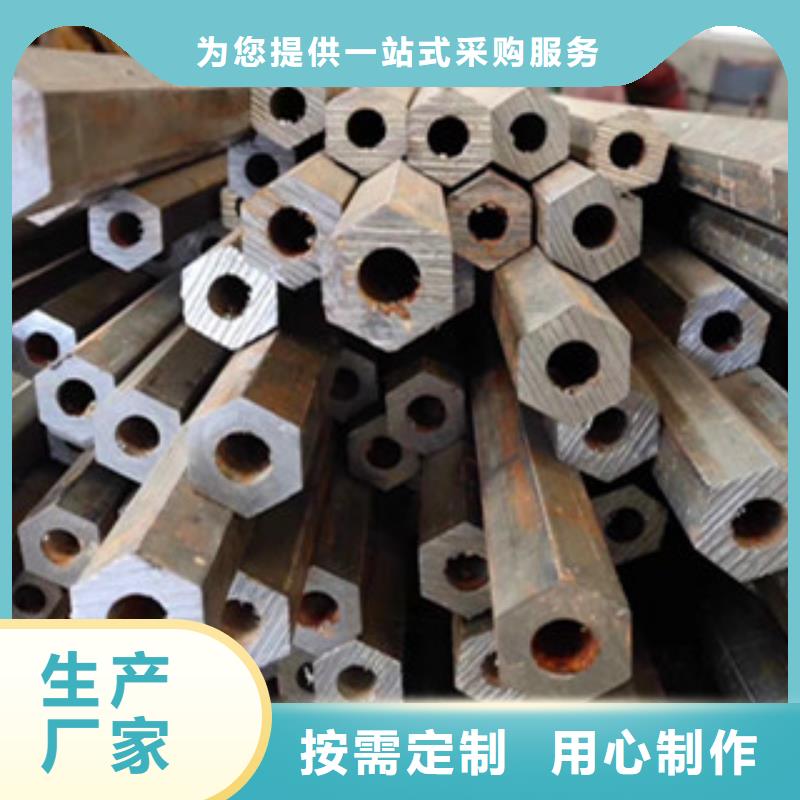
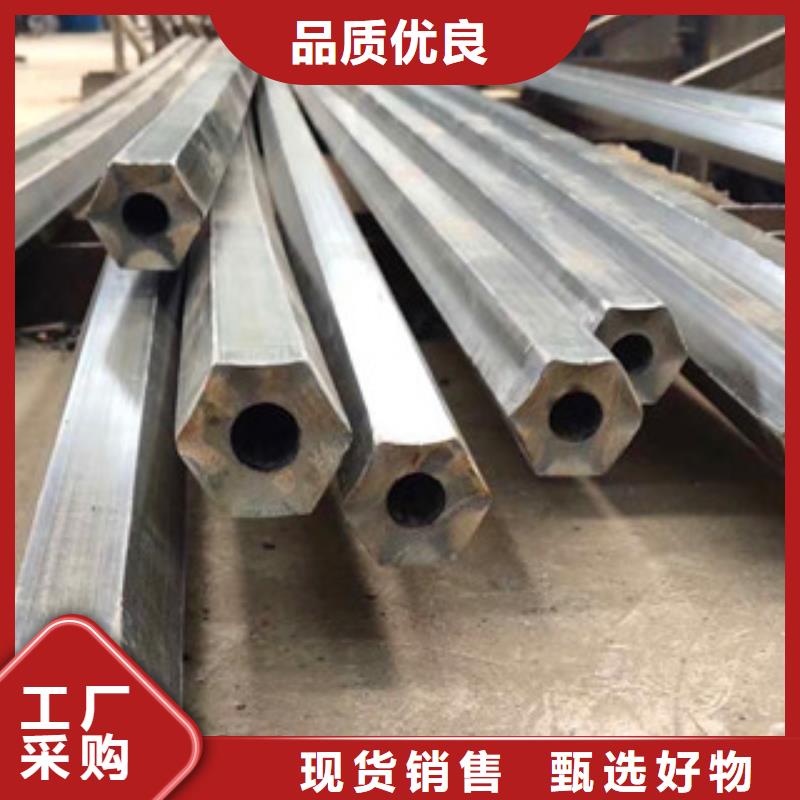
以下是:棗莊市臺(tái)兒莊區(qū)異型管-42CRMO異型管通過(guò)檢測(cè)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 電議/米 |
|---|
| 發(fā)貨期限 | 1 |
|---|
| 供貨總量 | 9998 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 小起訂 | 1 |
|---|
| 材質(zhì) | 異性管 |
|---|
| 產(chǎn)地 | 山東 |
|---|
| 品牌 | 萬(wàn)盛達(dá) |
|---|
| 范圍 | 異型管-42CRMO異型管供應(yīng)范圍覆蓋山東省、棗莊市、臺(tái)兒莊區(qū)、薛城區(qū)、嶧城區(qū)、山亭區(qū)、滕州市等區(qū)域。 |
|---|
【萬(wàn)盛達(dá)】持續(xù)拓展產(chǎn)品矩陣,現(xiàn)有
滕州鍍鋅無(wú)縫管廠家、
嶧城鍍鋅無(wú)縫管、
薛城10#異型管、
山亭管道專(zhuān)用輸送管等,滿(mǎn)足不同場(chǎng)景需求。
異型管-42CRMO異型管通過(guò)檢測(cè),
萬(wàn)盛達(dá)鋼鐵(棗莊市臺(tái)兒莊區(qū)分公司)為您提供
異型管-42CRMO異型管通過(guò)檢測(cè)產(chǎn)品案例,聯(lián)系人:
陳經(jīng)理,電話(huà):
【13310655558】、【13310655558】。 山東省,棗莊市,臺(tái)兒莊區(qū) 臺(tái)兒莊歷史悠久。臺(tái)兒莊,形成于漢,發(fā)展于元,繁榮于明清。據(jù)《嶧縣志》載:“臺(tái)兒莊跨漕渠,當(dāng)南北孔道,商旅所萃,居民饒給,村鎮(zhèn)之大,甲于一邑”,被清高宗御賜為“天下莊”。2009年被國(guó)臺(tái)辦確定為中國(guó)“海峽兩岸交流基地”,2011年榮膺“十大齊魯文化新地標(biāo)”榜首。
簡(jiǎn)約而不簡(jiǎn)單,我們的異型管-42CRMO異型管通過(guò)檢測(cè)產(chǎn)品視頻將用直觀的方式展示產(chǎn)品的核心價(jià)值。
以下是:棗莊臺(tái)兒莊異型管-42CRMO異型管通過(guò)檢測(cè)的圖文介紹
檢測(cè)")
萬(wàn)盛達(dá)鋼鐵(棗莊市臺(tái)兒莊區(qū)分公司)發(fā)揮人才優(yōu)勢(shì),確保技術(shù)的實(shí)用性;依靠裝備優(yōu)勢(shì),以科研開(kāi)發(fā)與實(shí)驗(yàn)生產(chǎn)相結(jié)合的模式,縮短 20cR無(wú)縫鋼管、鍍鋅管、鍍鋅帶方管、Q235B方管廠家研發(fā)周期,提高了技術(shù)的針對(duì)性,可靠性;依托地域優(yōu)勢(shì),確保 20cR無(wú)縫鋼管、鍍鋅管、鍍鋅帶方管、Q235B方管廠家加工質(zhì)量和周期;憑借體制優(yōu)勢(shì),做到靈活機(jī)動(dòng)、快速反應(yīng)、服務(wù)周到。
