


以下是:不銹鋼件電解拋光201加工廠的產品參數
產品參數 產品價格 1 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼、不銹鐵 生產場地 深圳市寶安區 規格 奧氏體。馬氏體 類型 來料加工 顏色 鏡面 品牌 燈鼎 型號 DD-606 可定制 是 生產日期 2019-2022 價格 0.01元 生產時長 3小時 是否生產型 是 在廣東省深圳市采購不銹鋼件電解拋光201加工廠請認準不銹鋼電解拋光廠(深圳分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:姚先生-17768165506,QQ:374457303,地址:寶安區沙井街道共和社區福和路先欲興大廈604)。 廣東省,深圳市 深圳市地處中國南部,廣東省南部,珠江口東岸,北回歸線以南,東臨大亞灣和大鵬灣,西瀕珠江口和伶仃洋,南與香港特別行政區相連,北部與東莞市、惠州市接壤。全境地勢東南高,西北低,大部分為低丘陵地,間以平緩的臺地,西部為濱海平原。屬亞熱帶季風氣候,溫潤宜人,降水豐富。
簡約而不簡單,我們的不銹鋼件電解拋光201加工廠產品視頻將用直觀的方式展示產品的核心價值。
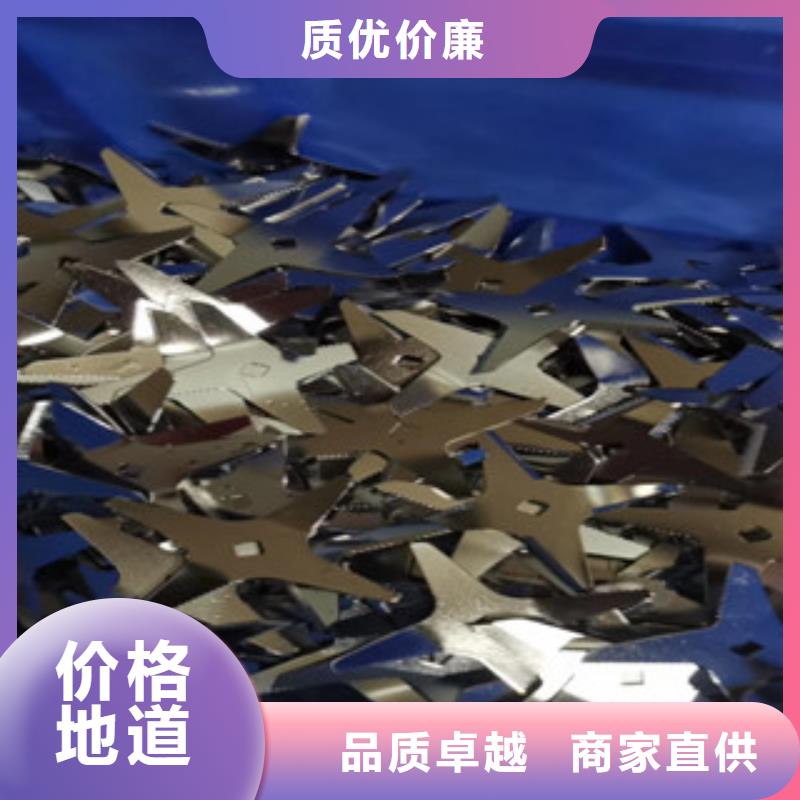
以下是:不銹鋼件電解拋光201加工廠的圖文介紹
廣東深圳不銹鋼電解拋光廠主營各種 不銹鋼電解拋光,憑著“團結、務實、敬業、奉獻“的企業精神,經過全體員工的努力拼搏和積j i開拓,在市場享有較高信譽。 公司一貫重合同、守信用,在業界內享有較高的商業信譽,且有雄厚的經營實力,能穩健地向客戶提供產品的營銷服務,本著“誠信為本,質量至上,客戶滿意,追求卓越”的經營理念和“品種全,規格齊,質量好,服務佳”的競爭優勢,本著“誠信為本,質量至上,客戶滿意,追求卓越”的經營理念和“品種全,規格齊,質量好,服務佳”的競爭優勢,贏得了廣大客戶的信賴和支持,歡迎來電:0527-88266888,我們將竭誠為您服務。
13.電化學拋光液內硫酸與磷酸之間有什么關系?
原因分析:硫酸較多,拋光速度過快,對金屬基體可加快腐蝕,磷酸較多,可在工件表面吸附一種黏膜,亮度下降,拋光速度變慢。當然也不排除其他因素。
解決方法:調整硫酸磷酸合適比例。也可以選擇“云清各種無鉻電解添加劑”配方。
14.工件拋光后表面無光澤,在淺黃色底子上有白色斑點,一般什么原因引起的?
