
以下是:湖北省十堰市天津友發襯塑鋼管天津友發襯塑鋼管的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 天津友發襯塑鋼管天津友發襯塑鋼管供應范圍覆蓋湖北省、武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市 茅箭區、張灣區、鄖縣、鄖西縣、竹山縣、竹溪縣、房縣、丹江口市等區域。 【利達】持續拓展產品矩陣,現有竹山鍍鋅鋼管顏色尺寸款式定制、竹溪鍍鋅鋼管匠心打造、恩施鍍鋅鋼管產地直銷、咸寧鍍鋅鋼管實力派廠家、武漢鍍鋅鋼管實力廠商、黃岡鍍鋅鋼管廠家直營、襄陽鍍鋅鋼管一站式采購、鄂州鍍鋅鋼管專業生產設備等,滿足不同場景需求。天津友發襯塑鋼管天津友發襯塑鋼管_利達管道科技(十堰市分公司),固定電話:【17768165506】,移動電話:【0527-88266888】,聯系人:賈經理,天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。 湖北省,十堰市 2022年,十堰市實現地區生產總值2304.68億元,比上年增長3.6%。
想知道天津友發襯塑鋼管天津友發襯塑鋼管產品的獨特魅力嗎?我們為您準備的視頻將帶您親身體驗,讓您感受到產品的無限魅力。以下是:湖北十堰天津友發襯塑鋼管天津友發襯塑鋼管的圖文介紹
目標:
公司做到:誠實守信,追求卓越。
產品做到:質量保證、客戶至上、做優質優價的 鍍鋅鋼管產品。
開發做到:做到誠信溝通,考慮實際需求,本著互相提高、友好協作、力求創新,力求你的滿意!
市場做到:品質是 鍍鋅鋼管產品的生命,管理出效益,培育市場!
管理做到:以人為本,珍重人才,服務行業、共同發展
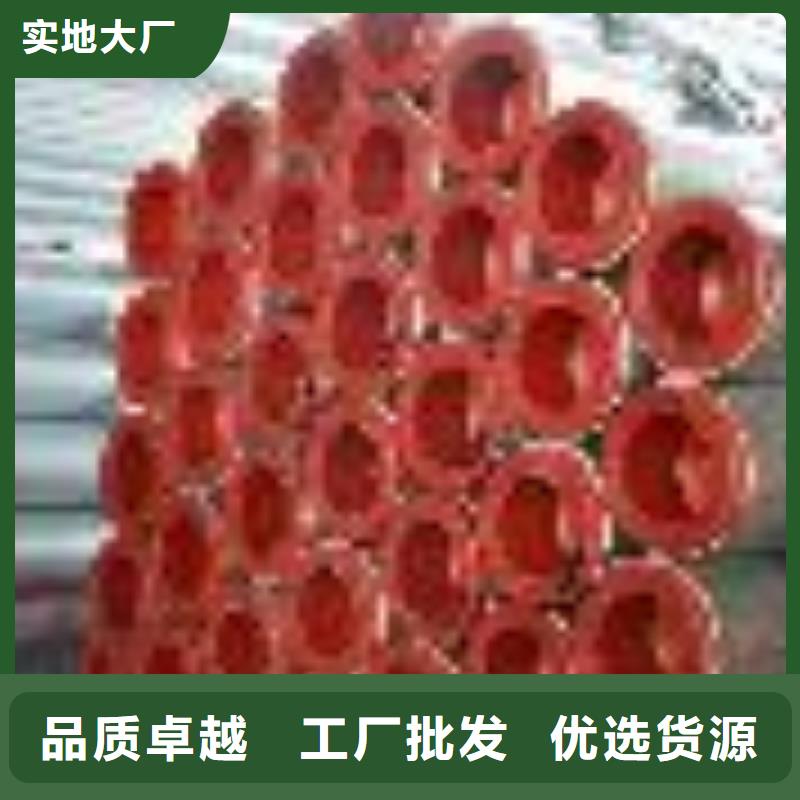
鋼塑復合管典型應用:適用于一般腐蝕性介質輸送,更適用于生活用水和飲用冷熱水的輸送,輸水時,不影響水質,符合食品衛生要求,高耐磨高密度聚管可廣泛用于固液漿體如煤炭、礦砂的輸送。廣泛用于石油化工制品電力自來水環保等行業。
鋼塑復合管應用于各種形式的循環水(民用循環水、工業循環水),性能優良,防腐年限可達50年。