檢測(cè)")
檢測(cè)")
======================================================= 錳的作用不在于形成奧氏體,而是在于它降低鋼的臨界淬火速度,在冷卻時(shí)增加奧氏體的穩(wěn)定性,抑制奧氏體的分解,使高溫下形成的奧氏體得以保持到常溫。在提高鋼的耐腐蝕性能方面錳的作用不大,這是因?yàn)殄i對(duì)提高鐵基固溶體的電極電位的作用不大,形成的氧化膜的防護(hù)作用也很低。錳在不銹鋼異型管中穩(wěn)定奧氏體的作用約為鎳的二分之一,并且作用的程度比鎳還要大。 稀土元素應(yīng)用于不銹鋼,主要在于改善工藝性能方面。比如,鋼中加少量的稀土元素,可以鋼錠中因氫氣引起的氣泡和減少鋼坯中的裂紋。奧氏體和奧氏體-鐵素體不銹鋼異型管中加一定量的稀土元素,可顯著改善鍛造性能。 碳,不銹鋼異型管中含碳量增加,屈服點(diǎn)和抗拉強(qiáng)度升高,但塑性和沖擊性降低,當(dāng)碳量0.23%超過(guò)時(shí),鋼的焊接性能變壞,因此用于焊接的低合金結(jié)構(gòu)鋼,含碳量一般不超過(guò)0.20%。碳量高還會(huì)降低鋼的耐大氣腐蝕能力,在露天料場(chǎng)的高碳鋼就易銹蝕,此外碳能增加鋼的冷脆性和時(shí)效敏感性。 異型管等溫淬火的注意事項(xiàng):等溫淬火是減少無(wú)縫異型管變形和開(kāi)裂的有效淬火方法之一,但如何正確運(yùn)用該工藝方法則要應(yīng)根據(jù)異型管的材質(zhì)、大小、硬度和韌性、變形的要求,以及具體的工作條件等進(jìn)行合理的選擇。下面我們將等溫淬火時(shí)需要注意的事項(xiàng)一一為大家介紹:大小限制在進(jìn)行等溫淬火時(shí),基本的原則是確保無(wú)縫鋼管在冷卻過(guò)程中不會(huì)發(fā)生高溫的轉(zhuǎn)變,因此異型管的鋼種和大小直接影響到等溫淬火的質(zhì)量,一般要求為碳鋼無(wú)縫鋼管的有效厚度應(yīng)不大于5mm,合金鋼的有效厚度應(yīng)在30mm以下。從含碳量的角度出發(fā),在0.4%-0.6%的碳鋼不適于等溫淬火,高于0.6%以上的碳鋼才能進(jìn)行等溫淬火。
檢測(cè)")
檢測(cè)")
檢測(cè)")
螺旋鋼管工藝;螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過(guò)嚴(yán)格的理化檢驗(yàn)。(2)帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。(3)成型前,帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。(5)采用外控或內(nèi)控輥式成型。(6)采用焊縫間隙控制裝置來(lái)保證焊縫間隙滿(mǎn)足焊接要求,管徑,錯(cuò)邊量和焊縫間隙都得到嚴(yán)格的控制。(7)內(nèi)焊和外焊均采用美國(guó)林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。 (8)焊完的焊縫均經(jīng)過(guò)在線(xiàn)連續(xù)超聲波自動(dòng)傷儀檢查,保證了100%的螺旋焊縫的無(wú)損檢測(cè)覆蓋率。