原因分析:可能是電解拋光溶液中鉻酐含量過高,甚至超過1.5%。
解決方法:鉻離子屬于重金屬離子,對人體有致癌作用,污染環境,可選用無鉻拋光液。使用“長程牌不銹鋼通用電解液”。
15.電解液成本核算主要是哪些? 主要是電費、電解液、整流器、電解槽、極板、銅棒、加熱管等。
16.不銹鋼各種材質在電解拋光時電流密度是多少?與電解成本有什么關聯?
原因分析:在市場常規情況下不銹鋼各種材質在電解液的密度為:200系列不銹鋼材質電流密度在25—50安培之間,300系列不銹鋼材質電流密度在15—30安培之間,400系列不銹鋼材質電流密度在30—55安培之間。
解決方法:可選用“長程牌不銹鋼通用電解液”200系列不銹鋼材質電流密度在15—25安培之間,300系列不銹鋼材質在10—15安培之間,400系列不銹鋼材質在25—30之間。電流密度越大,耗電量越大。而在電解成本核算中,電費所占的比例很大。
17.拋光后經擦拭干凈扔無光澤,有淺蘭色陰影什么原因?
原因分析:可能是電化學拋光液配制后,未進行加熱及通電處理,或溶液操作溫度偏低。
解決方案:120℃下加熱電拋光液一小時或將電解液加熱到規定溫度。
18.拋光后無光并且有黃色斑點是什么原因引起的?
原因分析:可能電化學溶液的相對密度偏小,已小于1.70。
解決方案:調整電拋光的相對密度或在80—100℃條件下加熱濃縮以增大起相對密度。或是更換新液。
19.工件拋光后,為什么從槽中取出就出現褐色斑點?
原因分析:可能是電拋光不夠,或是時間較短。
為獲得良好的拋光效果,電流密度和電壓是緊密相關的。通常,電壓升高電流密度隨之增大,但這一現象只會繼續到一個臨界點。一旦達到這一點,電流密度將急速下降,電壓仍相應增高,超過這一點,電壓和電流密度又穩步增長。電拋光只有在電流密度比臨界點高時才會發生,低于這一點則出現腐蝕。通常電拋光使用直流電,在5.5一55.SA/dm2產生。
電地光對金屬的溶解極少,從奧拋光后的表面猜飾情況及拋光后的表面精飾處理來看,拋光厚度通常在2.5~65μm之間。深劃痕、沖壓記號及金屬中的非金屬夾雜物往往比電拋光失去的厚度深,雜亂的顆粒線和深深的劃痕(由粗研磨所致),在其后的精加工中不能被去除。而電拋光可將它們去除,這些線和刻痕初是肉眼看不見的。電拋光是一項較快的操作,通常在2~12分鐘內完成。但如果從粗糙表面開始或必須去除較大量的金屬(如控制尺寸或去毛刺),則將會需要更長的時間。
注意事項
1、本拋光液在其使用初期會產生泡沫,因此拋光液液面與拋光槽頂部之間的距離不應≥15cm;
2、 不銹鋼工件在進入拋光槽之前應盡可能將殘留在工件表面的水分除去,因工件夾帶過多水分有可能造成拋光面出現麻點,局部浸蝕而導致工件報廢;
3、在電解拋光過程中,作為陽極的不銹鋼配件,因其所含的鐵、鉻元素不斷轉變為金屬離子溶入拋光液內而不在陰極表面沉積。隨著化學反應的進行,金屬離子濃度會不斷增加,當達到一定濃度后,這些金屬離子以磷酸鹽和硫酸鹽形式從拋光液內沉淀析出,沉降于拋光槽底部。因此拋光液必須定期過濾,去除這些固體沉淀物;
4、在拋光槽反應過程中,除磷酸、硫酸不斷消耗外,水分因蒸發和電解而損失,此外,高粘度拋光液不斷被工件夾帶損失,拋光液液面不斷下降,需經常往拋光槽補加拋光液和水;
5、本產品中和后排放符合當今環保要求優點
電解拋光優點
⑴內外色澤一致,光澤持久,機械拋光無法拋到的凹處也能整平。
⑵生產效率高,成本低廉。
⑶增加工件表面抗腐蝕性
今年在廣東省深圳市購買不銹鋼件電解拋光201加工廠有了新選擇,不銹鋼電解拋光廠(深圳分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的不銹鋼件電解拋光201加工廠產品。如需購買或咨詢,請隨時聯系我們,聯系人:姚先生-17768165506,QQ:374457303,地址:寶安區沙井街道共和社區福和路先欲興大廈604。