內pp鋼塑復合管耐腐蝕性:除濃、發煙、等強氧化性酸外,能耐大多數的有機和無機酸、堿、鹽,對應力腐蝕的抗蝕性良好,能耐10%以下的、甲酸、醋酸,36%以下的,20%以下的氫溴酸、稀、各種濃度的碳酸、硼酸、丁酸、堿及絕大多數鹽、、空氣、NH3、CO2、CO、NO2、HCL等氣體的腐蝕多功能。 在此之前,已有市場傳聞稱,為防止企業繼續鉆漏洞,取消含硼鋼材出口退稅是大概率事件。
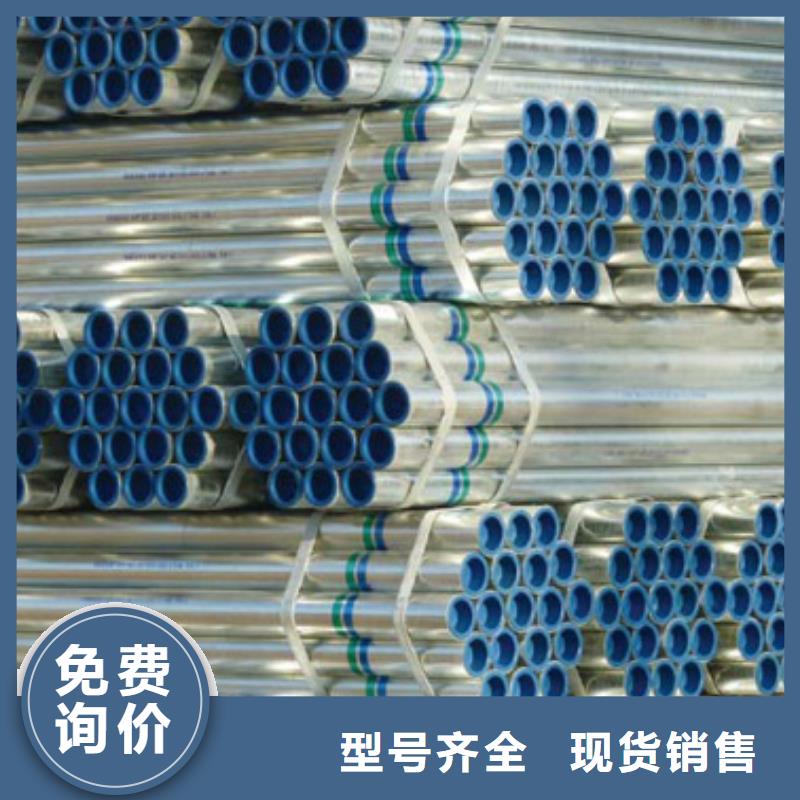
襯塑鋼管,又名鋼塑復合管,以鍍鋅無縫鋼管、焊接鋼管為基管,內壁去除焊筋后,襯入與鍍鋅管內等徑的食品級聚乙烯(PE)管材,聚乙烯襯層厚度要求符合CJ/T136-2007標準,后加壓加熱后一定時間后成型,是傳統鍍鋅管的升級型產品。 目前,在建筑給水行業中,高層建筑的給水管和消防管材長期使用壓力約為1.6MPa左右,因此內筋嵌入式襯塑鋼管的設計壓力確定在2.0MPa基本上能滿足建筑給水的壓力使用要求,同時這一參數也是壁厚設計的重要參數。 使用溫度也是管材設計的一個重要參數,它決定著材料的許用應力。在行業中按輸送水的溫度分為冷水和熱水,冷水溫度一般為0℃~25℃,但明裝管路內介質溫度受大氣溫度影響,我國南方夏季氣溫可高達40℃左右,而北方氣溫在冬季可低于-40℃,但是水于0℃以下就會凝固成冰,從而達不到用水的目的。因此在行業中有保溫的一些規范,使管路中水的溫度一直保持在0℃以上,以保持流體的可流動性。熱水一般用于采暖、淋浴,水溫通常為75℃以下,瞬間溫度可達為95℃左右。 介于以上調研,內筋嵌入式襯塑鋼管分為冷水型和熱水型兩大類,確定冷水型長期使用溫度為0℃~55℃,熱水型管材的長期使用溫度為0℃~75℃,瞬間溫度可達95℃。規格按管道通徑標準化確定為DN15、DN20、DN25、DN32、DN40、DN50、DN65、DN80、DN100、DN125、DN150、DN200、DN250、DN300等品種。
您是想要在湖北省十堰市采購高質量的天津友發襯塑鋼管天津友發襯塑鋼管產品嗎?利達管道科技(十堰市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的天津友發襯塑鋼管天津友發襯塑鋼管產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:賈經理-【17768165506】,地址:《天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1》。