若有缺陷,自動(dòng)并噴涂標(biāo)記,生產(chǎn)工人依此隨時(shí)調(diào)整工藝參數(shù),及時(shí)缺陷。(9)采用空氣等離子切割機(jī)將鋼管切成單根。 (10)切成單根鋼管后,每批鋼管都要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過(guò)無(wú)損探傷檢驗(yàn),確保制管工藝合格后,才能正式投入生產(chǎn)。 (11)焊縫上有連續(xù)聲波探傷標(biāo)記的部位,經(jīng)過(guò)手動(dòng)超聲波和X射線(xiàn)復(fù)查,如確有缺陷,經(jīng)過(guò)修補(bǔ)后,再次經(jīng)過(guò)無(wú)損檢驗(yàn),直到確認(rèn)缺陷已經(jīng)。 (12)帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過(guò)X射線(xiàn)電視或拍片檢查。(13)每根鋼管經(jīng)過(guò)靜水壓試驗(yàn),壓力采用徑向密封。試驗(yàn)壓力和時(shí)間都由鋼管水壓微機(jī)檢測(cè)裝置嚴(yán)格控制。試驗(yàn)參數(shù)自動(dòng)打印記錄。 淺析異型管拉伸試驗(yàn)的步驟; 拉伸試驗(yàn)是將異型管制成試樣,在拉伸試驗(yàn)機(jī)上將試樣拉至斷裂,然后測(cè)定一項(xiàng)或幾項(xiàng)力學(xué)性能,通常僅測(cè)定抗拉強(qiáng)度、屈服強(qiáng)度、斷后伸長(zhǎng)率和斷面收縮率。拉伸試驗(yàn)是金屬材料基本的力學(xué)性能試驗(yàn)方法,幾乎所有的金屬材料,只要對(duì)力學(xué)性能有要求,都規(guī)定了拉伸試驗(yàn)。特別是那些形狀不便于進(jìn)行硬度試驗(yàn)的材料,拉伸試驗(yàn)成為的力學(xué)手段。 異型管拉伸試驗(yàn)主要有以下步驟:(一)用刻線(xiàn)機(jī)在原始標(biāo)距范圍內(nèi)刻劃圓周線(xiàn),將標(biāo)距內(nèi)分為等長(zhǎng)的10格。用游標(biāo)卡尺在試件原始標(biāo)距內(nèi)的兩端及中間處兩個(gè)相互垂直的方向上各測(cè)一次直徑,取其算術(shù)平均值作為該處截面的直徑,然后選用三處截面直徑的小值來(lái)計(jì)算試件的原始截面面積;(二)根據(jù)異型管的拉伸強(qiáng)度和原始標(biāo)本截面積估計(jì)的大負(fù)荷,配置相應(yīng)的擺錘,選擇合適的測(cè)力度盤(pán);(三)開(kāi)始試機(jī),使表上升約10mm,為了重量板凳系統(tǒng)的影響。倡議旨在調(diào)整指針為零,主動(dòng)驅(qū)動(dòng)的指針和指針靠攏,調(diào)整自動(dòng)繪圖設(shè)備;(四)先將異型管樣品裝夾在上夾頭內(nèi),再將下夾頭移動(dòng)到合適的夾持位置,后夾緊試件下端;(五)開(kāi)動(dòng)試驗(yàn)機(jī),預(yù)加少量載荷(載荷對(duì)應(yīng)的應(yīng)力不能超過(guò)異型管材料的比例極限),然后卸載到零,以檢查試驗(yàn)機(jī)工作是否正常;(六)啟動(dòng)試驗(yàn)機(jī),加載緩慢而均勻地旋轉(zhuǎn)仔細(xì)觀察指針和策劃力測(cè)量繪圖設(shè)備的圖形。注意捕獲的屈服載荷值,計(jì)算其屈服點(diǎn)應(yīng)力的記錄。在屈服階段,加載速度可以更快。將達(dá)到大,遵守“縮頸”的現(xiàn)象。試樣斷裂立即停止,記錄的大負(fù)荷值;(七)取下異型管拉伸標(biāo)本、記錄紙;(八)用游標(biāo)卡尺測(cè)量斷后標(biāo)距及縮頸處小直徑。 防止異型管轉(zhuǎn)爐噴濺的六個(gè)方法:異型管轉(zhuǎn)爐噴濺產(chǎn)生的原因有以下三個(gè):(一)當(dāng)渣中TFe含量過(guò)低,熔渣粘稠,熔池被氧流吹開(kāi)后熔渣不能及時(shí)返回覆蓋液面,CO氣體的排出帶著金屬液滴飛出爐口,形成金屬?lài)姙R。熔渣返干也會(huì)產(chǎn)生金屬?lài)姙R。可見(jiàn),形成金屬?lài)姙R的一些原因與發(fā)性噴濺正好相反。(二)熔池內(nèi)碳氧反應(yīng)不均衡發(fā)展,瞬時(shí)產(chǎn)生大量的CO氣體,這是發(fā)生發(fā)性噴濺的根本原因。由于操作上的原因,熔池驟然受到冷卻,抑制了正在激烈進(jìn)行的碳氧反應(yīng);當(dāng)熔池溫度再度升高到一定程度,碳氧反應(yīng)重新以更猛烈的速度進(jìn)行,瞬間排出大量具有巨大能量的CO氣體從爐口排出,同時(shí)還挾帶著一定量的鋼水和熔渣,形成了較大的噴濺。(三)除了碳的氧化不均衡外,還有如爐容比、渣量、爐渣泡沫化程度等因素也會(huì)引起噴濺。在鐵水Si、P含量較高時(shí),渣中SiO2、P2O5含量也高,渣量較大再加上熔渣中TFe含量較高,其表面張力降低,阻礙著CO氣體通暢排出,因而渣層膨脹增厚,嚴(yán)重時(shí)能夠上漲到爐口。此時(shí)只要有一個(gè)不大的推力,熔渣就會(huì)從爐口噴出,熔渣所夾帶的金屬液也隨之而出,形成噴濺。同時(shí)泡沫渣對(duì)熔池液面覆蓋良好,對(duì)氣體的排出有阻礙作用。嚴(yán)重的泡沫渣可能導(dǎo)致?tīng)t口溢渣。 要防止異型管轉(zhuǎn)爐噴濺的產(chǎn)生,需要采取以下方法:一、吹煉過(guò)程位控制的基本原則是繼續(xù)化好渣、化透渣、快速脫碳、不噴濺、熔池均勻升溫。吹煉中期的特點(diǎn)是強(qiáng)烈脫碳,在這個(gè)階段中,不僅吹入的氧氣全部用于碳的氧化,而且渣中的氧化鐵也大量被消耗,流動(dòng)性下降,出現(xiàn)返干現(xiàn)象,影響硫、磷的去除甚至于發(fā)生回磷現(xiàn)象,噴濺也嚴(yán)重。為了防止異型管中期爐渣返干,應(yīng)該適當(dāng)提。二、保持合理的爐型是在現(xiàn)有技術(shù)和設(shè)備條件下控制噴濺有效的方法,如應(yīng)有適當(dāng)?shù)母叨群鸵好妫鶕?jù)冶煉鋼種采取合適的底吹模式,如果發(fā)現(xiàn)上漲較高,要及時(shí)采取措施進(jìn)行處理,處理操作應(yīng)采取勤、輕處理原則。三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點(diǎn)碳,又不因?yàn)闊崃刻辉@鋮s料用量大噴濺難控制。還可以采用留渣操作,濺渣護(hù)爐時(shí)不要把爐渣濺干,在爐內(nèi)留部分爐渣,剩余的爐渣在下?tīng)t吹煉時(shí)有利于前期快速成渣,同時(shí)減少了冷卻劑的加入量和爐渣的泡沫化程度,并將泡沫化高峰前移,從而達(dá)到控制異型管轉(zhuǎn)爐噴濺的目的,在爐渣嚴(yán)重泡沫化時(shí),短時(shí)間提高位,使氧超過(guò)泡沫的熔池面,用氧氣射流的沖擊破壞泡沫,減少?lài)姙R。四、在某種程度上復(fù)吹轉(zhuǎn)爐煉鋼的氧操作主要是通過(guò)位的變化來(lái)調(diào)節(jié)和控制爐渣中有合適的(FeO)含量,以滿(mǎn)足吹煉過(guò)程各期的需要。如果(FeO)控制不當(dāng),會(huì)給吹煉帶來(lái)困難,因此控制噴濺的關(guān)鍵就是要控制吹煉位。五、正確地控制前期溫度,如果前期溫度低,爐渣中積累起大量的氧化鐵,隨后在元素氧化,熔池被加熱時(shí),往往突然引起碳的激烈氧化,容易造成發(fā)性噴濺。在爐溫很高時(shí),可以在提的同時(shí)適當(dāng)加一些石灰,稠化熔渣,有時(shí)對(duì)抑制噴濺也有些作用,但加入量不宜過(guò)多,加入的石灰化完后,如果不繼續(xù)加人石灰就應(yīng)當(dāng)適當(dāng)降,以免在硅錳氧化結(jié)束和熔池溫度升高后強(qiáng)烈脫碳時(shí)發(fā)生嚴(yán)重噴濺。六、后期的任務(wù)是進(jìn)一步調(diào)整好爐渣的氧化性和流動(dòng)性,繼續(xù)去除硫、磷使熔池異型管鋼液成分和溫度均勻,穩(wěn)定火焰,便于準(zhǔn)確地控制終點(diǎn),壓速度要緩慢,切忌過(guò)快,否則會(huì)引起噴濺。冶煉低碳鋼,很多采用的是增碳法,所以后期非常注意加強(qiáng)熔池?cái)嚢枰约铀俸笃诿撎迹鶆蛉鄢氐臏囟群统煞帧榇嗽谶^(guò)程化渣不太好,或者中期爐渣返干較嚴(yán)重時(shí),后期應(yīng)首先適當(dāng)提化渣。而在接近終點(diǎn)時(shí),再適當(dāng)降,以加強(qiáng)熔池?cái)嚢瑁谷鄢氐臏囟群统煞志鶆蚧岣呓饘俸秃辖鹗盏寐什p輕對(duì)爐襯的侵蝕。
檢測(cè)")
檢測(cè)")
工藝要求進(jìn)行等溫淬火的異型管有的可不進(jìn)行回火處理。但對(duì)于部分淬火的異型管,其內(nèi)部殘留奧氏體將會(huì)在隨后的空冷過(guò)程中轉(zhuǎn)變?yōu)轳R氏體,因此必須進(jìn)行回火處理,目的是無(wú)縫鋼管脆性和穩(wěn)定尺,需要注意的是回火溫度應(yīng)低于等溫溫度。鋼種限制如對(duì)碳素?zé)o縫異型管等淬透性較低的鋼種進(jìn)行等溫淬火,應(yīng)當(dāng)適當(dāng)提高淬火加熱溫度,增加奧氏體的穩(wěn)定性,避免和防止在等溫過(guò)程中發(fā)生高溫非貝氏體的轉(zhuǎn)變。 時(shí)間要求等溫淬火的溫度和時(shí)間應(yīng)根據(jù)異型管的性能要求,參照該鋼種的C曲線(xiàn)來(lái)確定,原則是奧氏體全部轉(zhuǎn)變?yōu)橄仑愂象w,關(guān)于冷卻介質(zhì)通常采用硝鹽浴溶液,為保證溫度的穩(wěn)定,應(yīng)在介質(zhì)中加入冷卻裝置,以防止介質(zhì)溫度的提高而影響到淬火質(zhì)量。另外等溫時(shí)間的長(zhǎng)短應(yīng)以異型管組織轉(zhuǎn)變結(jié)束為基準(zhǔn),過(guò)長(zhǎng)則降低了作業(yè)效率,因此要認(rèn)真對(duì)待。 異性鋼管概念有哪些?【1】異形鋼管,矩管,方管尖角的概念:異形鋼管,矩管,方管傳統(tǒng)的焊接不銹鋼方矩形管,通常用一架土耳其頭輥配幾道方矩形軋輥來(lái)出產(chǎn)。出產(chǎn)主要靠平輥軋制整型,因?yàn)槠捷伿莾奢伿綐?gòu)造形式,存在方矩形管四個(gè)角的輥縫不等和角部受力狀況不共同的疑問(wèn),造成方矩形管四個(gè)角不尖不等,R=1.2t,矩形管尺為外圓角半徑,f為壁厚。盡管契合有關(guān)公司標(biāo)準(zhǔn),但不能滿(mǎn)意用戶(hù)對(duì)商品的高質(zhì)量的需求。新式規(guī)劃采用了土耳其頭四輥軋制整型,因?yàn)橥炼漕^上裝的四輥構(gòu)造一樣,四個(gè)角的輥縫持平,角部受力狀況共同,當(dāng)軋制力足夠大時(shí),角部發(fā)生塑性變形使金屬填充角部,管的外外表構(gòu)成了平面與弧面之間的交線(xiàn)——即尖角,【2】尖角異形鋼管,矩管,方管變形機(jī)理在土耳其頭四輥中心線(xiàn)處管坯橫截面,矩形管的尖角構(gòu)成機(jī)理與一般方矩形管靠彎曲成角是不同的,它靠的是軋輥的軋制力,經(jīng)過(guò)弧形拱發(fā)生擠壓力F,如圖2所示,使鋼帶角部發(fā)生塑性變形從而使異形鋼管,矩管,方管填充角部而成。弧形拱對(duì)角填充的壓力土耳其頭四輥在一定的弧面作用于鋼帶的同一橫截面,滿(mǎn)意式(1)的條件,即可經(jīng)過(guò)軋輥壓力使角部金屬發(fā)生塑性變形,構(gòu)成尖角。 不銹鋼異型管是較新的技術(shù):(一)高頻焊,高頻焊用于焊接不銹鋼異型管是較新的技術(shù)。其生產(chǎn)的經(jīng)濟(jì)性,高頻焊接具有較電源功率,對(duì)不同的材質(zhì)、外徑壁厚的管材都能達(dá)到較高的焊接速度。與氬弧焊相比,是其高焊接速度的10倍以上。因此,生產(chǎn)一般用途的不銹鋼管具有較高的生產(chǎn)率。因?yàn)楦哳l焊接速度高,給焊管內(nèi)毛刺的去除帶來(lái)困難。目前,高頻焊不銹鋼異型管尚不能為化工、核工業(yè)所接受,這也是其原因之一。從焊接材質(zhì)看,高頻焊可以焊接各種類(lèi)型的奧氏體不銹鋼管。同時(shí),新鋼種的開(kāi)發(fā)和成型焊接方法的進(jìn)步,也成功地焊接了鐵素體不銹鋼AISI409等鋼種。(二)氬弧焊,不銹鋼異型管要求熔深焊透,不含氧化物夾雜,熱影響區(qū)盡可能小,鎢極惰性氣體保護(hù)的氬弧焊具有較好的適應(yīng)性,焊接質(zhì)量高、焊透性能好,其產(chǎn)品在化工、核工業(yè)和食品等工業(yè)中得到廣泛應(yīng)用。焊接速度不高是氬弧焊的不足之處,為提高焊接速度,國(guó)外研究開(kāi)發(fā)了多種方法。其中由單電極單焊炬發(fā)展采用多電極多焊炬的焊接方法在生產(chǎn)中應(yīng)用。70年代德國(guó)首先采用多焊炬沿焊縫方向直線(xiàn)排列,形成長(zhǎng)形熱流分布,明顯提高焊速。一般采用三電極焊炬的氬弧焊,焊接鋼管壁厚S≥2mm,焊接速度比單焊炬提高3-4倍,焊接質(zhì)量也得以改善。氬弧焊與等離子焊組合可以焊接更大壁厚的鋼管,此外,在氬氣中5-10%的氫氣,再采用高頻脈沖焊接電源,也可提高焊接速度。多焊炬氬弧焊適用于奧氏體和鐵素體不銹鋼異型管的焊接。(三)組合焊接,不銹鋼異型管的各種焊接方法均有各自的優(yōu)點(diǎn)和不足。如何揚(yáng)長(zhǎng)避短,將幾種焊接方法加以組合形成新的焊接工藝,滿(mǎn)足人們對(duì)不銹鋼管質(zhì)量和生產(chǎn)效率的要求,是當(dāng)前不銹鋼焊接技術(shù)發(fā)展的新趨勢(shì)。經(jīng)過(guò)近幾年的探索研究,組合焊接工藝已取得了進(jìn)展,常見(jiàn)的組合方法有:氬弧焊加等離子焊、高頻焊加等離子焊、高頻預(yù)熱加三焊炬氬弧焊、高頻預(yù)熱加等離子加氬弧焊。組合焊接提高焊速十分顯著。對(duì)于采用高頻預(yù)熱的組合焊接異型管焊縫質(zhì)量與常規(guī)的氬弧焊、等離子焊相當(dāng),焊接操作簡(jiǎn)單,整個(gè)焊接系統(tǒng)易實(shí)現(xiàn)自動(dòng)化,這種組合易于與現(xiàn)有的高頻焊接設(shè)備銜接,投資成本低,效益好。 如何區(qū)分異型管:實(shí)話(huà)說(shuō),現(xiàn)在建筑行業(yè)所使用的鋼材種類(lèi)還是很多的,而有一種叫異型管的質(zhì)量?jī)?yōu)越、價(jià)格實(shí)惠,使用范圍很廣,一直備受人們的喜愛(ài)。而很多人卻并不知道如何去區(qū)分異型管。異型管主要是區(qū)別于圓形鋼管和方形鋼管的其他形狀的鋼管,異型管分為焊接異型管和無(wú)縫異型管。不僅是在建筑業(yè),在一些機(jī)械加工廠也是經(jīng)常會(huì)使用到的。異型管的加工方式主要分為兩種一種是用圓形鋼管變形另外一種則是用鋼板直接卷成成品異型管。
檢測(cè)")
今年在棗莊市臺(tái)兒莊區(qū)購(gòu)買(mǎi)異型管-42CRMO異型管通過(guò)檢測(cè)有了新選擇,萬(wàn)盛達(dá)鋼鐵(棗莊市臺(tái)兒莊區(qū)分公司)始終堅(jiān)守以用戶(hù)為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷(xiāo),確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的異型管-42CRMO異型管通過(guò)檢測(cè)產(chǎn)品。如需購(gòu)買(mǎi)或咨詢(xún),請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:陳經(jīng)理-【13310655558】,地址:經(jīng)濟(jì)開(kāi)發(fā)區(qū)。
盛達(dá)鋼鐵(棗莊市臺(tái)兒莊區(qū)分公司)名片")